Вам также может понравиться
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- TM 11-5820-498-34P - Radio - Sets - AN - VRC-53 - 64 - 125 - 160 - 1976 PDFДокумент42 страницыTM 11-5820-498-34P - Radio - Sets - AN - VRC-53 - 64 - 125 - 160 - 1976 PDFWurzel1946Оценок пока нет
- Configuracion 854k 428Документ9 страницConfiguracion 854k 428dj danielilloОценок пока нет
- Air National Guard 2011 Weapons Systems Modernization Requirements TDCДокумент196 страницAir National Guard 2011 Weapons Systems Modernization Requirements TDCKrt Pod100% (3)
- Electrical Basic Questions and Answers Reg Power PlantsДокумент4 страницыElectrical Basic Questions and Answers Reg Power PlantsRsuneel100% (1)
- Total Airport ManagementДокумент23 страницыTotal Airport ManagementEM EZОценок пока нет
- Mettler Toledo LinxsДокумент36 страницMettler Toledo LinxsSandro MunizОценок пока нет
- Institute For Ias ExaminationДокумент2 страницыInstitute For Ias ExaminationRICHA TRIVEDIОценок пока нет
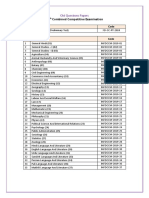
- 64cce QP 2018 19Документ350 страниц64cce QP 2018 19RICHA TRIVEDIОценок пока нет
- Madeasy Classnotes For TodayДокумент12 страницMadeasy Classnotes For TodayRICHA TRIVEDIОценок пока нет
- University Details: Subjects Offered Subject Code Subject NameДокумент1 страницаUniversity Details: Subjects Offered Subject Code Subject NameRICHA TRIVEDIОценок пока нет
- Topic: E-Manufacturing: Presented ByДокумент13 страницTopic: E-Manufacturing: Presented ByRICHA TRIVEDIОценок пока нет
- GokulДокумент1 страницаGokulRICHA TRIVEDIОценок пока нет
- University Details: Subjects Offered Subject Code Subject NameДокумент1 страницаUniversity Details: Subjects Offered Subject Code Subject NameRICHA TRIVEDIОценок пока нет
- David Richardson: ExperienceДокумент1 страницаDavid Richardson: ExperienceRICHA TRIVEDIОценок пока нет
- Student Details of The BTP GroupДокумент1 страницаStudent Details of The BTP GroupRICHA TRIVEDIОценок пока нет
- Reference Manual (0.8.0) (2022.04.16) : OpencoreДокумент111 страницReference Manual (0.8.0) (2022.04.16) : OpencorevalakiakinemtevagyОценок пока нет
- Katalog MCCB Terasaki S160-SCJ Data SheetДокумент3 страницыKatalog MCCB Terasaki S160-SCJ Data SheetanitaОценок пока нет
- Resonance Electrical CircuitsДокумент3 страницыResonance Electrical CircuitsdllabarreОценок пока нет
- 31.33.00010 31-JAN-2023 31-JAN-2023 Closed A318, A319, A320, A321, A330, ... 23-71, 31-33, 31-36, ... External QAR 3TU/2TV Installation/removalДокумент107 страниц31.33.00010 31-JAN-2023 31-JAN-2023 Closed A318, A319, A320, A321, A330, ... 23-71, 31-33, 31-36, ... External QAR 3TU/2TV Installation/removalNaixОценок пока нет
- Online CommunicationДокумент14 страницOnline CommunicationClarin FleminОценок пока нет
- Electromechanical Test MachinesДокумент2 страницыElectromechanical Test Machinesapi-254876696Оценок пока нет
- MP3 Active/Passive Chassis: Installation & Operation ManualДокумент46 страницMP3 Active/Passive Chassis: Installation & Operation ManualLuis Carlos SolanoОценок пока нет
- Trade Agreements in Microsoft Dynamics AX 2012Документ24 страницыTrade Agreements in Microsoft Dynamics AX 2012Muawad OrabiОценок пока нет
- Marykoski Resume 1Документ2 страницыMarykoski Resume 1api-269561075Оценок пока нет
- Eurocode 3 Part 6 PDFДокумент2 страницыEurocode 3 Part 6 PDFDominic100% (1)
- Tax Invoice: Pay ImmediatelyДокумент5 страницTax Invoice: Pay ImmediatelySMART DESIGNSОценок пока нет
- Embedded Web TechnologyДокумент3 страницыEmbedded Web TechnologySneha Nagaruru0% (1)
- Category ID Product Quantity Unit Price TotalДокумент2 страницыCategory ID Product Quantity Unit Price TotalMohammad RumanОценок пока нет
- 8 K C3 I ScrimДокумент6 страниц8 K C3 I ScrimJoshua WatrousОценок пока нет
- Cain and Banks Utility Scale Wind Presentation 2015 SEAOC ConventionДокумент24 страницыCain and Banks Utility Scale Wind Presentation 2015 SEAOC ConventionTrầmLãngОценок пока нет
- Hilux ANCAP PDFДокумент3 страницыHilux ANCAP PDFcarbasemyОценок пока нет
- Assignment On LifiДокумент19 страницAssignment On LifiMushir BakshОценок пока нет
- Project Report 1Документ5 страницProject Report 1abdullah bhattiОценок пока нет
- Lean MerchandizingДокумент16 страницLean MerchandizingKartik SinghОценок пока нет
- Sumatif Learning Actifivity Part 1 Beserta Kunci JawabanДокумент10 страницSumatif Learning Actifivity Part 1 Beserta Kunci JawabanFoniamanОценок пока нет
- Priti Kadam Dte ProjectДокумент15 страницPriti Kadam Dte ProjectAk MarathiОценок пока нет
- Multiple-Choice QuestionsДокумент8 страницMultiple-Choice Questionsvijayganesh pinisettiОценок пока нет
- Unit-4 Hadoop Distributed File System (HDFS) : SyllabusДокумент17 страницUnit-4 Hadoop Distributed File System (HDFS) : SyllabusFrost RebbecaОценок пока нет
- Maintenance Engineering (Che-405) : DR Sikander Rafiq Assoc. ProfessorДокумент37 страницMaintenance Engineering (Che-405) : DR Sikander Rafiq Assoc. ProfessorHajra AamirОценок пока нет