Вам также может понравиться
- ROOTS Meters & Instruments: Series B3-Hpc: 11M1480 Roots MeterДокумент2 страницыROOTS Meters & Instruments: Series B3-Hpc: 11M1480 Roots MetercartarОценок пока нет
- Length Power Dynamic Viscosity Heat FluxДокумент2 страницыLength Power Dynamic Viscosity Heat FluxChristopher FowlerОценок пока нет
- Class 11Документ51 страницаClass 11shivaharshОценок пока нет
- 3 Stock Preparation & Approach System 2010Документ98 страниц3 Stock Preparation & Approach System 2010Marina Música100% (1)
- LDW 1003 3-cylinder diesel engine specsДокумент4 страницыLDW 1003 3-cylinder diesel engine specsRafael LopezОценок пока нет
- Agitator Calculation. - SPLДокумент2 страницыAgitator Calculation. - SPLAbarajithan RajendranОценок пока нет
- Unit ConversionДокумент15 страницUnit Conversionsharath1199Оценок пока нет
- Miscellaneous Information: Customer Name Well ID 1 Unit Type Pumping Unit LoadingДокумент1 страницаMiscellaneous Information: Customer Name Well ID 1 Unit Type Pumping Unit LoadingMax HernándezОценок пока нет
- Don's Cheat Sheet for Cylinder CalculationsДокумент2 страницыDon's Cheat Sheet for Cylinder Calculationsrobyn100Оценок пока нет
- Formula For Tecnical - 12 Mar 2019Документ80 страницFormula For Tecnical - 12 Mar 2019AMALENDU PAULОценок пока нет
- Nice Paper On Rotor DynamicsДокумент23 страницыNice Paper On Rotor Dynamicsfosroc1878580% (5)
- A To Z of Steam Turbine Maintenance PDFДокумент157 страницA To Z of Steam Turbine Maintenance PDFivaturi100% (1)
- RD 7H-S Vibratory Roller Compaction SpecsДокумент2 страницыRD 7H-S Vibratory Roller Compaction SpecsMolie1979Оценок пока нет
- Energy Integrated Systems Support and Services ConsultingДокумент15 страницEnergy Integrated Systems Support and Services ConsultingLucky Cham AguilaОценок пока нет
- Design and Calculation AgitationДокумент25 страницDesign and Calculation Agitationibson045001256Оценок пока нет
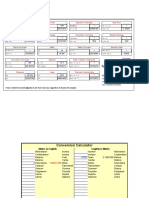
- Process Engineering Toolkit Conversion CalculatorДокумент14 страницProcess Engineering Toolkit Conversion CalculatorRJG0409Оценок пока нет
- Reducing Sub-Synchronous Vibration on a Centrifugal Compressor with Tightened Tilt-Pad BearingsДокумент22 страницыReducing Sub-Synchronous Vibration on a Centrifugal Compressor with Tightened Tilt-Pad BearingsSeresdfrtОценок пока нет
- KR - MV S - R410A - 5060Hz - 220V - HP - CSA - MFL67474022 - 0CVM0-01D - Feb.2020 - SpecДокумент1 страницаKR - MV S - R410A - 5060Hz - 220V - HP - CSA - MFL67474022 - 0CVM0-01D - Feb.2020 - SpecRenzo TrОценок пока нет
- Calculation Sheet: Calc No Project Title Proj No Client Phase/CTR Calculation Title of Activity FileДокумент12 страницCalculation Sheet: Calc No Project Title Proj No Client Phase/CTR Calculation Title of Activity FileTifano KhristiyantoОценок пока нет
- New Moment WeightДокумент16 страницNew Moment WeightRaj KiranОценок пока нет
- 16 - Blending and AgitationДокумент27 страниц16 - Blending and AgitationSimon Tin Hann PyngОценок пока нет
- Report Drill Off TestДокумент10 страницReport Drill Off TestdanubehunterОценок пока нет
- BERTHING ENERGY CALCULATIONS FOR HOWE (INDIA) 04/12/2018Документ3 страницыBERTHING ENERGY CALCULATIONS FOR HOWE (INDIA) 04/12/2018JIBEESH01Оценок пока нет
- TurbineДокумент3 страницыTurbineadrian ospino canteroОценок пока нет
- Basic Drilling Calculations - FullДокумент56 страницBasic Drilling Calculations - FullMohamed Kamal100% (1)
- LDW 2204/T diesel engine specificationsДокумент4 страницыLDW 2204/T diesel engine specificationsCristianTeodorescuОценок пока нет
