Вам также может понравиться
- Contrat de Phase Bielle Phase 10Документ1 страницаContrat de Phase Bielle Phase 10El Habib CherqaouiОценок пока нет
- Correction - DM - Préparation - DS - SN 514Документ11 страницCorrection - DM - Préparation - DS - SN 514Vincent PropsacОценок пока нет
- tp2 Ci3 Doshydro PDFДокумент12 страницtp2 Ci3 Doshydro PDFÕůśśmãŞįmőОценок пока нет
- Exercice N°3 - Programmation Partie Fraisage CN - CorrectionДокумент3 страницыExercice N°3 - Programmation Partie Fraisage CN - CorrectionAymen GmarОценок пока нет
- TP 3 - Etude de La Flexion A 3 PointsДокумент6 страницTP 3 - Etude de La Flexion A 3 PointsPrivat ZouobaОценок пока нет
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesОт EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesОценок пока нет
- Devoir17 18Документ2 страницыDevoir17 18jihenkОценок пока нет
- 1-Commande D'un Afficheur Et Un PortaileДокумент15 страниц1-Commande D'un Afficheur Et Un PortaileBarchan Yâ SînОценок пока нет
- Corrigé Bac Pro MEI 2020Документ14 страницCorrigé Bac Pro MEI 2020HakobyanОценок пока нет
- TP3-6a PerageДокумент1 страницаTP3-6a PeragebaskourОценок пока нет
- TFM M23 Mathematiques Et Mecanique appliquees-FM-TFMДокумент103 страницыTFM M23 Mathematiques Et Mecanique appliquees-FM-TFMAhmed DjebbiОценок пока нет
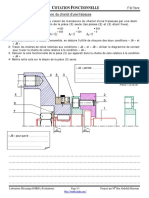
- Volant de Manoeuvre Du Chariot D'une FraiseuseДокумент1 страницаVolant de Manoeuvre Du Chariot D'une FraiseuseAdima Said100% (1)
- MI IV 110 A ProfДокумент15 страницMI IV 110 A ProfKOUADIO PATRICEОценок пока нет
- DC2 Bras Manipulateur PDFДокумент8 страницDC2 Bras Manipulateur PDFMohamed Adem GhorbelОценок пока нет
- Ds 2 15-16Документ4 страницыDs 2 15-16Otman Oto100% (1)
- Act (Tour Pinacho - Embrayage) P143-147 PDFДокумент5 страницAct (Tour Pinacho - Embrayage) P143-147 PDFnassim100% (1)
- Exercice Sur La Programmation Iso G90-CorrigeДокумент1 страницаExercice Sur La Programmation Iso G90-CorrigekhocineОценок пока нет
- Commandées Chacun Par Un Distributeur 5/2 À Pilotage Électrique) - OnДокумент7 страницCommandées Chacun Par Un Distributeur 5/2 À Pilotage Électrique) - OnYoussef YouriОценок пока нет
- Grafcet Cours 01.docx ValaireДокумент16 страницGrafcet Cours 01.docx ValaireDalvanoОценок пока нет
- Auto Ma Ti Que Continue 2003Документ32 страницыAuto Ma Ti Que Continue 2003hakkayОценок пока нет
- TP2 automatismeLAIIДокумент6 страницTP2 automatismeLAIIfakhri menjliОценок пока нет
- Examens Nationaux Bacpro Maintenance Industrielle Mawad2 2018 NДокумент18 страницExamens Nationaux Bacpro Maintenance Industrielle Mawad2 2018 NFatiha JlilОценок пока нет
- La Chaîne D'énergie - Cours - ProfДокумент2 страницыLa Chaîne D'énergie - Cours - ProfAzerty Delegfr100% (1)
- TP5-1 FeuxДокумент6 страницTP5-1 FeuxsakiinaОценок пока нет
- Corrigé td1 - Lecon1Документ6 страницCorrigé td1 - Lecon1mrst 2000Оценок пока нет
- Devoir de Synthèse N°3 - Génie Mécanique - Bac Technique (2011-2012) MR Ben Slimen PDFДокумент5 страницDevoir de Synthèse N°3 - Génie Mécanique - Bac Technique (2011-2012) MR Ben Slimen PDFkhocine0% (1)
- Exo Machine Automatique CorrectionДокумент3 страницыExo Machine Automatique CorrectionMila zОценок пока нет
- Les HacheursДокумент8 страницLes HacheursLamine AhmedОценок пока нет
- MACHINE A ECRIRE Résumé de Correction PDFДокумент8 страницMACHINE A ECRIRE Résumé de Correction PDFyassine yazidiОценок пока нет
