Вам также может понравиться
- 1 - Guia Didactica - Torno CK6032Документ32 страницы1 - Guia Didactica - Torno CK6032UnTallPiipeeAlvarez50% (2)
- Montaje y Desmontaje de RodamientosДокумент39 страницMontaje y Desmontaje de RodamientosJersin EhОценок пока нет
- Manual de Identicacion Roscas PDFДокумент14 страницManual de Identicacion Roscas PDFWilmar Paul VasquezОценок пока нет
- Acoplamientos AlvaДокумент22 страницыAcoplamientos AlvaCarlos JavierОценок пока нет
- Guia 5Документ40 страницGuia 5brayan bernalОценок пока нет
- Acoplamientos Flexibles Jaure2Документ28 страницAcoplamientos Flexibles Jaure2Carlos Gallardo LagosОценок пока нет
- Catálogo de Riel DIN 1 PDFДокумент2 страницыCatálogo de Riel DIN 1 PDFmartin mannoneОценок пока нет
- Entallado Fellows 2Документ14 страницEntallado Fellows 2Glenn CM100% (4)
- Manual Instrucciones Mantenimiento Reductores MotorreductoresДокумент48 страницManual Instrucciones Mantenimiento Reductores MotorreductoresMakliber100% (2)
- UltraMax Type FC3, FZ3, Sizes 2040,2050 Gear Drives - Parts ManualДокумент3 страницыUltraMax Type FC3, FZ3, Sizes 2040,2050 Gear Drives - Parts ManualMAYESTON50% (2)
- Inspección de Motores EléctricosДокумент6 страницInspección de Motores EléctricosRichar Vargas100% (2)
- Manual Caja ReductoraДокумент44 страницыManual Caja ReductoraEDUARDO ESQUIAGOLAОценок пока нет
- DIN 3141 AcabadoДокумент4 страницыDIN 3141 AcabadoMoises Roger Jimenez SalinasОценок пока нет
- Capitulo 18 Engranajes Ansi Iso PDFДокумент27 страницCapitulo 18 Engranajes Ansi Iso PDFedimomoОценок пока нет
- Montaje y Desmontaje de Reductor de Velocidad de TornilloДокумент13 страницMontaje y Desmontaje de Reductor de Velocidad de TornilloJosé Flores IbarraОценок пока нет
- Mantenimiento de Reductores de Corona Sin FinДокумент6 страницMantenimiento de Reductores de Corona Sin Finluis alfredo mejia rodriguezОценок пока нет
- Acoplamientos Flender PDFДокумент36 страницAcoplamientos Flender PDFJorge A Vilal0% (1)
- Manual Torno Siemens CBTISДокумент221 страницаManual Torno Siemens CBTISJuan PerezОценок пока нет
- Catalogo Motores SiemensДокумент32 страницыCatalogo Motores SiemensIván BPОценок пока нет
- Cálculo de Tornillo Sin Fin y Corona (Tipo A)Документ2 страницыCálculo de Tornillo Sin Fin y Corona (Tipo A)catoheroОценок пока нет
- Ajuste EntrehierroДокумент6 страницAjuste Entrehierro50505050Оценок пока нет
- Montaje y DesmontajeДокумент26 страницMontaje y DesmontajeFelix Wilber Florez Velazco0% (2)
- RoscasДокумент25 страницRoscasGary BoteloОценок пока нет
- Planos Mortajadora para TornoДокумент7 страницPlanos Mortajadora para TornoDavid CrespoОценок пока нет
- ROSCAS HistoriaДокумент7 страницROSCAS HistoriaFranciscoDanielRamirezFloresОценок пока нет
- EsДокумент3 страницыEsAndres GutierrezОценок пока нет
- Avv - 701 Manual en EspañolДокумент14 страницAvv - 701 Manual en EspañolBladimir Jesus Vasquez AlaveОценок пока нет
- ST Electric Shoe Brake Manual - SpanishДокумент53 страницыST Electric Shoe Brake Manual - SpanishJose FernandezОценок пока нет
- Designacion de RodamientosДокумент2 страницыDesignacion de RodamientosAlvaroMaussaCaballeroОценок пока нет
- DESPIECE REDUCTOR MIXER - 01257596 - EsДокумент1 страницаDESPIECE REDUCTOR MIXER - 01257596 - EsEdson Eduardo Medina de la CruzОценок пока нет
- Protocolo de Diagnostico Torno Universal PDFДокумент18 страницProtocolo de Diagnostico Torno Universal PDFNelson Vino100% (1)
- Capítulo 1Документ14 страницCapítulo 1Héctor SánchezОценок пока нет
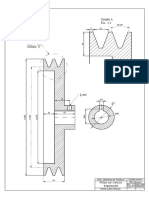
