Вам также может понравиться
- LPG Merox UnitДокумент5 страницLPG Merox Unitsem75% (4)
- Room Temperature Synthesis of Copper Oxide Nanoparticles Morphological Evaluation and Their Catalytic Applications For Degradation of Dyes and C-N Bond Formation Reaction PDFДокумент11 страницRoom Temperature Synthesis of Copper Oxide Nanoparticles Morphological Evaluation and Their Catalytic Applications For Degradation of Dyes and C-N Bond Formation Reaction PDFAshpavi ArunОценок пока нет
- Welding of Ferritic or Austenitic Stainless SteelДокумент22 страницыWelding of Ferritic or Austenitic Stainless SteelBehnam RabieeОценок пока нет
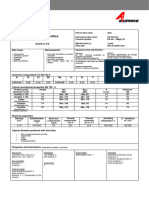
- Monel® Alloy 400: C MN S Si Ni Cu FeДокумент2 страницыMonel® Alloy 400: C MN S Si Ni Cu FeD_D_76Оценок пока нет
- High Temperature Brazing AlloysДокумент0 страницHigh Temperature Brazing AlloysvkmsОценок пока нет
- Measurement of Light Scattering and Transmission for Particle AnalysisДокумент8 страницMeasurement of Light Scattering and Transmission for Particle AnalysisThư Lê100% (3)
- Corrosion: Corrosion ControlОт EverandCorrosion: Corrosion ControlL L ShreirРейтинг: 5 из 5 звезд5/5 (1)
- Wellcare Oil Tools PVT LTD: Product IndexДокумент22 страницыWellcare Oil Tools PVT LTD: Product IndexParag PadoleОценок пока нет
- RA SiC T CM EC PDFДокумент2 страницыRA SiC T CM EC PDFDaniel RicartОценок пока нет
- LABORELEC Conventional Power Plant Materials Course V2 PDFДокумент90 страницLABORELEC Conventional Power Plant Materials Course V2 PDFkatfy1100% (1)
- Vdtüv-Werkstoffblatt: Highly Corrosion Resistant Alloy Nicr 21 Mo 14 W Material No. 2.4602 479 09.2007Документ6 страницVdtüv-Werkstoffblatt: Highly Corrosion Resistant Alloy Nicr 21 Mo 14 W Material No. 2.4602 479 09.2007Nikhil Gupta50% (2)
- Norsok Material Selection StandartДокумент35 страницNorsok Material Selection StandartBurak GülenОценок пока нет
- ANDA & SNDA GuideДокумент55 страницANDA & SNDA GuideruiannОценок пока нет
- Data Sheet VDM 617Документ12 страницData Sheet VDM 617Anonymous lmCR3SkPrKОценок пока нет
- Alloy 400 PDFДокумент12 страницAlloy 400 PDFwasatiah05Оценок пока нет
- VDM Alloy 926 Cronifer 1925 Hmo: Material Data Sheet No. 5002 February 2003 EditionДокумент12 страницVDM Alloy 926 Cronifer 1925 Hmo: Material Data Sheet No. 5002 February 2003 Editionrohitshukla23Оценок пока нет
- Wall Colmonoy Surfacing Alloys Selector ChartДокумент3 страницыWall Colmonoy Surfacing Alloys Selector Chartmp87_ingОценок пока нет
- 17 4 PHДокумент2 страницы17 4 PHParag NaikОценок пока нет
- 17 4 PHДокумент2 страницы17 4 PHzaranrajputОценок пока нет
- DSM-0310.0 WC10Co4Cr SintCrushДокумент3 страницыDSM-0310.0 WC10Co4Cr SintCrushNabil SalimОценок пока нет
- Nickel Alloys Monel 400 N04400Документ4 страницыNickel Alloys Monel 400 N04400David Balboa VillenasОценок пока нет
- Rti Prorox WM 940 Es ExpДокумент1 страницаRti Prorox WM 940 Es ExpMadiaw NajaОценок пока нет
- MK Purity (42CrMo4+QT)Документ2 страницыMK Purity (42CrMo4+QT)Ертан РемзиевОценок пока нет
- 25CR20NIДокумент2 страницы25CR20NIShariq KhanОценок пока нет
- 06 Spec. STD Raw MaterialДокумент10 страниц06 Spec. STD Raw MaterialVikas KashyapОценок пока нет
- 2 1PackerSystem MechanicalPackersДокумент17 страниц2 1PackerSystem MechanicalPackersalabedОценок пока нет
- General Specification: Welding - MaterialsДокумент14 страницGeneral Specification: Welding - MaterialsGil-Alain EgnakouОценок пока нет
- Alloy 20 Data SheetДокумент2 страницыAlloy 20 Data Sheetqaisarabbas9002Оценок пока нет
- Super Duplex Stainless Steel: Excellent Engineering SolutionsДокумент3 страницыSuper Duplex Stainless Steel: Excellent Engineering SolutionsshyamОценок пока нет
