Вам также может понравиться
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsОт Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsРейтинг: 4 из 5 звезд4/5 (1)
- API 510 Closed 1Документ5 страницAPI 510 Closed 1Einsteinw2Оценок пока нет
- Practice Questions (Closed) : Asme Section Viii, Div. IДокумент30 страницPractice Questions (Closed) : Asme Section Viii, Div. Ikorichi100% (1)
- 510 Final CBДокумент14 страниц510 Final CBcsrajesh100% (1)
- API 510 Questions Amp Answers Closed Book 1 PDF FreeДокумент12 страницAPI 510 Questions Amp Answers Closed Book 1 PDF Freejakariya100% (2)
- IEEE C37.122 IEEE Standard For Gas-Insulated SubstationsДокумент85 страницIEEE C37.122 IEEE Standard For Gas-Insulated SubstationsEmily Bullock100% (7)
- API Recert QuestionsДокумент8 страницAPI Recert Questionsrama77Оценок пока нет
- API 510 ClosedДокумент15 страницAPI 510 ClosedHarmish mewadaОценок пока нет
- BAY - API 510 Practice Exam #5 CB Questions PDFДокумент18 страницBAY - API 510 Practice Exam #5 CB Questions PDFAshish Patel100% (2)
- Repair Welding of Pressure Vessels With TemperДокумент10 страницRepair Welding of Pressure Vessels With Tempersarath6725Оценок пока нет
- API 510 PC Final Exam ClosedДокумент12 страницAPI 510 PC Final Exam ClosedAbdel-Rahman Taha Merdan100% (1)
- Daily Exam 7 (Closed) : Professional Training and ConsultationДокумент5 страницDaily Exam 7 (Closed) : Professional Training and ConsultationCss SfaxienОценок пока нет
- 5 - 653 Exam 150 Q AДокумент36 страниц5 - 653 Exam 150 Q Amajid100% (2)
- PART-C MokpДокумент13 страницPART-C MokpSamuel Hugos100% (2)
- API 510 PC 20 31 Aug05 Bench MarkДокумент4 страницыAPI 510 PC 20 31 Aug05 Bench MarknikafiqОценок пока нет
- Pumping of LiquidsДокумент20 страницPumping of Liquidsahmedyashar67% (3)
- API 571 SpreadsheetДокумент38 страницAPI 571 Spreadsheetjasminnee100% (3)
- API 510 Exam May 2016Документ5 страницAPI 510 Exam May 2016abdoОценок пока нет
- The ABC's of Arc Welding and InspectionДокумент93 страницыThe ABC's of Arc Welding and Inspectionmichaeldtalbott100% (1)
- Api 510 Questions & Answers (Closed 1)Документ12 страницApi 510 Questions & Answers (Closed 1)Mohammed Shakil100% (3)
- Api 510 Close Book (Sec Viii & 510) - 17Документ12 страницApi 510 Close Book (Sec Viii & 510) - 17walid walid100% (1)
- 510 PC Oct04 Qar-Mid Closed PSJДокумент12 страниц510 PC Oct04 Qar-Mid Closed PSJCss SfaxienОценок пока нет
- Exam 1 On API 510 Code .Close BookДокумент24 страницыExam 1 On API 510 Code .Close Bookdjaber abadlia100% (1)
- PVP 2015. 2015 Pressure Vessels & Piping Conference. New Frontiers in Pressure Vessels and Piping. Final ProgramДокумент68 страницPVP 2015. 2015 Pressure Vessels & Piping Conference. New Frontiers in Pressure Vessels and Piping. Final ProgramtedОценок пока нет
- Handbook of RefractoryДокумент331 страницаHandbook of RefractoryAamirMalikОценок пока нет
- API 510 Mid Session Closed0Документ10 страницAPI 510 Mid Session Closed0مبشر أحمد100% (2)
- API 570 Mock Exam Closed BookДокумент17 страницAPI 570 Mock Exam Closed Bookaasatti100% (1)
- API 653 Exam 2 ClosedДокумент5 страницAPI 653 Exam 2 ClosedAriq FauzanОценок пока нет
