Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Reverse Engineering Cheat SheetДокумент1 страницаReverse Engineering Cheat Sheetalfredhitchcock_007100% (2)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- S406 Specifications For The Supply of Stone PDFДокумент6 страницS406 Specifications For The Supply of Stone PDFMfanelo MbanjwaОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Design of Water Supply System-High Rise BLDGДокумент108 страницDesign of Water Supply System-High Rise BLDGcris bunagОценок пока нет
- Processing of Synthetic Aperture Radar Images - H. Maitre (Wiley, 2008) WWДокумент411 страницProcessing of Synthetic Aperture Radar Images - H. Maitre (Wiley, 2008) WWbehzad100% (4)
- Afroasiatic LanguagesДокумент13 страницAfroasiatic Languagesaskask2Оценок пока нет
- Good 1983Документ352 страницыGood 1983ASDA75% (4)
- Number Patterns and SequencesДокумент10 страницNumber Patterns and SequencesMohamed Hawash80% (5)
- International Journal of Green and Herbal Chemistry: Anti Ageing Drugs in AyurvedaДокумент14 страницInternational Journal of Green and Herbal Chemistry: Anti Ageing Drugs in AyurvedaananthakumarОценок пока нет
- On The Chemo-Mechanical Polishing For Nano-Scale Surface Finish of Brittle WafersДокумент8 страницOn The Chemo-Mechanical Polishing For Nano-Scale Surface Finish of Brittle WafersananthakumarОценок пока нет
- Nakshatra Based Rainfall Climatology: India Meteorological Department, Pune - 411005, IndiaДокумент8 страницNakshatra Based Rainfall Climatology: India Meteorological Department, Pune - 411005, IndiaananthakumarОценок пока нет
- Scanned by TapscannerДокумент7 страницScanned by TapscannerananthakumarОценок пока нет
- Chemo Mechanical PolishingДокумент5 страницChemo Mechanical PolishingananthakumarОценок пока нет
- Measurement: To WhatДокумент8 страницMeasurement: To WhatananthakumarОценок пока нет
- CH 12Документ212 страницCH 12ananthakumarОценок пока нет
- Feedback: Heat Transfer by RadiationДокумент9 страницFeedback: Heat Transfer by RadiationananthakumarОценок пока нет
- Scanned With CamscannerДокумент9 страницScanned With CamscannerananthakumarОценок пока нет
- UCMP Int 3 Scheme of EvaluationДокумент9 страницUCMP Int 3 Scheme of EvaluationananthakumarОценок пока нет
- Heat Transfer by Radiation: Ie Castom Sea SearchДокумент8 страницHeat Transfer by Radiation: Ie Castom Sea SearchananthakumarОценок пока нет
- Theni Kammavar Sangam College of Technology Koduvilarpatti, Theni DTДокумент2 страницыTheni Kammavar Sangam College of Technology Koduvilarpatti, Theni DTananthakumarОценок пока нет
- UCMP Int 1Документ1 страницаUCMP Int 1ananthakumarОценок пока нет
- Winners List: GHSS-THEVARAM (Total 4 Prizes)Документ1 страницаWinners List: GHSS-THEVARAM (Total 4 Prizes)ananthakumarОценок пока нет
- Koduvilarpatti, Theni - 625 534. Department of Computer Science and Engineering Theni Kammavar Sangam College of TechnologyДокумент2 страницыKoduvilarpatti, Theni - 625 534. Department of Computer Science and Engineering Theni Kammavar Sangam College of TechnologyananthakumarОценок пока нет
- Theni Kammavar Sangam College of Technology Koduvilarpatti, Theni DTДокумент2 страницыTheni Kammavar Sangam College of Technology Koduvilarpatti, Theni DTananthakumarОценок пока нет
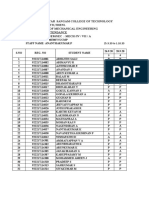
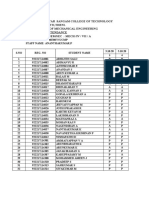
- Koduvilarpatti, Theni - 625 534. Department of Mechanical Engineering Theni Kammavar Sangam College of TechnologyДокумент6 страницKoduvilarpatti, Theni - 625 534. Department of Mechanical Engineering Theni Kammavar Sangam College of TechnologyananthakumarОценок пока нет
