Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- MQ SP M 4045Документ28 страницMQ SP M 4045jaseel kОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- MQ SP M 4042Документ26 страницMQ SP M 4042jaseel kОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- MQ SP P 5020 PDFДокумент10 страницMQ SP P 5020 PDFjaseel kОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- MQ SP P 5024 PDFДокумент16 страницMQ SP P 5024 PDFjaseel kОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- MQ SP M 4043Документ7 страницMQ SP M 4043jaseel kОценок пока нет
- MQ SP P 5022 PDFДокумент17 страницMQ SP P 5022 PDFjaseel kОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- MQ SP M 4039Документ6 страницMQ SP M 4039jaseel k0% (1)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- MQ SP M 4041Документ39 страницMQ SP M 4041jaseel kОценок пока нет
- MQ SP M 4044Документ9 страницMQ SP M 4044jaseel kОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- MQ SP P 5019Документ16 страницMQ SP P 5019jaseel kОценок пока нет
- MQ SP P 5023 PDFДокумент12 страницMQ SP P 5023 PDFjaseel kОценок пока нет
- MQ SP P 5018Документ19 страницMQ SP P 5018jaseel kОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- MQ SP T 7802 PDFДокумент6 страницMQ SP T 7802 PDFjaseel kОценок пока нет
- MQ SP T 7801 PDFДокумент4 страницыMQ SP T 7801 PDFjaseel kОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- MQ SP T 7809Документ14 страницMQ SP T 7809jaseel kОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- MARAFIQ LAN Specification for Jubail and Yanbu ProjectsДокумент15 страницMARAFIQ LAN Specification for Jubail and Yanbu Projectsjaseel kОценок пока нет
- MQ SP T 7810 PDFДокумент22 страницыMQ SP T 7810 PDFjaseel kОценок пока нет
- MQ SP T 7804 PDFДокумент37 страницMQ SP T 7804 PDFjaseel kОценок пока нет
- MQ SP T 7808Документ21 страницаMQ SP T 7808jaseel kОценок пока нет
- MQ SP T 7807Документ16 страницMQ SP T 7807jaseel kОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- MQ SP T 7812Документ17 страницMQ SP T 7812jaseel kОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- MQ SP T 7814Документ13 страницMQ SP T 7814jaseel kОценок пока нет
- UT98-0430-Fire Water Deluge Valves (C200-C300) PDFДокумент1 страницаUT98-0430-Fire Water Deluge Valves (C200-C300) PDFjaseel kОценок пока нет
- MQ SP T 7813Документ12 страницMQ SP T 7813jaseel kОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- MQ SP T 7811Документ36 страницMQ SP T 7811jaseel kОценок пока нет
- MQ SP B 4905 PDFДокумент22 страницыMQ SP B 4905 PDFjaseel kОценок пока нет
- MQ SP T 7815Документ12 страницMQ SP T 7815jaseel kОценок пока нет
- UT98-0430-Fire Water Deluge Valves (C200-C300)Документ1 страницаUT98-0430-Fire Water Deluge Valves (C200-C300)jaseel kОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- MQ SP B 4908 PDFДокумент25 страницMQ SP B 4908 PDFjaseel kОценок пока нет
- ANSI Z97.1 SummaryДокумент4 страницыANSI Z97.1 SummaryAli YalazОценок пока нет
- PHY303 Assignment 2 Solutions PDFДокумент5 страницPHY303 Assignment 2 Solutions PDFJohn McLovenОценок пока нет
- Material Science L-Photonic MaterialsДокумент28 страницMaterial Science L-Photonic MaterialsSaheer ShaikОценок пока нет
- Hitachi AC FeaturesДокумент16 страницHitachi AC FeaturesMonica KshirsagarОценок пока нет
- Design components of MHP for hydraulic dataДокумент34 страницыDesign components of MHP for hydraulic dataSomprasad PradhanОценок пока нет
