Вам также может понравиться
- Trabalho 1 CTA Fernando Borges WeimerДокумент1 страницаTrabalho 1 CTA Fernando Borges WeimerFernando WeimerОценок пока нет
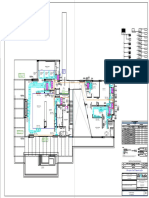
- Ex03 Planta Baixa - Subsolo Ac20210126Документ1 страницаEx03 Planta Baixa - Subsolo Ac20210126Fernando WeimerОценок пока нет
- ESTÁGIO SULGÁS - EngenhariasДокумент3 страницыESTÁGIO SULGÁS - EngenhariasFernando WeimerОценок пока нет
- Edital Desafio Flex Inovação 2022 - UniversidadesДокумент7 страницEdital Desafio Flex Inovação 2022 - UniversidadesFernando WeimerОценок пока нет
- Rosca Sem Fim e Coroa - DimensionamentoДокумент9 страницRosca Sem Fim e Coroa - DimensionamentoFernando WeimerОценок пока нет
- Ex02 Planta Baixa - Térreo Ac20210126Документ1 страницаEx02 Planta Baixa - Térreo Ac20210126Fernando WeimerОценок пока нет
- Ensaio Anisotropia - Aco Inox 304 Com 0,6mm de Espessura PDFДокумент1 страницаEnsaio Anisotropia - Aco Inox 304 Com 0,6mm de Espessura PDFFernando WeimerОценок пока нет
- BrócolisДокумент1 страницаBrócolisFernando WeimerОценок пока нет
- Gestão CTA GrupoДокумент36 страницGestão CTA GrupoFernando WeimerОценок пока нет
- ExerciciosForjamento PDFДокумент8 страницExerciciosForjamento PDFFernando WeimerОценок пока нет
- Relatorio IIIДокумент10 страницRelatorio IIIFernando WeimerОценок пока нет
- Apostila PDFДокумент66 страницApostila PDFFernando WeimerОценок пока нет
- CTA - Trabalho 3Документ2 страницыCTA - Trabalho 3Fernando WeimerОценок пока нет
- Ensaio de Anisotropia PDFДокумент13 страницEnsaio de Anisotropia PDFFernando WeimerОценок пока нет
- Prova 2 A20152Документ10 страницProva 2 A20152Fernando WeimerОценок пока нет
- Dados Laminacao 02-2008Документ2 страницыDados Laminacao 02-2008Fernando WeimerОценок пока нет
- Relatorio 3Документ5 страницRelatorio 3Fernando WeimerОценок пока нет
- PDF Bomba MaqfluДокумент9 страницPDF Bomba MaqfluFernando WeimerОценок пока нет
- Fernando Weimer - Trabalho 1Документ6 страницFernando Weimer - Trabalho 1Fernando WeimerОценок пока нет
- Lopez AmandaPe M PDFДокумент114 страницLopez AmandaPe M PDFFernando WeimerОценок пока нет
- Prova2a20152gab PDFДокумент10 страницProva2a20152gab PDFFernando WeimerОценок пока нет
- Apostila PDFДокумент66 страницApostila PDFFernando WeimerОценок пока нет
- 10 1Документ1 страница10 1Fernando WeimerОценок пока нет
- CalculosДокумент3 страницыCalculosFernando WeimerОценок пока нет
- ANÁLISE DE ACIDENTE NUCLEAR - Fernando Borges Weimer 00231421Документ8 страницANÁLISE DE ACIDENTE NUCLEAR - Fernando Borges Weimer 00231421Fernando WeimerОценок пока нет
- Prova 2 - Fundamentos Engenharia NuclearДокумент6 страницProva 2 - Fundamentos Engenharia NuclearFernando WeimerОценок пока нет
- Relatório MДокумент4 страницыRelatório MFernando WeimerОценок пока нет
- Gabarito Aula13 Ex Selec Intersecao Plano PlanoДокумент1 страницаGabarito Aula13 Ex Selec Intersecao Plano PlanoFernando WeimerОценок пока нет
- Relatório B - ResistoresДокумент5 страницRelatório B - ResistoresFernando WeimerОценок пока нет
- Whirlpool ADP 952 - 2 WHM DishwasherДокумент9 страницWhirlpool ADP 952 - 2 WHM DishwasherJorgeGargatéОценок пока нет