- KD440 PDFДокумент4 страницыKD440 PDFHarpreet SinghОценок пока нет
- I. MANUAL PURPOSE (Revision 2)Документ21 страницаI. MANUAL PURPOSE (Revision 2)VyacheslavОценок пока нет
- New Moment Weight PDFДокумент17 страницNew Moment Weight PDFAchmad Arifudin HidayatullohОценок пока нет
- Comparing Air Core vs Metal Core MagnetorquersДокумент10 страницComparing Air Core vs Metal Core MagnetorquersCristian BandilaОценок пока нет
- Presentasi BFPT Dhimas A.D.H (Variation Inlet Steam Temperature To BFPT Performance)Документ24 страницыPresentasi BFPT Dhimas A.D.H (Variation Inlet Steam Temperature To BFPT Performance)Dicky harsonoОценок пока нет
- AgitatorДокумент6 страницAgitatorSung Woong MoonОценок пока нет
- Solved Board Problems - DieselPowerPlantДокумент9 страницSolved Board Problems - DieselPowerPlantFAMY Vazzim Soriano100% (2)
- Condition Based Maintenance of Pumps PDFДокумент22 страницыCondition Based Maintenance of Pumps PDFumair saleemОценок пока нет
- Basic Drilling CalculationsДокумент56 страницBasic Drilling CalculationsArvindОценок пока нет
- Overview of The NASA STARC-ABLДокумент14 страницOverview of The NASA STARC-ABLsadfgОценок пока нет
- Drilling Formulas Calculation Sheet Verson 1.3Документ189 страницDrilling Formulas Calculation Sheet Verson 1.3Manosay IgnatiusОценок пока нет
- Solved Example With ExerciseДокумент10 страницSolved Example With Exercisesarmistha patnaiKОценок пока нет
- Roghur - VT 5 StagesДокумент7 страницRoghur - VT 5 StagesRoberto Cabrera MillerОценок пока нет
- Mechanical Design of Shaft For Anchor AgitatorДокумент11 страницMechanical Design of Shaft For Anchor AgitatorRafique AjmeriОценок пока нет
- Pump power and sizing calculationДокумент1 страницаPump power and sizing calculationVIVEKZI0Оценок пока нет
- Configure/Setup of 04/27/2017 15:44:21.347 8800D Rev. 2Документ4 страницыConfigure/Setup of 04/27/2017 15:44:21.347 8800D Rev. 2Liviu CretuОценок пока нет
- Scale up Hydrogenation CalculationsДокумент8 страницScale up Hydrogenation CalculationsFarah AnjumОценок пока нет
- SBPT Catalogue DC CouplingДокумент11 страницSBPT Catalogue DC CouplingEserОценок пока нет
- Vibration 5 11Документ20 страницVibration 5 11Aalekh PrajapatiОценок пока нет
- HE Rating Data Sheet v6Документ1 страницаHE Rating Data Sheet v6dhaОценок пока нет
- Differences between common mechanical componentsДокумент30 страницDifferences between common mechanical componentsPrasad ChoureОценок пока нет
- Average Well 02-24-95 11-31-52PM DYN ReportДокумент3 страницыAverage Well 02-24-95 11-31-52PM DYN ReportEnder HernandezОценок пока нет
- SM 876.59.057a enДокумент276 страницSM 876.59.057a enВиталий Лук'янцевОценок пока нет
- Hydraulic Circuit DesignДокумент20 страницHydraulic Circuit DesignJithinОценок пока нет
- Manhole ScheduleДокумент7 страницManhole SchedulejibinОценок пока нет
- M.tech Kinematics Dynamics Lab RecДокумент20 страницM.tech Kinematics Dynamics Lab Recmevitsn6Оценок пока нет
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsОт EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsРейтинг: 4 из 5 звезд4/5 (9)
- Handbook of Heating, Ventilating and Air ConditioningОт EverandHandbook of Heating, Ventilating and Air ConditioningРейтинг: 4 из 5 звезд4/5 (6)
- Newnes Circuit Calculations Pocket Book: with Computer ProgramsОт EverandNewnes Circuit Calculations Pocket Book: with Computer ProgramsОценок пока нет
- Strength of Materials and Structures: An Introduction to the Mechanics of Solids and StructuresОт EverandStrength of Materials and Structures: An Introduction to the Mechanics of Solids and StructuresРейтинг: 4 из 5 звезд4/5 (1)