- MP ProblemsДокумент2 страницыMP Problemskartikesh prasadОценок пока нет
- Syllabus MSPHYS 2020-2021-1Документ67 страницSyllabus MSPHYS 2020-2021-1mithunОценок пока нет
- X Tan G : CE Review For Nov 2022 - Hydraulics 7Документ1 страницаX Tan G : CE Review For Nov 2022 - Hydraulics 7JuDeОценок пока нет
- Factors Affecting PermeabilityДокумент4 страницыFactors Affecting PermeabilityMahesh RamtekeОценок пока нет
- Gas Compressor ProblemsДокумент2 страницыGas Compressor Problemskim dianon0% (1)
- Heat Transfer FundamentalsДокумент44 страницыHeat Transfer FundamentalsSamuel Jade RoxasОценок пока нет
- 3.syllabus (Solid State Physics) OptionalДокумент2 страницы3.syllabus (Solid State Physics) OptionalMuhammad Hasan RazaОценок пока нет
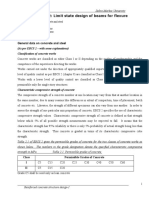
- Chapter 2: Limit State Design of Beams For Flexure: General Data On Concrete and SteelДокумент27 страницChapter 2: Limit State Design of Beams For Flexure: General Data On Concrete and SteelAntenehОценок пока нет
- Computational Fluid Dynamics 2006 Proceedings of The Fourth International Conference On Computational Fluid Dynamics ICCFD4 Ghent Belgium 10 14 JДокумент914 страницComputational Fluid Dynamics 2006 Proceedings of The Fourth International Conference On Computational Fluid Dynamics ICCFD4 Ghent Belgium 10 14 JMarcos AquinoОценок пока нет
- Research Paper On States of MatterДокумент6 страницResearch Paper On States of Matterefdkhd4e100% (1)
- Doppler Effect ExplainedДокумент6 страницDoppler Effect ExplainedBrandonОценок пока нет
- TS - 498 Design Loads For Buildings - Tr.enДокумент24 страницыTS - 498 Design Loads For Buildings - Tr.enYatendra Tyagi0% (1)
- Jssi Manual For Building Passive Control Technology Part - 8 Peak Response Evaluation and Design For Elasto - Plastically Damped SystemДокумент9 страницJssi Manual For Building Passive Control Technology Part - 8 Peak Response Evaluation and Design For Elasto - Plastically Damped SystemJoaquim TchamoОценок пока нет
- Ope Uni3Документ19 страницOpe Uni3Eduarda PompelliОценок пока нет
- Steel Structure Analysis Seminar ProjectДокумент16 страницSteel Structure Analysis Seminar ProjectDnyaneshwar GawaiОценок пока нет
- CW Spatial ModesДокумент5 страницCW Spatial Modes900pennyОценок пока нет
- Heat Pump Hydronic Buffer Tank - Thermal BatteryДокумент2 страницыHeat Pump Hydronic Buffer Tank - Thermal BatteryChris SiddonsОценок пока нет
- Seplite Monojet LSF9790Документ2 страницыSeplite Monojet LSF9790rodrigoОценок пока нет
- Tuao Vocational and Technical School Senior High School DepartmentДокумент9 страницTuao Vocational and Technical School Senior High School DepartmentMarvelyn Maneclang CatubagОценок пока нет
- ThyristorsДокумент41 страницаThyristorsMustafa KamalОценок пока нет
- 2018 Physical Metallurgy Principles and Design - Haidemenopoulos, Gregory N PDFДокумент490 страниц2018 Physical Metallurgy Principles and Design - Haidemenopoulos, Gregory N PDFPhạm Thịnh100% (1)
- Sparkwiz Academy: Part TestДокумент17 страницSparkwiz Academy: Part TestSayak SenGuptaОценок пока нет
- First Quarter (Week 1) : What I Need To Know?Документ5 страницFirst Quarter (Week 1) : What I Need To Know?Angelina Lumbre100% (1)
- King Saud University Statics Midterm Exam QuestionsДокумент5 страницKing Saud University Statics Midterm Exam QuestionsIbraheem AdarbehОценок пока нет