Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Corrugated Cardboard and BoxДокумент1 страницаCorrugated Cardboard and BoxJunaid MazharОценок пока нет
- Automatic Glue Making MachineДокумент3 страницыAutomatic Glue Making MachineJunaid MazharОценок пока нет
- LV-B Lead Edge Feeding Four-Color Printing Slotting Die Cutting MachineДокумент12 страницLV-B Lead Edge Feeding Four-Color Printing Slotting Die Cutting MachineJunaid MazharОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Semi-Auto Gluer MachineДокумент7 страницSemi-Auto Gluer MachineJunaid MazharОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- FV-A 1800 5 Ply Corrugated Cardboard Production LineДокумент20 страницFV-A 1800 5 Ply Corrugated Cardboard Production LineJunaid MazharОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- FVQZD-2600C Gluer and Stitching All-In-One MachineДокумент8 страницFVQZD-2600C Gluer and Stitching All-In-One MachineJunaid MazharОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- IPMEA Power Standard - Compress Air GuideДокумент6 страницIPMEA Power Standard - Compress Air GuideJunaid MazharОценок пока нет
- Process Risk Assessment 2014Документ36 страницProcess Risk Assessment 2014Junaid MazharОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Raw Grinding Ball Mill Interlocks-V0.0Документ2 страницыRaw Grinding Ball Mill Interlocks-V0.0Junaid MazharОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Kiln and Preheater Inspection Report: Area Status Remark of Condition (TUQEER ZAFAR)Документ33 страницыKiln and Preheater Inspection Report: Area Status Remark of Condition (TUQEER ZAFAR)Junaid MazharОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Finish Grinding Ball Mill Interlocks-V0.0Документ5 страницFinish Grinding Ball Mill Interlocks-V0.0Junaid MazharОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Grinding Unit Audit Action Plan Progress 2014Документ1 страницаGrinding Unit Audit Action Plan Progress 2014Junaid MazharОценок пока нет
- Pyro System - Control Loops V0.0Документ2 страницыPyro System - Control Loops V0.0Junaid MazharОценок пока нет
- Coal Mill Ball Interlocks-V0.0Документ11 страницCoal Mill Ball Interlocks-V0.0Junaid MazharОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- CM2 Process Media Mix Up 2014 2015Документ31 страницаCM2 Process Media Mix Up 2014 2015Junaid MazharОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- False Air TargetДокумент2 страницыFalse Air TargetJunaid MazharОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- IPMEA Power Standard Guide - DraftДокумент47 страницIPMEA Power Standard Guide - DraftJunaid Mazhar100% (1)
- Ball Mill CalculationsДокумент12 страницBall Mill Calculationsvvijaybhan80% (15)
- Burner CalculationДокумент9 страницBurner CalculationAbul QasimОценок пока нет
- Optimization of A Fully Air Swept Dry Grinding Cement Raw Meal Ball Mill Closed Circuit Capacity With The Aid PDFДокумент10 страницOptimization of A Fully Air Swept Dry Grinding Cement Raw Meal Ball Mill Closed Circuit Capacity With The Aid PDFJunaid MazharОценок пока нет
- Seperator Efficiency CM1 May 2015Документ9 страницSeperator Efficiency CM1 May 2015Junaid MazharОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- CM2 AXIAL TEST Aug2014Документ1 страницаCM2 AXIAL TEST Aug2014Junaid Mazhar100% (1)
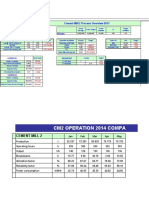
- CM2 Process Monitoring 2014Документ18 страницCM2 Process Monitoring 2014Junaid Mazhar100% (1)
- Burner Control PDFДокумент23 страницыBurner Control PDFJunaid Mazhar100% (1)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- CM1.CM2 Trends Sept 2014 - Jan2015Документ50 страницCM1.CM2 Trends Sept 2014 - Jan2015Junaid MazharОценок пока нет
- Heat Balance (Cooler 2)Документ4 страницыHeat Balance (Cooler 2)Junaid Mazhar100% (1)
- Things To Do - Cooler # 2 Operational Optimization and AdjustmentsДокумент1 страницаThings To Do - Cooler # 2 Operational Optimization and AdjustmentsJunaid MazharОценок пока нет