- PSO Manual PRINT FINAL 20161109 One Page PDFДокумент152 страницыPSO Manual PRINT FINAL 20161109 One Page PDFPranesh RajasekaranОценок пока нет
- Din-Dvgwtype Examination Certificate: Din-Dvgw-BaumusterprüfzertifikatДокумент2 страницыDin-Dvgwtype Examination Certificate: Din-Dvgw-BaumusterprüfzertifikatRicardo BarrosОценок пока нет
- Correction of High Vibration On A VTP With A Dynamic Vibration AbsorberДокумент18 страницCorrection of High Vibration On A VTP With A Dynamic Vibration AbsorberRicardo Barros100% (1)
- KSB KWP DatabookletДокумент236 страницKSB KWP DatabookletRicardo BarrosОценок пока нет
- Amaline, 60 HZДокумент58 страницAmaline, 60 HZRicardo BarrosОценок пока нет
- Cooling Water Pump Station Optimization Using CFD and Physical Model TestДокумент19 страницCooling Water Pump Station Optimization Using CFD and Physical Model TestRicardo BarrosОценок пока нет
- Investigating & Improving Drooping Curve of Two-Stage Feed PumpДокумент33 страницыInvestigating & Improving Drooping Curve of Two-Stage Feed PumpPUMPSОценок пока нет
- Navigating The Department of Energy (Doe) Energy Conservation Standard and Test Procedure For PumpsДокумент22 страницыNavigating The Department of Energy (Doe) Energy Conservation Standard and Test Procedure For PumpsRicardo BarrosОценок пока нет
- Turbomachines by Valan ArsuДокумент241 страницаTurbomachines by Valan Arsuharrrypotter20Оценок пока нет
- Precision Grouting of TurbomachineryДокумент21 страницаPrecision Grouting of TurbomachineryRicardo Barros100% (1)
- KSB AmamixДокумент84 страницыKSB AmamixRicardo BarrosОценок пока нет
- KSB Movitec Type Series BookletДокумент60 страницKSB Movitec Type Series BookletRicardo BarrosОценок пока нет
- Type Series Booklet Sewatec ASME-NEMA MotorsДокумент44 страницыType Series Booklet Sewatec ASME-NEMA MotorsRicardo Barros100% (1)
- NSF 61Документ292 страницыNSF 61Mohamed IbrahimОценок пока нет
- Ama Drainer Technical BookletДокумент22 страницыAma Drainer Technical BookletRicardo BarrosОценок пока нет
- BOA H DatabookletДокумент14 страницBOA H DatabookletRicardo BarrosОценок пока нет
- KSB Wastewater Training GuideДокумент24 страницыKSB Wastewater Training GuideRicardo BarrosОценок пока нет
- Ecoline EST 150-300 FBДокумент7 страницEcoline EST 150-300 FBRicardo BarrosОценок пока нет
- Catalogo OmegaДокумент26 страницCatalogo OmegaRicardo BarrosОценок пока нет
- Non-slam check valve applicationsДокумент5 страницNon-slam check valve applicationsRicardo BarrosОценок пока нет
- Catalogo SewatecДокумент56 страницCatalogo SewatecRicardo Barros0% (1)
- COBRA-TDC Tilting Disc Check Valve ApplicationsДокумент7 страницCOBRA-TDC Tilting Disc Check Valve ApplicationsRicardo BarrosОценок пока нет
- KSB Submersible Borehole Pumps 60 HZ PDFДокумент114 страницKSB Submersible Borehole Pumps 60 HZ PDFRicardo Barros100% (2)
- KSB Psa KHG-WДокумент4 страницыKSB Psa KHG-WRicardo BarrosОценок пока нет
- UPA Type Series BookletДокумент122 страницыUPA Type Series BookletRicardo BarrosОценок пока нет
- BOAX S DatabookletДокумент16 страницBOAX S DatabookletRicardo BarrosОценок пока нет
- UMA Motors Technical BrochureДокумент40 страницUMA Motors Technical BrochureRicardo Barros100% (1)
- 2569774EBD4D1D0EE10000000AD5062AДокумент3 страницы2569774EBD4D1D0EE10000000AD5062ARicardo BarrosОценок пока нет
- Comeo BrochureДокумент2 страницыComeo BrochureRicardo BarrosОценок пока нет
- Bill Nye The Science Guy: Motion: InertiaДокумент3 страницыBill Nye The Science Guy: Motion: InertiaCARYS BROWNОценок пока нет
