Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Basic Principles of PSC-July2019Документ119 страницBasic Principles of PSC-July2019kesharinareshОценок пока нет
- Saudi Aramco Inspection ChecklistДокумент4 страницыSaudi Aramco Inspection ChecklistZia ur RehmanОценок пока нет
- Principais Normas EurocodesДокумент2 страницыPrincipais Normas EurocodesMarcelo MaiaОценок пока нет
- SPL Utilization in Cement Steel IndustryДокумент19 страницSPL Utilization in Cement Steel IndustryVincent 2020Оценок пока нет
- Study On Fly Ash and GGBS Based Geopolymer Concrete Under Ambient CuringДокумент6 страницStudy On Fly Ash and GGBS Based Geopolymer Concrete Under Ambient CuringkarskotОценок пока нет
- MTC Catalog 2009 ENGLISCHДокумент196 страницMTC Catalog 2009 ENGLISCHAsif JalgaonkarОценок пока нет
- 10.1 Physical Properties and Uses of Metals + AlloysДокумент19 страниц10.1 Physical Properties and Uses of Metals + AlloysUmida ZaylobiddinovaОценок пока нет
- 111 Hume Rotherys RuleДокумент14 страниц111 Hume Rotherys RulemohansaiОценок пока нет
- Duroxite 100 Data Sheet enДокумент3 страницыDuroxite 100 Data Sheet enBilal VURALОценок пока нет
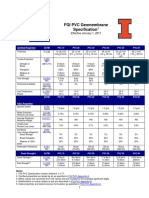
- FGI PVC Geomembrane Specification: Effective January 1, 2017Документ3 страницыFGI PVC Geomembrane Specification: Effective January 1, 2017Paul Alex Quiroz BarrionuevoОценок пока нет
- Item WP 1-PR-02-A 1-PR-02 1-PR-02-B 1-PR-02Документ17 страницItem WP 1-PR-02-A 1-PR-02 1-PR-02-B 1-PR-02Zitheeq UmarОценок пока нет
- Materials 1Документ10 страницMaterials 1DhanBahadurОценок пока нет
- Dynamic Properties of Ultraviolet-Exposed Polyurea PDFДокумент13 страницDynamic Properties of Ultraviolet-Exposed Polyurea PDFmiguelОценок пока нет
- Waterborne Polyvinyl Acetate Moisture Resistant AdhesiveДокумент1 страницаWaterborne Polyvinyl Acetate Moisture Resistant AdhesiveFacundo SepulvedaОценок пока нет
- CERT SAE 4340 180mm 8.195mtДокумент1 страницаCERT SAE 4340 180mm 8.195mtMiguel AychasiОценок пока нет
- GM Wires and CablesДокумент12 страницGM Wires and CablesDILLI creationsОценок пока нет
- Answer Any Three Full Questions, Each Carries 10 Marks: Reg No.: - NameДокумент1 страницаAnswer Any Three Full Questions, Each Carries 10 Marks: Reg No.: - NamehsemargОценок пока нет
- Biotile 2015 IN - (EN) PDFДокумент4 страницыBiotile 2015 IN - (EN) PDFBijaya RaulaОценок пока нет
- Influence of Modify Bituminous Mix With Fly Ash: S.D.Katara, C.S.Modhiya, N.G.RavalДокумент3 страницыInfluence of Modify Bituminous Mix With Fly Ash: S.D.Katara, C.S.Modhiya, N.G.RavalerpublicationОценок пока нет
- Indian Standard Is 456 2000 COMPILEDДокумент60 страницIndian Standard Is 456 2000 COMPILEDMD manish DeshmukhОценок пока нет
- ISO-10275-2020 - Strain Hardening CoefficientДокумент9 страницISO-10275-2020 - Strain Hardening CoefficientSuvro ChakrabortyОценок пока нет
- Dkp-E1-12 4 2023Документ1 страницаDkp-E1-12 4 2023Alvin DeliroОценок пока нет
- Fuel From Plastic WasteДокумент13 страницFuel From Plastic Waste18Pa1A0325 Duba Ajay BabuОценок пока нет
- Erv-Gs 65.16 SSДокумент2 страницыErv-Gs 65.16 SSJim DuhamelОценок пока нет
- Material Specification: Mechanical Property RequirementsДокумент2 страницыMaterial Specification: Mechanical Property RequirementsNguyễn Tấn HảiОценок пока нет
- Sisal Fibre Reinforced ConcreteДокумент7 страницSisal Fibre Reinforced ConcreteSathish PandiyarajanОценок пока нет
- Neoproof P - NEODUR FT ELASTIC METHOD STATEMENT EngДокумент3 страницыNeoproof P - NEODUR FT ELASTIC METHOD STATEMENT EnglakyjovОценок пока нет
- Timber Lesson 6Документ60 страницTimber Lesson 6Mohd Nizam ShakimonОценок пока нет
- Acoustic Energy Absorption Properties of Fibrous Materials A Review PDFДокумент47 страницAcoustic Energy Absorption Properties of Fibrous Materials A Review PDFFloreaОценок пока нет
- TDS Byk-037 enДокумент2 страницыTDS Byk-037 enwtwilightwОценок пока нет