- Manual AtuadorДокумент1 страницаManual AtuadorEvaristo CarvalhoОценок пока нет
- Gas CorrosaoДокумент199 страницGas Corrosaoorea1Оценок пока нет
- Matriz - 4º Teste de Avaliação 10º A 2023Документ1 страницаMatriz - 4º Teste de Avaliação 10º A 2023eva fernandes100% (1)
- Catálogo de Bolso - ESABДокумент56 страницCatálogo de Bolso - ESABEduardoОценок пока нет
- Resistência Dos Materiais-1.r64 PDFДокумент90 страницResistência Dos Materiais-1.r64 PDFDavidson Ribeiro Dos SantosОценок пока нет
- Cinetica e Cauculo de ReatoresДокумент17 страницCinetica e Cauculo de ReatoresAna CristinaОценок пока нет
- 3) Elutriacao-Tr PneumДокумент19 страниц3) Elutriacao-Tr PneumAlberto EinsteinОценок пока нет
- Fenômenos EletrocinéticosДокумент12 страницFenômenos EletrocinéticosAfrânio JuniorОценок пока нет
- Corrosão Química: Saiba Como PrevenirДокумент20 страницCorrosão Química: Saiba Como PrevenirildoОценок пока нет
- Manga FisicaДокумент19 страницManga FisicaAna Carla Nascimento AlípioОценок пока нет
- Estática Dos Fluido1Документ9 страницEstática Dos Fluido1Tifania Guterres OrnaiОценок пока нет
- Relatorio Pilha de Zinco e MagnesioДокумент4 страницыRelatorio Pilha de Zinco e MagnesioIzabel ConceiçãoОценок пока нет
- Mecanica ClassicaДокумент221 страницаMecanica ClassicaRuan VictorОценок пока нет
- Lista de Exercícios / FísicaДокумент11 страницLista de Exercícios / FísicaPitter LimaОценок пока нет
- Apresentação ReservatoriosДокумент25 страницApresentação ReservatoriosLarissa RochaОценок пока нет
- Exercícios Sobre A Água 5º Ano CiênciasДокумент3 страницыExercícios Sobre A Água 5º Ano CiênciasAnonymous N1dgTpEqxaОценок пока нет
- Substâncias Lubrificantes (Trabalho Da Facul)Документ4 страницыSubstâncias Lubrificantes (Trabalho Da Facul)Júnior MoreiraОценок пока нет
- Mt530e - SuperДокумент5 страницMt530e - SuperLorentz FranklinОценок пока нет
- RelativdadeДокумент52 страницыRelativdadeVinicius AraujoОценок пока нет
- Equipamentos para Remoção de Gases e VaporesДокумент5 страницEquipamentos para Remoção de Gases e VaporesWellington MendesОценок пока нет
- Lição 5Документ6 страницLição 5Dário JumaОценок пока нет
- NR 13 - Dimensionamento de Válvulas de Segurança e AlivíoДокумент21 страницаNR 13 - Dimensionamento de Válvulas de Segurança e AlivíoCPSSTОценок пока нет
- INTRODUÃ - Ã - O OleoДокумент5 страницINTRODUÃ - Ã - O OleorodrigoskydogОценок пока нет
- Energia de Soldagem PDFДокумент2 страницыEnergia de Soldagem PDFEdmilson FaustinoОценок пока нет
- Lista de Exercício de RevisãoДокумент2 страницыLista de Exercício de RevisãoManoel Jose CostaОценок пока нет
- Física Moderna I - Tema 2Документ37 страницFísica Moderna I - Tema 2Francisco Rodrigo Oliveira de SousaОценок пока нет
- Catálogo de Registradores de TemperaturaДокумент2 страницыCatálogo de Registradores de TemperaturaJefferson BelesОценок пока нет
- Lista Equilibrio QuímicoДокумент2 страницыLista Equilibrio QuímicoLuna SchlittlerОценок пока нет
- Caderno de Física3005Документ3 страницыCaderno de Física3005Napoleão FreireОценок пока нет