- API-510 Questions & Answers Closed Book 1Документ12 страницAPI-510 Questions & Answers Closed Book 1Ravindra S. Jivani70% (10)
- API-510 Closed Book (Vérifié Lors Du Test) FLASH CARDSДокумент31 страницаAPI-510 Closed Book (Vérifié Lors Du Test) FLASH CARDSfathiОценок пока нет
- Api 510 Q&aДокумент13 страницApi 510 Q&aShaikh Aftab100% (2)
- API 510 CB Mockup 3 R0 26112010Документ18 страницAPI 510 CB Mockup 3 R0 26112010essnelsonОценок пока нет
- Gas Insulated Substation (GIS) Versus Air Insulated Substation (AIS) - EEP PDFДокумент8 страницGas Insulated Substation (GIS) Versus Air Insulated Substation (AIS) - EEP PDFAnonymous oZdAPQdIJОценок пока нет
- API 570 DAY 1 BOOK (1 To 51) (PP)Документ63 страницыAPI 570 DAY 1 BOOK (1 To 51) (PP)melvinОценок пока нет
- Set-C API 510 Preparatory CourseДокумент29 страницSet-C API 510 Preparatory CourseptssoftОценок пока нет
- Api 510 Preparatory Bench Mark Quiz: AppropriateДокумент120 страницApi 510 Preparatory Bench Mark Quiz: AppropriateCss Sfaxien100% (1)
- BAY.t - 510 Close Prac Exam #5Документ18 страницBAY.t - 510 Close Prac Exam #5Moustafa Fares100% (2)
- Storing and Redrying Electrodes-Lincoln ElectricДокумент3 страницыStoring and Redrying Electrodes-Lincoln ElectricjasminneeОценок пока нет
- API 653 PC 26feb05 Question BankДокумент80 страницAPI 653 PC 26feb05 Question Bankraobabar21Оценок пока нет
- PT CW 1Документ6 страницPT CW 1jasminneeОценок пока нет
- API 510 QUIZ No.3Документ6 страницAPI 510 QUIZ No.3Hatem Ragab0% (1)
- Api 510 Preparatory ExamДокумент13 страницApi 510 Preparatory Exameldobie3100% (1)
- API 653 PC 26feb05 Exam Final ClosedДокумент8 страницAPI 653 PC 26feb05 Exam Final ClosedNuwan Ranaweera100% (1)
- Practice Questions (Closed) : Asme Section Viii, Div. IДокумент30 страницPractice Questions (Closed) : Asme Section Viii, Div. IShanawas Abdul Razak50% (4)
- Api - 653 20-7-2016Документ7 страницApi - 653 20-7-2016Engr Shahid AliОценок пока нет
- Lower and Higher Heating Values of Gas Liquid and Solid FuelsДокумент4 страницыLower and Higher Heating Values of Gas Liquid and Solid FuelsuvsarathiОценок пока нет
- Api 510 Preparatory Final Exam (Closed Book) : Answers in A Separate Answer SheetДокумент14 страницApi 510 Preparatory Final Exam (Closed Book) : Answers in A Separate Answer SheetCss Sfaxien100% (1)
- API 510 PC 4sept04 Daily Exam 5 Closed PSJДокумент12 страницAPI 510 PC 4sept04 Daily Exam 5 Closed PSJMohammed Shakil100% (1)
- API 510 PC 20 31 Aug05 Mid Session ClosedДокумент13 страницAPI 510 PC 20 31 Aug05 Mid Session ClosedCss SfaxienОценок пока нет
- Practice Questions (Closed) : Asme Section Viii, Div. IДокумент30 страницPractice Questions (Closed) : Asme Section Viii, Div. Ihoussem khelilОценок пока нет
- Final Exam (Closed Book) : Answer SheetДокумент13 страницFinal Exam (Closed Book) : Answer SheetDAMIAN ALEJANDRO100% (1)
- Micro-Grid Modeling and ControlДокумент24 страницыMicro-Grid Modeling and Controldebjyoti chatterjeeОценок пока нет
- Durability Design of Concrete Structures: Phenomena, Modeling, and PracticeОт EverandDurability Design of Concrete Structures: Phenomena, Modeling, and PracticeОценок пока нет
- 2014) - (11 Api 653 653 ApiДокумент4 страницы2014) - (11 Api 653 653 Apitayyab ali100% (1)
