Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Course NotesДокумент79 страницCourse NotesMukesh KumarОценок пока нет
- MAQUINAДокумент2 страницыMAQUINAEnrique PinazoОценок пока нет
- Abrassive Processes (Broaching, Grinding. Lapping, Honing, Super Finishing)Документ37 страницAbrassive Processes (Broaching, Grinding. Lapping, Honing, Super Finishing)Faysal AhmedОценок пока нет
- Cast Iron Price Calculator - Gray Iron, Ductile IronДокумент4 страницыCast Iron Price Calculator - Gray Iron, Ductile IronKrishna Mohan T.RОценок пока нет
- Solutions Manual SM Ch11-20Документ88 страницSolutions Manual SM Ch11-20Tham Wai Hung89% (9)
- Pub - Contemporary Ergonomics 2009 Proceedings of The in PDFДокумент558 страницPub - Contemporary Ergonomics 2009 Proceedings of The in PDFVinod Thakur0% (1)
- Revised Key To The Post of Asstt - Proff (CC) - ENGLISH Held On 24-11-2017Документ10 страницRevised Key To The Post of Asstt - Proff (CC) - ENGLISH Held On 24-11-2017Vinod ThakurОценок пока нет
- Chap IXB - Decision MakingДокумент8 страницChap IXB - Decision MakingVinod ThakurОценок пока нет
- Welding: Visit For More Learning ResourcesДокумент23 страницыWelding: Visit For More Learning Resourcestanu rdОценок пока нет
- Fundamentals of Additive Manufacturing Technologies - Unit 3 - Week 1 - Introduction To Additive ManufacturingДокумент6 страницFundamentals of Additive Manufacturing Technologies - Unit 3 - Week 1 - Introduction To Additive ManufacturingVinod ThakurОценок пока нет
- Module 1Документ191 страницаModule 1Vinod ThakurОценок пока нет
- Trade of Metal Fabrication: Module 4: Structural Steel Fabrication Unit 11: Introduction To CNC Phase 2Документ69 страницTrade of Metal Fabrication: Module 4: Structural Steel Fabrication Unit 11: Introduction To CNC Phase 2Vinod ThakurОценок пока нет
- 24 Forces Developing and Acting in Machine ToolsДокумент13 страниц24 Forces Developing and Acting in Machine ToolsPRASAD326100% (4)
- Assigmnet 1 DR PS Rao PDFДокумент22 страницыAssigmnet 1 DR PS Rao PDFVinod ThakurОценок пока нет
- CHP - 51 - Cellular Manufacturing PDFДокумент20 страницCHP - 51 - Cellular Manufacturing PDFVinod ThakurОценок пока нет
- Lec 40Документ7 страницLec 40Vinod ThakurОценок пока нет
- Lec 1Документ18 страницLec 1Vinod ThakurОценок пока нет
- Ch22 MachiningOps Wiley PDFДокумент72 страницыCh22 MachiningOps Wiley PDFMohan ShanmugamОценок пока нет
- Materials and Process Selection For EngiДокумент4 страницыMaterials and Process Selection For EngiVinod ThakurОценок пока нет
- 12 - Chapter 2 PDFДокумент14 страниц12 - Chapter 2 PDFindra bhan SinghОценок пока нет
- Trade of Metal Fabrication: Module 4: Structural Steel Fabrication Unit 11: Introduction To CNC Phase 2Документ69 страницTrade of Metal Fabrication: Module 4: Structural Steel Fabrication Unit 11: Introduction To CNC Phase 2Vinod ThakurОценок пока нет
- Fundamentals of Machining: Qualitative ProblemsДокумент14 страницFundamentals of Machining: Qualitative ProblemsVinod ThakurОценок пока нет