- Annex C Excerpts From The Rules For Materials: I - Part 3 GL 2003 Page C-1Документ7 страницAnnex C Excerpts From The Rules For Materials: I - Part 3 GL 2003 Page C-1J T Mendonça SantosОценок пока нет
- 6063 ProfilesДокумент1 страница6063 ProfilesBPP-Tech PythonОценок пока нет
- High Quality Products For Welding and CladdingДокумент25 страницHigh Quality Products For Welding and Claddingsanketpavi21100% (1)
- Aluminium Alloy 5083H116 Data SheetДокумент1 страницаAluminium Alloy 5083H116 Data SheetTarek MassimoОценок пока нет
- Choice of Specifications and Design Codes For Duplex Stainless SteelsДокумент12 страницChoice of Specifications and Design Codes For Duplex Stainless SteelsRonald Leyva GiraldoОценок пока нет
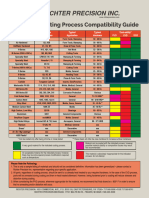
- Material Coating Process Compatibility Guide 2021Документ2 страницыMaterial Coating Process Compatibility Guide 2021max8086Оценок пока нет
- Cartech Trimrite® Stainless: IdentificationДокумент7 страницCartech Trimrite® Stainless: IdentificationYassinSalahОценок пока нет
- 5083 en MarineДокумент1 страница5083 en MarineBPP-Tech PythonОценок пока нет
- Datasheet-Sandvik-254-Smo-En-V2021-04-22 18 - 35 Version 1Документ10 страницDatasheet-Sandvik-254-Smo-En-V2021-04-22 18 - 35 Version 1darioОценок пока нет
- DSMTS-0010.6 ZN WireДокумент4 страницыDSMTS-0010.6 ZN WireMario Cortes FariasОценок пока нет
- Structural Stainless Steel Designing With Stainless Steel: Ing. Maarten FortanДокумент153 страницыStructural Stainless Steel Designing With Stainless Steel: Ing. Maarten FortanJohn Philip Neri BesedillasОценок пока нет
- Gear Compound Plus Iso - 68 - enДокумент1 страницаGear Compound Plus Iso - 68 - enSedin MurtićОценок пока нет
- Gear Compound Plus Iso - 68 - enДокумент1 страницаGear Compound Plus Iso - 68 - enSedin MurtićОценок пока нет
- Norsok M-001 - Materials Selection GuidanceДокумент29 страницNorsok M-001 - Materials Selection GuidanceWalid LabidiОценок пока нет
- Duplex-Alloy-2205-Stress ValuesДокумент5 страницDuplex-Alloy-2205-Stress ValuesShiniОценок пока нет
- Material Product Data Sheet Amdry 400 Braze Filler Metal: Quick FactsДокумент3 страницыMaterial Product Data Sheet Amdry 400 Braze Filler Metal: Quick FactsJ. BangjakОценок пока нет
- Stainless Steel Grade 904L (UNS N08904)Документ3 страницыStainless Steel Grade 904L (UNS N08904)Nguyễn HưngОценок пока нет
- Datasheet 2205 Code Plus Two Hpsa Imperial Outokumpu en Americas PDFДокумент6 страницDatasheet 2205 Code Plus Two Hpsa Imperial Outokumpu en Americas PDFhurduzaОценок пока нет
- Applications: Hpalloys Cobalt 6B Product DescriptionДокумент4 страницыApplications: Hpalloys Cobalt 6B Product DescriptionJSH100Оценок пока нет
- Material No. EN Symbol (Short) Aisi/Sae UNS Afnor BS Alloy Registered Work's Label StandardsДокумент1 страницаMaterial No. EN Symbol (Short) Aisi/Sae UNS Afnor BS Alloy Registered Work's Label StandardschetanОценок пока нет
- 1.4404 enДокумент5 страниц1.4404 enyraju88Оценок пока нет
- Low-Carbon Nickel-Chromium-Molybdenum, Low-Carbon Nickel-Molybdenum-Chromium-Tantalum, Low-Carbon Nickel-Chromium-Molybdenum-Copper, and Low-Carbon Nickel-Chromium-Molybdenum-Tungsten Alloy RodДокумент4 страницыLow-Carbon Nickel-Chromium-Molybdenum, Low-Carbon Nickel-Molybdenum-Chromium-Tantalum, Low-Carbon Nickel-Chromium-Molybdenum-Copper, and Low-Carbon Nickel-Chromium-Molybdenum-Tungsten Alloy RodiyamОценок пока нет
- Cladding & Nace 1Документ21 страницаCladding & Nace 1armin heidariОценок пока нет
- Aalco Metals LTD Stainless Steel ASTM A815 S31803 261Документ2 страницыAalco Metals LTD Stainless Steel ASTM A815 S31803 261Irvin PajueloОценок пока нет
- Repsol Telex HVLP 32Документ2 страницыRepsol Telex HVLP 32ibrahim maulanaОценок пока нет