- Grafcet Linéaire CorrectionДокумент3 страницыGrafcet Linéaire Correctionali18abidОценок пока нет
- Devoir de Controle n1 Bac MecaniqueДокумент3 страницыDevoir de Controle n1 Bac Mecaniqueأحمد رائد الفضاءОценок пока нет
- EXAMEN Automatisme 2023Документ2 страницыEXAMEN Automatisme 2023MOHAMMED HAMOUCH100% (1)
- TD Dynamique Des Fluides Reels A2Документ7 страницTD Dynamique Des Fluides Reels A2E-skills CorporationОценок пока нет
- Tp7 Freinage Machine Asynchrone Injection Courant ContinuДокумент5 страницTp7 Freinage Machine Asynchrone Injection Courant Continudavsou100% (1)
- QCM SolidworksДокумент1 страницаQCM SolidworksAhmed Nasfi100% (1)
- Semestre 2 DS 1 2008-2009 Leve Personne OriorДокумент8 страницSemestre 2 DS 1 2008-2009 Leve Personne OriorKhawla BkОценок пока нет
- Vérin de Sertissage Actions Pression Et RessortДокумент3 страницыVérin de Sertissage Actions Pression Et RessortNelly Paganessi0% (2)
- Projet Serre JointДокумент12 страницProjet Serre JointGOUAL SaraОценок пока нет
- Tp3 Etude Montages Redresseurs CommandesДокумент5 страницTp3 Etude Montages Redresseurs CommandesDjalal Eddine HammachiОценок пока нет
- DistributeursДокумент7 страницDistributeursdayangОценок пока нет
- CR AytomgneДокумент13 страницCR AytomgneMhB SaAdОценок пока нет
- 01programme 2STM PDFДокумент9 страниц01programme 2STM PDFMajda El-aouniОценок пока нет
- TD02Документ3 страницыTD02Aicha B'mhОценок пока нет
- TD4 Auto Grafcet Percage Automatise DT PDFДокумент29 страницTD4 Auto Grafcet Percage Automatise DT PDFElhanafi OuatahОценок пока нет
- Cours No.6 PDFДокумент60 страницCours No.6 PDFWolfpackxx86Оценок пока нет
- Ptv-Roue À GorgeДокумент5 страницPtv-Roue À Gorgeadem bengharsaОценок пока нет
- Systeme de PercageДокумент1 страницаSysteme de PercageRedaAbdraouf100% (1)
- Devoir 3 Si 2 Bac STM Tri de CaisseДокумент11 страницDevoir 3 Si 2 Bac STM Tri de CaisseHajar Ben GaraâОценок пока нет
- Sujet - Lève Personne - ÉlèveДокумент10 страницSujet - Lève Personne - ÉlèveremivsnОценок пока нет
- Sujet-Bac GM 2001Документ19 страницSujet-Bac GM 2001Ali TrikiОценок пока нет
- Dissier TechniqueДокумент5 страницDissier Techniquentab50% (2)
- 2-TD-AVPEF-Butée - ComdДокумент1 страница2-TD-AVPEF-Butée - ComdSouhayle LamrabetОценок пока нет
- Capteur PneumatiqueДокумент6 страницCapteur Pneumatiqueaiman0% (2)
- Gamme D Usinage de La Piece 2Документ3 страницыGamme D Usinage de La Piece 2Med Amine HattakiОценок пока нет
- Machine de Perçage Et Découpage Automatisée: I. Cahier de ChargeДокумент3 страницыMachine de Perçage Et Découpage Automatisée: I. Cahier de ChargeSyrine MzoughiОценок пока нет
- Module 22 Emi2Документ4 страницыModule 22 Emi2Younes ElguendouzОценок пока нет
- Perceuse Automatique: Présenté ParДокумент7 страницPerceuse Automatique: Présenté ParMohamed Amine ZouhriОценок пока нет
- Validation d'APEF - Cours - CorrigéДокумент5 страницValidation d'APEF - Cours - CorrigéAziz AmtdiОценок пока нет
- Bond GraphsДокумент77 страницBond Graphszaid oumaimaОценок пока нет
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysОт EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysОценок пока нет
- Pollution Plastique 1asДокумент3 страницыPollution Plastique 1asnarrymene95Оценок пока нет
- Examen de Fin de Module Module M02: Les Bases Algorithmiques Date de Passation: 17/02/2022 Nom: PrénomДокумент4 страницыExamen de Fin de Module Module M02: Les Bases Algorithmiques Date de Passation: 17/02/2022 Nom: PrénomYassin AbdoОценок пока нет