- Polea Con Ranura Trapezoidal - DIBUJO MECÁNICOДокумент1 страницаPolea Con Ranura Trapezoidal - DIBUJO MECÁNICONeheyler Mecatrónico100% (1)
- Despiece Bomba AutocebanteДокумент4 страницыDespiece Bomba AutocebanteBayronPalacioОценок пока нет
- Compresor - Repicky-Manual Operacion y Mantenimiento RVM1000Документ27 страницCompresor - Repicky-Manual Operacion y Mantenimiento RVM1000Jose MurilloОценок пока нет
- SEW Motor DRS-DRE-DRP PDFДокумент108 страницSEW Motor DRS-DRE-DRP PDFAlejandroO.VargasОценок пока нет
- Elementos de FijacionДокумент9 страницElementos de FijacionMIGUEL ANGEL GARCIAОценок пока нет
- FlenderДокумент64 страницыFlenderJorge A Vilal100% (1)
- Manual de Usuario Electrosoldador Miller 450 PDFДокумент56 страницManual de Usuario Electrosoldador Miller 450 PDFHollman Restrepo100% (1)
- Juntas Toricas Tarea 10Документ17 страницJuntas Toricas Tarea 10Dennis Juli Ramos100% (1)
- Curso de Alineacion de EjesДокумент5 страницCurso de Alineacion de Ejesflaviolatorre100% (1)
- Roscas TrapezoidalesДокумент3 страницыRoscas TrapezoidalesAntonio ValeraОценок пока нет
- Tabela de RoscasДокумент20 страницTabela de RoscasWellington BeneditoОценок пока нет
- AFA RodamientosДокумент40 страницAFA RodamientosHernanОценок пока нет
- Curso de Aplicacion de TorqueДокумент25 страницCurso de Aplicacion de Torquerodolfosti50% (2)
- Tipo de Bujes MartinsДокумент16 страницTipo de Bujes MartinsJuan Carlos López ValdiviezoОценок пока нет
- Guia Rapida Vacio SMCДокумент104 страницыGuia Rapida Vacio SMCMauricio NavarreteОценок пока нет
- Motores Electricos y RodamientosДокумент44 страницыMotores Electricos y RodamientosLuis Jose Vasquez Pineda100% (1)
- Roscado EXPOSICIONДокумент26 страницRoscado EXPOSICIONAndres100% (1)
- TorquesДокумент4 страницыTorquesOscar100% (3)
- Estudio de Los Engranajes RectosДокумент9 страницEstudio de Los Engranajes Rectosdiiegho00Оценок пока нет
- Estribadora ALBA D24LДокумент26 страницEstribadora ALBA D24LAlfredo Cerv100% (1)
- Designacion de Las RoscasДокумент15 страницDesignacion de Las Roscaskaincinhe80% (5)
- Ejes y ArbolesДокумент5 страницEjes y Arbolesrobyn100Оценок пока нет
- Renk Cojinete Deslizante Tipo EM - EspañolДокумент74 страницыRenk Cojinete Deslizante Tipo EM - EspañolJuan Manuel Rodriguez100% (1)
- Extractor de PoleasДокумент14 страницExtractor de PoleasMouleca SfxОценок пока нет
- Maqueta RodamientoДокумент33 страницыMaqueta RodamientoMirko DazaОценок пока нет
- Bomba de FloculanteДокумент176 страницBomba de FloculanteDiana Carolina Zapata BerecheОценок пока нет
- 227761-240 VceДокумент268 страниц227761-240 VceWagner BernardinaОценок пока нет
- 04.CJ211 04 Maintenance Instructions S222.362-01.EsДокумент114 страниц04.CJ211 04 Maintenance Instructions S222.362-01.EscesarОценок пока нет
- Balanceo Dinámico Ventilador Transporte Molino 1Документ3 страницыBalanceo Dinámico Ventilador Transporte Molino 1victor perdomoОценок пока нет
- Calentador PDFДокумент6 страницCalentador PDFvictor perdomoОценок пока нет
- Manual-Termometro Infrarrojo PDFДокумент9 страницManual-Termometro Infrarrojo PDFvictor perdomoОценок пока нет
- Sy 1.1 - 4 TF PDFДокумент2 страницыSy 1.1 - 4 TF PDFvictor perdomoОценок пока нет
- Cadena C131 PDFДокумент1 страницаCadena C131 PDFvictor perdomoОценок пока нет
- Acople FLEX Con Espaciador SKFДокумент1 страницаAcople FLEX Con Espaciador SKFvictor perdomoОценок пока нет
- 6202 - Va201 - 20200512Документ4 страницы6202 - Va201 - 20200512victor perdomoОценок пока нет