- SB-462 - ASME BPVC 2021 Sección II Part BДокумент6 страницSB-462 - ASME BPVC 2021 Sección II Part BMohammad TaherОценок пока нет
- 1 2CrMo and CrMoV Profile Rev1Документ23 страницы1 2CrMo and CrMoV Profile Rev1Wael MansourОценок пока нет
- Nhoih 7Документ30 страницNhoih 7ikgohlnОценок пока нет
- Metallic Material Specification: Title: AISI 8630 Mod Alloy Steel, 80 KSI Min Yield StrengthДокумент5 страницMetallic Material Specification: Title: AISI 8630 Mod Alloy Steel, 80 KSI Min Yield StrengthReginaldo SantosОценок пока нет
- Typical Uses: Product Description: Solids: Tubes: Rectangles: Standard Lengths: Shape/Form: ComplianceДокумент2 страницыTypical Uses: Product Description: Solids: Tubes: Rectangles: Standard Lengths: Shape/Form: Compliance杜文欽Оценок пока нет
- Spec TN-2534Документ37 страницSpec TN-2534dharm rajОценок пока нет
- Giunzione e ManutenzioneДокумент29 страницGiunzione e Manutenzionerenhat parulian sitorusОценок пока нет
- URB25Документ4 страницыURB25malika_00Оценок пока нет
- Stainless Steel ASTM A815 S31803: Specifications Alloy DesignationsДокумент2 страницыStainless Steel ASTM A815 S31803: Specifications Alloy Designationsallouche_abdОценок пока нет
- DSMTS-0108.1 WC10Ni5Cr AggSintДокумент3 страницыDSMTS-0108.1 WC10Ni5Cr AggSintpawoe3064Оценок пока нет
- MTEX Plot Pole Figures and Inverse Pole FiguresДокумент9 страницMTEX Plot Pole Figures and Inverse Pole FiguresIniyan Thiruselvam Navaladi KarthikeyanОценок пока нет
- Town - ComputerVision - L5Документ13 страницTown - ComputerVision - L5Iniyan Thiruselvam Navaladi KarthikeyanОценок пока нет
- Data Sheet VDM Alloy 59Документ16 страницData Sheet VDM Alloy 59Iniyan Thiruselvam Navaladi KarthikeyanОценок пока нет
- Mastering CAD CAM PDFДокумент846 страницMastering CAD CAM PDFsureshОценок пока нет
- Theory of Mechanisms Velocity Analysis Velocity Polygons (Contd.) and Instant CentersДокумент9 страницTheory of Mechanisms Velocity Analysis Velocity Polygons (Contd.) and Instant CentersIniyan Thiruselvam Navaladi KarthikeyanОценок пока нет
- Eg With Auto CadДокумент23 страницыEg With Auto CadDeepak DahiyaОценок пока нет
- Ni Base SuperalloysДокумент21 страницаNi Base SuperalloysGelos SpicoОценок пока нет
- Feature-Assisted Stereo Correlation: N. Iniyan Thiruselvam Sankara J. SubramanianДокумент14 страницFeature-Assisted Stereo Correlation: N. Iniyan Thiruselvam Sankara J. SubramanianIniyan Thiruselvam Navaladi KarthikeyanОценок пока нет
- Input - Output - and - State - Space - Models - in Dynamics - Non - Linear - Systems PDFДокумент4 страницыInput - Output - and - State - Space - Models - in Dynamics - Non - Linear - Systems PDFIniyan Thiruselvam Navaladi KarthikeyanОценок пока нет
- ManualДокумент26 страницManualIniyan Thiruselvam Navaladi KarthikeyanОценок пока нет
- QICAM 12bitmanualДокумент23 страницыQICAM 12bitmanualIniyan Thiruselvam Navaladi KarthikeyanОценок пока нет
- Selection of Polymers For Space Applications On Priority Basis # Polymer Type Key Properties Specific Space Application(s) Melting Point (C)Документ3 страницыSelection of Polymers For Space Applications On Priority Basis # Polymer Type Key Properties Specific Space Application(s) Melting Point (C)Iniyan Thiruselvam Navaladi KarthikeyanОценок пока нет
- Plastics in AerospaceДокумент24 страницыPlastics in AerospaceIniyan Thiruselvam Navaladi KarthikeyanОценок пока нет
- Markforged MarkTwo Trifold WEB2Документ2 страницыMarkforged MarkTwo Trifold WEB2Iniyan Thiruselvam Navaladi KarthikeyanОценок пока нет
- Cantilever beam spring system natural frequency calculationДокумент1 страницаCantilever beam spring system natural frequency calculationIniyan Thiruselvam Navaladi KarthikeyanОценок пока нет
