Вам также может понравиться
- B 575 Hydra Liner Installation Instructions Rev 2.26.2019Документ2 страницыB 575 Hydra Liner Installation Instructions Rev 2.26.2019ccorp0089Оценок пока нет
- Zerust Approval Letter Liquids 10-10-2017Документ3 страницыZerust Approval Letter Liquids 10-10-2017ccorp0089Оценок пока нет
- Zerust AxxaCoat90 TechnicalDataSheet RevD2Документ3 страницыZerust AxxaCoat90 TechnicalDataSheet RevD2ccorp0089Оценок пока нет
- Surface FinishesДокумент2 страницыSurface Finishesccorp0089Оценок пока нет
- b521 bh3100 Series Battery Heaters Rev 0714Документ2 страницыb521 bh3100 Series Battery Heaters Rev 0714ccorp0089Оценок пока нет
- BH 3110Документ1 страницаBH 3110ccorp0089Оценок пока нет
- 1/2" NPT Thread: Special Characteristics Tube Elbow W/Pipe FTG BДокумент1 страница1/2" NPT Thread: Special Characteristics Tube Elbow W/Pipe FTG Bccorp0089Оценок пока нет
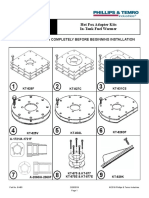
- B 463 Hot Fox Adapter Kits Rev 2.26.2019Документ4 страницыB 463 Hot Fox Adapter Kits Rev 2.26.2019ccorp0089Оценок пока нет
- Eriks Oring ChartДокумент1 страницаEriks Oring Chartccorp0089Оценок пока нет
- Design Clearances For Standard Wrenches and SocketsДокумент2 страницыDesign Clearances For Standard Wrenches and SocketsAnonymous aOXD9Juqd100% (3)
- Tap Drill ChartДокумент1 страницаTap Drill Chartccorp0089Оценок пока нет
- Expanded Metal (AMICO)Документ12 страницExpanded Metal (AMICO)ccorp0089Оценок пока нет
- Tap Drill SizesДокумент2 страницыTap Drill SizeswhitehawkОценок пока нет
- Roughness Numbers micrometers (μm) microinches (μin) ISO Roughness Number Nominal Value of RaДокумент4 страницыRoughness Numbers micrometers (μm) microinches (μin) ISO Roughness Number Nominal Value of Raccorp0089Оценок пока нет
- Electronics Foundations - Basic CircuitsДокумент20 страницElectronics Foundations - Basic Circuitsccorp0089Оценок пока нет
- Electrical Wire Sizes AWG Diameter Cross-Sectional Area Mils Inches MM Cmils MMДокумент1 страницаElectrical Wire Sizes AWG Diameter Cross-Sectional Area Mils Inches MM Cmils MMccorp0089Оценок пока нет
- External Mounted Magnetostrictive Level TransmitterДокумент6 страницExternal Mounted Magnetostrictive Level Transmitterjuan vazquezОценок пока нет
- EMD Catalog 2013 01 Vinyl Electrical TapesДокумент56 страницEMD Catalog 2013 01 Vinyl Electrical Tapesherysyam1980Оценок пока нет
- Power Triangle DefinitionsДокумент2 страницыPower Triangle Definitionsccorp00890% (1)
- Regular Drill Bits 118 Inserted Spade Drills 135 Chamfer Tools (Used As Drills) 90Документ1 страницаRegular Drill Bits 118 Inserted Spade Drills 135 Chamfer Tools (Used As Drills) 90ccorp0089Оценок пока нет
- Catalog, Aerosols Coating (2013)Документ6 страницCatalog, Aerosols Coating (2013)ccorp0089Оценок пока нет
- Chapter 3. Bolted Connection 3.1 Introductory ConceptsДокумент15 страницChapter 3. Bolted Connection 3.1 Introductory ConceptsJIBEESH01Оценок пока нет
- American Fastener TablesДокумент7 страницAmerican Fastener TablesAhmed BdairОценок пока нет
- Electrical Wire Sizes AWG To Mm2Документ1 страницаElectrical Wire Sizes AWG To Mm2ccorp0089Оценок пока нет
- Nucor Fastener Shear Strength TDSДокумент2 страницыNucor Fastener Shear Strength TDSmnaziria6612Оценок пока нет
- KM26 Operation and Installation ManualДокумент36 страницKM26 Operation and Installation Manualccorp0089Оценок пока нет
- FB Sealant CP 25WB Plus PDS Cg1Документ2 страницыFB Sealant CP 25WB Plus PDS Cg1Miguel SordoОценок пока нет
- Barniz Aislante 1601-1602-1603Документ2 страницыBarniz Aislante 1601-1602-1603ralvaradoarayaОценок пока нет