- TOOL DESIGN - Lecture - NotesДокумент42 страницыTOOL DESIGN - Lecture - NotesVinod ThakurОценок пока нет
- Metal Cutting TheoryДокумент44 страницыMetal Cutting Theoryrejeesh_rajendranОценок пока нет
- Processplanning 140517022639 Phpapp02Документ33 страницыProcessplanning 140517022639 Phpapp02Vinod ThakurОценок пока нет
- TOOL DESIGN - Lecture - NotesДокумент42 страницыTOOL DESIGN - Lecture - NotesVinod ThakurОценок пока нет
- Weld Visual Inspection Report-PRE-OX ATTACHMENTSДокумент4 страницыWeld Visual Inspection Report-PRE-OX ATTACHMENTSengsam777Оценок пока нет
- 20Mnv6 Hollow Bar: Iso Stocked Sizesiso ChartДокумент3 страницы20Mnv6 Hollow Bar: Iso Stocked Sizesiso ChartretrogradesОценок пока нет
- NDT Weld Visual Inspection ProcedureДокумент4 страницыNDT Weld Visual Inspection ProcedureAvneet MaanОценок пока нет
- W10x22 Beam To W10x22 BeamДокумент2 страницыW10x22 Beam To W10x22 Beamsurbanoj_79Оценок пока нет
- 20160323010710-C40E (Ck40)Документ2 страницы20160323010710-C40E (Ck40)Hans GoetheОценок пока нет
- BT-MR 550Документ2 страницыBT-MR 550David VallsОценок пока нет
- More More Value! Value!Документ4 страницыMore More Value! Value!dimulerОценок пока нет
- Groover Fundamentos Manual Soluciones C22Документ10 страницGroover Fundamentos Manual Soluciones C22Ayush BhadauriaОценок пока нет
- Jigs and FixturesДокумент11 страницJigs and FixturesDerrick Maatla MoadiОценок пока нет
- WorkshopДокумент5 страницWorkshopJoseph NjugunaОценок пока нет
- Daftar Harga BesiДокумент29 страницDaftar Harga BesiBejo RaharjoОценок пока нет
- Presentation Topic:: Soldering and BrazingДокумент27 страницPresentation Topic:: Soldering and BrazingSarath ChandraОценок пока нет
- Tolerances and Fits ExercisesДокумент7 страницTolerances and Fits ExercisesXacobe PiñeiroОценок пока нет
- Proper Bolt TorqueДокумент2 страницыProper Bolt TorqueDarmawan PutrantoОценок пока нет
- 3054Документ4 страницы3054Colin SillmanОценок пока нет
- TurningДокумент312 страницTurningnesojloОценок пока нет
- 1.4125 440c PDFДокумент2 страницы1.4125 440c PDFsuntansueОценок пока нет
- GuidesДокумент7 страницGuidesALCHY IGNОценок пока нет
- 9-Casting & Welding Theory & Questions Altogethre 2013 PDFДокумент66 страниц9-Casting & Welding Theory & Questions Altogethre 2013 PDFNaveenKumarОценок пока нет
- Manufacturing: ProcessДокумент22 страницыManufacturing: ProcessKKОценок пока нет
- ME 2202 - PPP Casting-03Документ63 страницыME 2202 - PPP Casting-03Satyajeet SahooОценок пока нет
- SKD11, D2, SKH59, M42Документ2 страницыSKD11, D2, SKH59, M42QA LAB ISMОценок пока нет
- Dimensi & Toleransi Ulir TrapesiumДокумент7 страницDimensi & Toleransi Ulir TrapesiumHadi HendrariyantoОценок пока нет
- Final Drawing F Air Reservoir of 29000T Chemical Taker HULLNO::H03130011Документ10 страницFinal Drawing F Air Reservoir of 29000T Chemical Taker HULLNO::H03130011AndrewBruxОценок пока нет
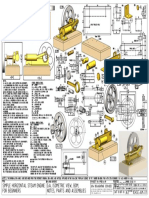
- Maquina A VaporДокумент1 страницаMaquina A VaporJesús Los ArcosОценок пока нет
- ExtrusionДокумент15 страницExtrusionSaad Ur RehmanОценок пока нет