- Daily Exam 7 (Closed) : Professional Training and ConsultationДокумент5 страницDaily Exam 7 (Closed) : Professional Training and ConsultationCss SfaxienОценок пока нет
- Api 653 (CB-109)Документ37 страницApi 653 (CB-109)Naveen RajОценок пока нет
- 510 PC Oct04 Qar Ex9 Closed PSJДокумент6 страниц510 PC Oct04 Qar Ex9 Closed PSJCss SfaxienОценок пока нет
- API 510 Final Model Exam-Open Book Page 1 of 6Документ6 страницAPI 510 Final Model Exam-Open Book Page 1 of 6jay2kay5793Оценок пока нет
- API 653 PC 15may04 Exam 2 ClosedДокумент8 страницAPI 653 PC 15may04 Exam 2 ClosedShaalan AliОценок пока нет
- Api 653 Preparatory Course: Final Exam - Closed BookДокумент8 страницApi 653 Preparatory Course: Final Exam - Closed Bookanisanis100% (1)
- API - 510 Exam - 5 - ClosedДокумент4 страницыAPI - 510 Exam - 5 - Closedsiraj.hoteccОценок пока нет
- Asme Ix: API 653 PREPARATION/ Question N°08 Close Book ResponsesДокумент4 страницыAsme Ix: API 653 PREPARATION/ Question N°08 Close Book ResponseskorichiОценок пока нет
- Daily Exam 9 (Closed)Документ6 страницDaily Exam 9 (Closed)Rajkumar Arikumar100% (1)
- 510 PC Oct04 Qar-Ex3 Closed PSJДокумент6 страниц510 PC Oct04 Qar-Ex3 Closed PSJCss SfaxienОценок пока нет
- API 653 PREPARATION/ Question N°10 Close BookДокумент8 страницAPI 653 PREPARATION/ Question N°10 Close BookkorichiОценок пока нет
- API 653 PC 15may04Документ120 страницAPI 653 PC 15may04Bharath GeegiОценок пока нет
- How to prepare Welding Procedures for Oil & Gas PipelinesОт EverandHow to prepare Welding Procedures for Oil & Gas PipelinesРейтинг: 5 из 5 звезд5/5 (1)
- Civil Engineering Structures According to the Eurocodes: Inspection and MaintenanceОт EverandCivil Engineering Structures According to the Eurocodes: Inspection and MaintenanceОценок пока нет
- Advances in Solid Oxide Fuel Cells XОт EverandAdvances in Solid Oxide Fuel Cells XMihails KusnezoffОценок пока нет
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesОт EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášОценок пока нет
- Improve 20selection 20and 20sizing 20of 20storage 20tanksДокумент6 страницImprove 20selection 20and 20sizing 20of 20storage 20tanksjasminneeОценок пока нет
- 015 Emat Slofec TechniqueДокумент9 страниц015 Emat Slofec TechniquejasminneeОценок пока нет
- UT PrinciplesДокумент26 страницUT Principlesdzamir203Оценок пока нет
- Penetrant Testing: No Name / Position Company/Address Contact NosДокумент2 страницыPenetrant Testing: No Name / Position Company/Address Contact NosjasminneeОценок пока нет
- PT CW 3Документ6 страницPT CW 3jasminneeОценок пока нет
- Q PTДокумент17 страницQ PTEzhil Vendhan PalanisamyОценок пока нет
- Twi Training & Certification (S.E. Asia) SDN - BHDДокумент1 страницаTwi Training & Certification (S.E. Asia) SDN - BHDjasminneeОценок пока нет
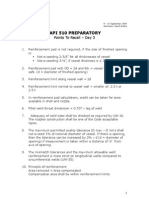
- Api 510 Preparatory: Points To Recall - Day 3Документ2 страницыApi 510 Preparatory: Points To Recall - Day 3jasminneeОценок пока нет
- Api 510 Preparatory: Points To Recall - Day 9Документ4 страницыApi 510 Preparatory: Points To Recall - Day 9jasminneeОценок пока нет
- Api 510 Preparatory: Points To Recall - Day 1Документ2 страницыApi 510 Preparatory: Points To Recall - Day 1jasminneeОценок пока нет