- Bujes para PinonesДокумент15 страницBujes para Pinonesvictor perdomoОценок пока нет
- DISEÑO DE VIGA SECCION COMPUESTA RIO CAZADOR FINALE FinaleДокумент68 страницDISEÑO DE VIGA SECCION COMPUESTA RIO CAZADOR FINALE FinaleGENARO JUSTO LLERENA CARDENASОценок пока нет
- Especificacion PluvialДокумент35 страницEspecificacion Pluvialximena colquehuancaОценок пока нет
- Metrado de AlcantarilladoДокумент11 страницMetrado de AlcantarilladoAlberto David Feijoo ZapataОценок пока нет
- Clavo de Acero Expuesto Al AmbienteДокумент10 страницClavo de Acero Expuesto Al AmbienteElfer NandoОценок пока нет
- Compresión InconfinadaДокумент10 страницCompresión InconfinadaSebastianBojacaОценок пока нет
- Temario - M6T4 - Cálculo de Estructuras Metálicas Con METAL 3D (II)Документ77 страницTemario - M6T4 - Cálculo de Estructuras Metálicas Con METAL 3D (II)Mario GuillenОценок пока нет
- Refuerzo AcueductoДокумент28 страницRefuerzo AcueductoeduardoОценок пока нет
- INFORMEДокумент16 страницINFORMEJoaoSandОценок пока нет
- Materiales AglomeradosДокумент3 страницыMateriales AglomeradosNatalia ParejaОценок пока нет
- Catalogo Tulum PDFДокумент7 страницCatalogo Tulum PDFJesus OrtizОценок пока нет
- Cotización - Asuarezc - I.E. 14031Документ24 страницыCotización - Asuarezc - I.E. 14031moscolm617Оценок пока нет
- TrabajjosssДокумент8 страницTrabajjosssAdriano FernandezОценок пока нет
- Clase 4 Mecanica de FluidosДокумент41 страницаClase 4 Mecanica de FluidosAlexander Uribe67% (3)
- Estructuras III.Документ27 страницEstructuras III.Luis Carlos FloresОценок пока нет
- N 015 MaterialesДокумент19 страницN 015 MaterialesNatalia_Fanari_7314Оценок пока нет
- 20132-14 6ta PL Prop MaderaДокумент16 страниц20132-14 6ta PL Prop MaderaJosé C. PachecoОценок пока нет
- Manual Metrado para Obras de EdificacionДокумент27 страницManual Metrado para Obras de EdificacionJohnny Zulca Mamani100% (2)
- Troglia - Estructuras de Acero Con Tubos y Secciones Abiertas Conformadas - Tomo IДокумент518 страницTroglia - Estructuras de Acero Con Tubos y Secciones Abiertas Conformadas - Tomo IAndres Cupo100% (6)
- Ejercicios Resuelto de Ondas SismicasДокумент6 страницEjercicios Resuelto de Ondas SismicasFlor De Maria LlamoccaОценок пока нет
- Cuadro Comparativo Maquinas HerramientasДокумент4 страницыCuadro Comparativo Maquinas HerramientasOswaldo Cuatecontzi TlilayatziОценок пока нет
- Esfuerzo Deformacion Axial PDFДокумент10 страницEsfuerzo Deformacion Axial PDFANDRES JULIAN RUBIANO ALDANAОценок пока нет
- Especificciones UbsДокумент39 страницEspecificciones UbsLuis Alberto GSОценок пока нет
- Ejemplo de Diseño de AlbañileriaДокумент27 страницEjemplo de Diseño de AlbañileriaIrwin Morales Llenque100% (1)
- Presentacion Final de 22sp TERMOДокумент46 страницPresentacion Final de 22sp TERMOBrayan SilveraОценок пока нет
- Folio 42260090Документ610 страницFolio 42260090Erick VillegasОценок пока нет
- Pablo Galletero MonteroДокумент368 страницPablo Galletero MonteroJenn RodriguezОценок пока нет
- Construcción de Sotanos Bogota ANCLAJES ACTIVOS "SPRINGSOL" Suelos BlandosДокумент96 страницConstrucción de Sotanos Bogota ANCLAJES ACTIVOS "SPRINGSOL" Suelos BlandosElizhabet Flores PaucarОценок пока нет
- Propiedades MecanicasДокумент7 страницPropiedades MecanicasManuela EscandónОценок пока нет
- Planilla de Metrados - Excel EstudiantesДокумент10 страницPlanilla de Metrados - Excel EstudiantesAlfredo Carpio TorresОценок пока нет
- Expediente Instalaciones EléctricasДокумент42 страницыExpediente Instalaciones EléctricascesarОценок пока нет