- Webinar Master FormatДокумент2 страницыWebinar Master FormatananthakumarОценок пока нет
- Notification NAD PDFДокумент1 страницаNotification NAD PDFananthakumarОценок пока нет
- Mech Quiz - SecondaryДокумент3 страницыMech Quiz - SecondaryananthakumarОценок пока нет
- Ucmp Full Attendance 25 Sep To 1 OctДокумент2 страницыUcmp Full Attendance 25 Sep To 1 OctananthakumarОценок пока нет
- 3.10.20 To 8.10.20 UCMPДокумент2 страницы3.10.20 To 8.10.20 UCMPananthakumarОценок пока нет
- 86-Article Text-596-1-10-20211030Документ7 страниц86-Article Text-596-1-10-20211030adel bbОценок пока нет
- Review Paper - Evolution of CMOS Ring OscillatorДокумент10 страницReview Paper - Evolution of CMOS Ring OscillatorNor Samida YaacobОценок пока нет
- Asm 10Документ4 страницыAsm 10Tukaram ParabОценок пока нет
- Calculus 1: CONTINUITYДокумент56 страницCalculus 1: CONTINUITYMa Lorraine PerezОценок пока нет
- FST 3000Документ4 страницыFST 3000ariksyaiful82Оценок пока нет
- Design and Development of An Additive Manufactured Component by Topology OptimisationДокумент6 страницDesign and Development of An Additive Manufactured Component by Topology OptimisationJon SnowОценок пока нет
- AtomДокумент15 страницAtomdewi murtasimaОценок пока нет
- Asme Ix Test 1Документ8 страницAsme Ix Test 1RedzuanОценок пока нет
- WhiteLED1 8Документ12 страницWhiteLED1 8Smyle KatariaОценок пока нет
- Low Temperature Plastics - EnsingerДокумент4 страницыLow Temperature Plastics - EnsingerAnonymous r3MoX2ZMTОценок пока нет
- SpiralДокумент47 страницSpiralEr. Vicky MakawanaОценок пока нет
- TM1 Rules White Paper Best Practice RulesДокумент22 страницыTM1 Rules White Paper Best Practice RulesMax ChenОценок пока нет
- DLP Mathematics 6 q1 w6Документ5 страницDLP Mathematics 6 q1 w6Kathlyn PerezОценок пока нет
- Automatic Pneumatic Bumper Mission: International Journal of Pure and Applied Mathematics No. 16 2017, 137-140Документ4 страницыAutomatic Pneumatic Bumper Mission: International Journal of Pure and Applied Mathematics No. 16 2017, 137-140VinayОценок пока нет
- Full U-Band Rectangular Waveguide-to-Microstrip Transition Using E-Plane ProbeДокумент4 страницыFull U-Band Rectangular Waveguide-to-Microstrip Transition Using E-Plane ProbeSanjib MandalОценок пока нет
- UNIT 14 - On-Screen DigitizingДокумент6 страницUNIT 14 - On-Screen DigitizingResti KharismaОценок пока нет
- Sci - Short Circuit IsolatorДокумент2 страницыSci - Short Circuit IsolatorVictor MoraesОценок пока нет
- Comparative Study of Steel Structure With and Without Floating Columns in EtabsДокумент13 страницComparative Study of Steel Structure With and Without Floating Columns in EtabsBehroz BehzadОценок пока нет
- Knowage Suite Readthedocs Io en 7.4Документ536 страницKnowage Suite Readthedocs Io en 7.4Sergio Daniel Marambio NuñezОценок пока нет
- 09.0 Product Description - MAN EcoTorqueДокумент2 страницы09.0 Product Description - MAN EcoTorquegoginemОценок пока нет
- LETRIST Locally Encoded Transform Feature HistograДокумент16 страницLETRIST Locally Encoded Transform Feature HistograHARE KRISHNAОценок пока нет
- SOFARSOLAR ModBus-RTU Communication ProtocolДокумент22 страницыSOFARSOLAR ModBus-RTU Communication ProtocolВячеслав ЛарионовОценок пока нет
- An FPGA Implementation of A Feed-Back Chaotic Synchronization For Secure CommunicationsДокумент5 страницAn FPGA Implementation of A Feed-Back Chaotic Synchronization For Secure Communicationslaz_chikhi1574Оценок пока нет