- Communication Sur Tableau de BordДокумент15 страницCommunication Sur Tableau de BordHamid Talai100% (1)
- Rougeole CATДокумент18 страницRougeole CATAnonymous nzEFPlPvxJОценок пока нет
- Elric! FR - Adv - Le Divertissement de MalberodeДокумент5 страницElric! FR - Adv - Le Divertissement de MalberodeAlkinoosОценок пока нет
- Cours Des Essais Et Mesures IV 2015 2016.Документ18 страницCours Des Essais Et Mesures IV 2015 2016.Nda JeanОценок пока нет
- Cours 1 FCInstrumentationДокумент152 страницыCours 1 FCInstrumentationÉnō ŁāОценок пока нет
- Obervation On Civil Registration in Brazzaville - CongoДокумент30 страницObervation On Civil Registration in Brazzaville - CongomaturinОценок пока нет
- Situation Des Regions Naturelles Du SenegalДокумент4 страницыSituation Des Regions Naturelles Du Senegalmalickthiagne3100% (1)
- 5SGUAA5Документ49 страниц5SGUAA5ebey_endunОценок пока нет
- Feuille de Présence: Direction Regionale de L'Emploi de Chlef Agence de Wilaya de L'Emploi ChlefДокумент1 страницаFeuille de Présence: Direction Regionale de L'Emploi de Chlef Agence de Wilaya de L'Emploi ChlefabdoistheoneОценок пока нет
- 2011 Li JingДокумент71 страница2011 Li JingAnonymous f0hFc1vaeAОценок пока нет
- Comparatif 9606-1 287-1Документ3 страницыComparatif 9606-1 287-1g33k59Оценок пока нет
- Rapport Pfe m2gc UrДокумент26 страницRapport Pfe m2gc UrAntsatinaОценок пока нет
- Es Tests E Tef Test D Évaluation de Français: I. T 1 I. P Ii. S Iii. I Iv. M 'Документ1 страницаEs Tests E Tef Test D Évaluation de Français: I. T 1 I. P Ii. S Iii. I Iv. M 'tchokomeni fagasОценок пока нет
- FT - To26x60 FRДокумент1 страницаFT - To26x60 FRmonrmОценок пока нет
- Criminelles (Pierre Bellemare)Документ271 страницаCriminelles (Pierre Bellemare)zaboub mohamedОценок пока нет
- Projet Ecole IДокумент21 страницаProjet Ecole IAugustin Rodrigue TanguenanОценок пока нет
- Délais de Paiement - Les Nouvelles Règles en 2023 Au MarocДокумент1 страницаDélais de Paiement - Les Nouvelles Règles en 2023 Au MaroccomptedyaliОценок пока нет
- Sport 164Документ48 страницSport 164final65100% (3)
- 5 Is Liquidation de L ImpotДокумент9 страниц5 Is Liquidation de L ImpotElbazzaz GhitaОценок пока нет
- 3 TP HTMLДокумент8 страниц3 TP HTMLمحمد بورمضانОценок пока нет
- ZZFRAE19E Cat Estero BC-CID FRANCAIS Lres SC-1Документ44 страницыZZFRAE19E Cat Estero BC-CID FRANCAIS Lres SC-1Precieux MahingaОценок пока нет
- LABO IBN SINA Laboratoire D'analyse Médicale À RABAT - Google LocalДокумент1 страницаLABO IBN SINA Laboratoire D'analyse Médicale À RABAT - Google LocalNada LinaОценок пока нет
- Saint-Saens Prelude and Fugue in Eb For Organ Sheet Music in PDFДокумент21 страницаSaint-Saens Prelude and Fugue in Eb For Organ Sheet Music in PDFdigitalsheetplusОценок пока нет
- Fiche Métier: Administrateur de Base de Données: Appellations Couramment UtiliséesДокумент34 страницыFiche Métier: Administrateur de Base de Données: Appellations Couramment UtiliséesHenaneОценок пока нет
- IT Cooling SolutionsДокумент76 страницIT Cooling SolutionsazizОценок пока нет
- Cadre Reglementaire DESCOGEF-2Документ8 страницCadre Reglementaire DESCOGEF-2andemaximin40% (5)
- DEC 3 - Le Mémoire Dexpertise Comptable PDFДокумент202 страницыDEC 3 - Le Mémoire Dexpertise Comptable PDFMeryem OumadОценок пока нет