- Are You Properly Specifying MaterialsДокумент7 страницAre You Properly Specifying Materialsrslama_lecturesОценок пока нет
- EMD Catalog 2013 02 Wire ConnectorsДокумент22 страницыEMD Catalog 2013 02 Wire ConnectorsJose Alejandro Mansutti GОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- List of Employees with Start and End DatesДокумент394 страницыList of Employees with Start and End DatesMuhammad Faishal TazakkaОценок пока нет
- Communicating Across AgesДокумент35 страницCommunicating Across AgesConrad TarihoranОценок пока нет
- Sara Salon and SpaДокумент4 страницыSara Salon and Spasania zehraОценок пока нет
- Commercial Inverter AC Service ManualДокумент116 страницCommercial Inverter AC Service ManualEdwin JaramilloОценок пока нет
- Lecture 4 Part 1 PDFДокумент11 страницLecture 4 Part 1 PDFBashar AntriОценок пока нет
- New Accreditation ToolsДокумент52 страницыNew Accreditation ToolsLyle Guion Paguio100% (1)
- Pre Mocks Y11 2023Документ14 страницPre Mocks Y11 2023Ahsan AhmedОценок пока нет
- Reliance Tabletop SonicДокумент20 страницReliance Tabletop SonicbrisaОценок пока нет
- Air Regulations CPL Level QuestionsДокумент56 страницAir Regulations CPL Level QuestionsRahul100% (3)
- Making your own Agar PlateДокумент8 страницMaking your own Agar PlateCheska EngadaОценок пока нет
- ECD KEBVF5 Installation ManualДокумент32 страницыECD KEBVF5 Installation Manualashish gautamОценок пока нет
- E IA Diagnostic Atmos Cube 2012-07-04Документ32 страницыE IA Diagnostic Atmos Cube 2012-07-04RogerОценок пока нет
- Welder Training in SMAW, GTAW & GMAW Welding Engineering & NDT Consultancy Welding Engineering Related TrainingДокумент4 страницыWelder Training in SMAW, GTAW & GMAW Welding Engineering & NDT Consultancy Welding Engineering Related TrainingKavin PrakashОценок пока нет
- Evonik Copi BrochureДокумент5 страницEvonik Copi BrochureRovshan HasanzadeОценок пока нет
- (UNISIM (BEHAS) - Introduction To Aerospace) EAS105 - Lab4Документ33 страницы(UNISIM (BEHAS) - Introduction To Aerospace) EAS105 - Lab4Mohd Ashraf Mohd IsmailОценок пока нет
- Final Draft - Banana ChipsДокумент34 страницыFinal Draft - Banana ChipsAubrey Delgado74% (35)
- 360 Joints PDFДокумент9 страниц360 Joints PDFelimz0100% (1)
- Anabolic Steroids Are Easily PurchasedДокумент14 страницAnabolic Steroids Are Easily Purchasedfaqed ilzakira100% (2)
- Work Family Conflict Dengan KinerjaДокумент11 страницWork Family Conflict Dengan KinerjaNinaerizaОценок пока нет
- ThesisДокумент26 страницThesiscmomcqueenОценок пока нет
- NCL ReportДокумент20 страницNCL ReportSwati Tripathi33% (3)
- Ventilation SystemДокумент13 страницVentilation SystemSaru BashaОценок пока нет
- Aquatic Ecology and LimnologyДокумент96 страницAquatic Ecology and LimnologySale AlebachewОценок пока нет
- Postnatal Care, Complaints & AbnormalitiesДокумент38 страницPostnatal Care, Complaints & AbnormalitiesBernice GyapongОценок пока нет
- Usos HummusДокумент36 страницUsos HummusAlisson FernandaОценок пока нет
- Body Mechanics, Alignment, and MobilityДокумент42 страницыBody Mechanics, Alignment, and MobilityAbigail Filio Monge86% (7)
- Sister Letty G. Kuan Retirement and Role DiscontinuitiesДокумент26 страницSister Letty G. Kuan Retirement and Role DiscontinuitiesAbigail Faith Pretesto100% (1)
- 20K-S100 - CK20S10 - 21MK50-Chasis SN-80 SharpДокумент26 страниц20K-S100 - CK20S10 - 21MK50-Chasis SN-80 SharpAmadou FallОценок пока нет
- Habit TrackersДокумент38 страницHabit Trackersjesus100% (1)
- Natalia Mooting QДокумент1 страницаNatalia Mooting QPok Nik LiОценок пока нет