- Novabeans Exploring New HeightsДокумент1 страницаNovabeans Exploring New HeightsIniyan Thiruselvam Navaladi KarthikeyanОценок пока нет
- New Features VIC-3D v7Документ1 страницаNew Features VIC-3D v7Iniyan Thiruselvam Navaladi KarthikeyanОценок пока нет
- Botany MCQ Practice TestДокумент4 страницыBotany MCQ Practice TestHitesh SangwanОценок пока нет
- BUTTER PackagingДокумент15 страницBUTTER PackagingMehreenjabeenОценок пока нет
- ISO 707.2012 Milk and Milk Products - Guidance On Sampling PDFДокумент42 страницыISO 707.2012 Milk and Milk Products - Guidance On Sampling PDFAlberto Herrera100% (1)
- Chemical Changes Game Design InstructionsДокумент2 страницыChemical Changes Game Design InstructionsZhering RodulfoОценок пока нет
- Experiment 4 Analysis of Tea and CoffeeДокумент5 страницExperiment 4 Analysis of Tea and CoffeeSiddhant UndeОценок пока нет
- Adrenaline - WikipediaДокумент124 страницыAdrenaline - WikipediaAyan RoyОценок пока нет
- Weighing and Measuring Lab EquipmentДокумент31 страницаWeighing and Measuring Lab EquipmentGazel Avery SantanaОценок пока нет
- Dräger CDR 4500 Full Face MaskДокумент8 страницDräger CDR 4500 Full Face MaskJavierrrОценок пока нет
- Chemistry Project: Saturated Solutions: Measuring SolubilityДокумент8 страницChemistry Project: Saturated Solutions: Measuring SolubilityAbhay Kumar NayakОценок пока нет
- Artificer - Alchemist (Revised) - GM BinderДокумент3 страницыArtificer - Alchemist (Revised) - GM Bindersecchio69Оценок пока нет
- Determination of Cations and Anions in Unknown SaltДокумент8 страницDetermination of Cations and Anions in Unknown SaltHER OICОценок пока нет
- Mlcek, J InglesДокумент9 страницMlcek, J InglesSergio Apaza EspinozaОценок пока нет
- Hydronic Specialties: Controls Catalog & Application GuideДокумент48 страницHydronic Specialties: Controls Catalog & Application GuideMohamed HammamОценок пока нет
- POLYRESYST Polyurea Systems BrochureДокумент7 страницPOLYRESYST Polyurea Systems BrochureJella NurohmahОценок пока нет
- SDS Kerosene Final1Документ10 страницSDS Kerosene Final1KING RUFOОценок пока нет
- BAVARIA Phoenix - Technical Spec - 2018Документ2 страницыBAVARIA Phoenix - Technical Spec - 2018Kareem Abo SeifОценок пока нет
- DC 91251Документ10 страницDC 91251Kevin David AlvarezОценок пока нет
- Franz Diffusion Cell Approach For Pre-Formulation Characterisation of Ketoprofen Semi-Solid Dosage FormsДокумент8 страницFranz Diffusion Cell Approach For Pre-Formulation Characterisation of Ketoprofen Semi-Solid Dosage FormsHEMAОценок пока нет
- Aberdeenshire AD Plant Feasibility StudyДокумент79 страницAberdeenshire AD Plant Feasibility StudySoraya MartinОценок пока нет
- Rev SJ 0015 Marisa 5 SeptemberДокумент1 страницаRev SJ 0015 Marisa 5 Septemberredmi note11Оценок пока нет
- KeepaExport 2022-10-12 ProductFinderДокумент157 страницKeepaExport 2022-10-12 ProductFinderFarhad KhanОценок пока нет
- H Balance & Estimation of Soap & Shampoos For Skin and Hair Care Used in COVID-19 Pandemic A Review PDFДокумент3 страницыH Balance & Estimation of Soap & Shampoos For Skin and Hair Care Used in COVID-19 Pandemic A Review PDFInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Nay de Nova 1999Документ6 страницNay de Nova 1999Sarly FebrianaОценок пока нет
- GE Absolute Za Filter PerformanceДокумент3 страницыGE Absolute Za Filter PerformancePablo De ArribaОценок пока нет
- Alkai Aggregate Reation of Concrete StructuresДокумент60 страницAlkai Aggregate Reation of Concrete StructuresAndrea PerezОценок пока нет
- BP010 Datasheet For Pressure RegulatorДокумент4 страницыBP010 Datasheet For Pressure RegulatorIdehen KelvinОценок пока нет