- Heat Consumption Mastery Standard: CementДокумент16 страницHeat Consumption Mastery Standard: CementJunaid Mazhar100% (3)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)
- Plant Improvements For Environment Conservation - CHKДокумент7 страницPlant Improvements For Environment Conservation - CHKJunaid MazharОценок пока нет
- Co2 Emission Per Ton ClinkerДокумент5 страницCo2 Emission Per Ton ClinkerJunaid Mazhar50% (2)
- Public Health Dentistry Thesis TopicsДокумент5 страницPublic Health Dentistry Thesis Topicss0kuzej0byn2100% (2)
- Ibong Adarna - Summary English VersionДокумент7 страницIbong Adarna - Summary English Versiontin.calli26Оценок пока нет
- Academic AchievementДокумент4 страницыAcademic AchievementMariuxi León MolinaОценок пока нет
- CATCHДокумент7 страницCATCHcanoydexee100% (1)
- Health Insurance Guidelines 2020-21Документ25 страницHealth Insurance Guidelines 2020-21NIRAJ BAHEKARОценок пока нет
- Nursing ChecklistДокумент6 страницNursing Checklistbalaji srinivasan95% (20)
- CHCHCS001 Home Community SupportДокумент32 страницыCHCHCS001 Home Community SupportSandip Paudel0% (1)
- Kapolei High School Track and Field Rules and RegualtionsДокумент4 страницыKapolei High School Track and Field Rules and Regualtionsapi-494337591Оценок пока нет
- ALLTEST Quotation Sheet-Globiome Society-Maimouna-Senegal-20231016Документ2 страницыALLTEST Quotation Sheet-Globiome Society-Maimouna-Senegal-20231016globiomeОценок пока нет
- 46-JSA-Dewatering Activities (Excavation of Trial Pit, Drilling, Sheet Piling and Dewatering) Rev.01 PDFДокумент13 страниц46-JSA-Dewatering Activities (Excavation of Trial Pit, Drilling, Sheet Piling and Dewatering) Rev.01 PDFFarhan MОценок пока нет
- Phase IДокумент28 страницPhase INandagopal KОценок пока нет
- Executive Order No. 030 S. 2022Документ1 страницаExecutive Order No. 030 S. 2022SAMMY SARMIENTOОценок пока нет
- International Utility Dogs Regulations: Federation Cynologique Internationale (Aisbl)Документ64 страницыInternational Utility Dogs Regulations: Federation Cynologique Internationale (Aisbl)Buzatu NicolaeОценок пока нет
- The ScreamДокумент2 страницыThe ScreamkaltraОценок пока нет
- The 6 Nutrients WorksheetsДокумент4 страницыThe 6 Nutrients WorksheetschillОценок пока нет
- Gender Support Plan PDFДокумент4 страницыGender Support Plan PDFGender SpectrumОценок пока нет
- List of Youngest Birth M..Документ12 страницList of Youngest Birth M..Daniela BatrinuОценок пока нет
- Updated BMI Monitoring of Pat Dexter L Ginon 1Документ3 страницыUpdated BMI Monitoring of Pat Dexter L Ginon 1Fredimar PatarayОценок пока нет
- 2019-20-ELE-Field Technician Air Conditioning-Q3102-L4-Class-11-12Документ34 страницы2019-20-ELE-Field Technician Air Conditioning-Q3102-L4-Class-11-12Parag ShrivastavaОценок пока нет
- Thesis Topics in ObsДокумент5 страницThesis Topics in Obslorifloresalbuquerque100% (2)
- Caregiving 12 Module 1 4th QuarterДокумент23 страницыCaregiving 12 Module 1 4th QuarterBethuel AlquirozОценок пока нет
- PreviewpdfДокумент88 страницPreviewpdfHeidy Montes Galarza100% (1)
- Group Assignment 2 - Individual AssessmentДокумент2 страницыGroup Assignment 2 - Individual AssessmentSyamimi AlwaniОценок пока нет
- 13 Reasons Why Character DiagnosisДокумент9 страниц13 Reasons Why Character DiagnosisVutagwa JaysonОценок пока нет
- SK San Ramon Accomplishment Report 2021-LydoДокумент13 страницSK San Ramon Accomplishment Report 2021-Lydoherbert.villanuevaОценок пока нет
- Pedia UST Blue BookДокумент206 страницPedia UST Blue BookMattОценок пока нет
- Moral StandardsДокумент3 страницыMoral StandardsKyla Angela Mae PastorОценок пока нет
- Tired Swimmer: A Case StudyДокумент4 страницыTired Swimmer: A Case StudyMorgan KrauseОценок пока нет
- Group - 10 - Annotated Bibliography (Worksheet) 1Документ16 страницGroup - 10 - Annotated Bibliography (Worksheet) 1Hazel Ann VitugОценок пока нет
- Naturopathy-Well Care Centre: Twinkle Chandnani PEARL ACADEMY - (2012-2016) 2 MAY 2016Документ28 страницNaturopathy-Well Care Centre: Twinkle Chandnani PEARL ACADEMY - (2012-2016) 2 MAY 2016jarlinsujiОценок пока нет