- 212 - Problem Set #14Документ1 страница212 - Problem Set #14everyoneMDОценок пока нет
- Fanning EquationДокумент2 страницыFanning EquationTimothy JonesОценок пока нет
- Indian Maritime University B.Tech. Marine Engineering examДокумент3 страницыIndian Maritime University B.Tech. Marine Engineering examAnshuman SharmaОценок пока нет
- Basic Maths - DPP 01 (Of Lecture 03) - Arjuna NEET Fastrack 2024Документ3 страницыBasic Maths - DPP 01 (Of Lecture 03) - Arjuna NEET Fastrack 2024barnikbanerjee11Оценок пока нет
- AS Level Physics Projectiles Speed and MotionДокумент7 страницAS Level Physics Projectiles Speed and MotionAbdul Rafay100% (1)
- Proceedings of Coastal Disaster Prevention PDFДокумент123 страницыProceedings of Coastal Disaster Prevention PDFAny NurhasanahОценок пока нет
- 2013 Lect6 FORCES ON PIPE BENDSДокумент39 страниц2013 Lect6 FORCES ON PIPE BENDSBagus PrakasaОценок пока нет
- Practical No-5 (Curvilinear Motion)Документ8 страницPractical No-5 (Curvilinear Motion)Jay V. GoyelОценок пока нет
- Assignment ME401 For GATE PreparationДокумент26 страницAssignment ME401 For GATE Preparationhameem mohdОценок пока нет
- External FlowsДокумент90 страницExternal FlowsSüleyman BirgiОценок пока нет
- ALBAO-Multiple Choice Questions 3Документ3 страницыALBAO-Multiple Choice Questions 3Shaun Patrick AlbaoОценок пока нет
- Cha 2Документ52 страницыCha 2yaredОценок пока нет
- Atomic Structure WorksheetДокумент7 страницAtomic Structure WorksheetXB44.SouraTanay RoyОценок пока нет
- CGP Exam Practice Workbook AnswersДокумент133 страницыCGP Exam Practice Workbook AnswersKenneth SorraОценок пока нет
- Engg Mechanics Ques BankДокумент68 страницEngg Mechanics Ques BankUtkalОценок пока нет
- Ocr AS Phyics Student Worksheet SampleДокумент4 страницыOcr AS Phyics Student Worksheet SampleHolly Maria CassonОценок пока нет
- Harmonically Excited VibrationДокумент61 страницаHarmonically Excited VibrationSiddharth MohanОценок пока нет
- NCERT Solutions for Dual Nature of Radiation and Matter Chapter 11Документ35 страницNCERT Solutions for Dual Nature of Radiation and Matter Chapter 11Parvatham VijayОценок пока нет
- Velocity-Distribution in Pressurized Pipe Flow Using CFD: Accuracy and Mesh AnalysisДокумент18 страницVelocity-Distribution in Pressurized Pipe Flow Using CFD: Accuracy and Mesh Analysissaad saeedОценок пока нет
- Maximum Flow (M3/Hr) Vessel SizeДокумент4 страницыMaximum Flow (M3/Hr) Vessel SizeAquarius ChemicalsОценок пока нет
- Graph and acceleration analysis of falling objectДокумент6 страницGraph and acceleration analysis of falling objectJeffrey PiggottОценок пока нет
- Wave Optics SolutionsДокумент26 страницWave Optics SolutionsAjay AgrawalОценок пока нет
- Dynamic Force Analysis of MachinesДокумент3 страницыDynamic Force Analysis of MachinesSunny BhatiaОценок пока нет
- Inclined Planes & Forces NotesДокумент3 страницыInclined Planes & Forces Notespja752Оценок пока нет
- Lab Report 4Документ3 страницыLab Report 4Hassan MehmoodОценок пока нет
- NDT-Ultrasonic TestingДокумент42 страницыNDT-Ultrasonic TestingSameer Mohammad100% (4)
- Vibrations of A Free-Free BeamДокумент6 страницVibrations of A Free-Free BeamCaresmaОценок пока нет
- VLab Projectile Motion 2017Документ9 страницVLab Projectile Motion 2017JenОценок пока нет
- Group 5: Chapter 6: Interphase Transport in Isothermal Systems 6.1 Definition of Friction FactorsДокумент18 страницGroup 5: Chapter 6: Interphase Transport in Isothermal Systems 6.1 Definition of Friction Factorssaravthen0% (1)