- API Standard 607: Fire Test For Soft-Seated Quarter-Turn ValvesДокумент2 страницыAPI Standard 607: Fire Test For Soft-Seated Quarter-Turn ValvesjasminneeОценок пока нет
- Api 510 Preparatory: Points To Recall - Day 5Документ1 страницаApi 510 Preparatory: Points To Recall - Day 5jasminneeОценок пока нет
- 653 Section 06 ReviewДокумент1 страница653 Section 06 ReviewjasminneeОценок пока нет
- Municipal Solid Waste As A Renewable Source of EnergyДокумент12 страницMunicipal Solid Waste As A Renewable Source of Energyup4allОценок пока нет
- Comm Cir 224 MERC (SoP) Regulation 2014Документ27 страницComm Cir 224 MERC (SoP) Regulation 2014Amber HudsonОценок пока нет
- Ds Datasheet Erhard Twin Air Air Valves enДокумент7 страницDs Datasheet Erhard Twin Air Air Valves enthawdarОценок пока нет
- Zambia Chapter 4 CДокумент22 страницыZambia Chapter 4 Cdoud98Оценок пока нет
- Der-Cam User Manual: DER-CAM Version 5.x (DER-CAM) Interface Version 2.x Lawrence Berkeley National Laboratory (LBNL)Документ74 страницыDer-Cam User Manual: DER-CAM Version 5.x (DER-CAM) Interface Version 2.x Lawrence Berkeley National Laboratory (LBNL)Dominic Kibet-TooОценок пока нет
- Research English 1Документ8 страницResearch English 1api-316930036Оценок пока нет
- Branding India An Incredible StoryДокумент2 страницыBranding India An Incredible StoryAjay NikumbОценок пока нет
- Design Study For Construction of New Substation in NepalДокумент59 страницDesign Study For Construction of New Substation in NepalelsayedОценок пока нет
- SAE 42 Volt PaperДокумент7 страницSAE 42 Volt PaperWilliam KibbeОценок пока нет
- Hydraulic Pump ContДокумент15 страницHydraulic Pump ContbmdbmdbmdОценок пока нет
- Curva Caracteristica FranklinДокумент12 страницCurva Caracteristica FranklinRmao CIОценок пока нет
- OPzV2 350Документ2 страницыOPzV2 350suryadiОценок пока нет
- Agile Magnetics - High Frequency Transformer GuideДокумент5 страницAgile Magnetics - High Frequency Transformer GuideTruta Ionut100% (1)
- Lorentz PSK Manual enДокумент18 страницLorentz PSK Manual enPrashanth RajashekarОценок пока нет
- Fluid Dynamic Aspects of Wind Energy ConversionДокумент156 страницFluid Dynamic Aspects of Wind Energy Conversionhuy4ngooОценок пока нет
- Vocational Training in A 132 KV SubstationДокумент69 страницVocational Training in A 132 KV SubstationRahul SahaОценок пока нет
- 2-Stability and Reliability Improvement in Solar Wind Hybrid Power System With Battery Energy Storage StationДокумент9 страниц2-Stability and Reliability Improvement in Solar Wind Hybrid Power System With Battery Energy Storage StationEngrImranKhanОценок пока нет
- VsiДокумент34 страницыVsiSudhakar Reddy100% (1)
- BiodieselДокумент1 страницаBiodieselantonioforteseОценок пока нет
- Cisco CSR ReviewДокумент4 страницыCisco CSR ReviewVikram JeetОценок пока нет
- OW Job Descritpion GEДокумент3 страницыOW Job Descritpion GEDiogo DomicianoОценок пока нет
- Imp QuestionsДокумент2 страницыImp QuestionsJebasingh Vk0% (1)
- Experimental Efficiency Analysis For Pelton TurbinesДокумент5 страницExperimental Efficiency Analysis For Pelton TurbinesJuan MendozaОценок пока нет
- BRH Globevalve GermanyДокумент12 страницBRH Globevalve GermanyIdil FitriОценок пока нет