Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Crispin Valve Maintenance ManualДокумент17 страницCrispin Valve Maintenance ManualJohnny VargasОценок пока нет
- Maintain Series 800 Pressure Relief ValvesДокумент24 страницыMaintain Series 800 Pressure Relief ValvesJohnny VargasОценок пока нет
- D 2000 - 00 - Rdiwmdatmdbfmq - PDFДокумент38 страницD 2000 - 00 - Rdiwmdatmdbfmq - PDFJohnny VargasОценок пока нет
- Astm G30 PDFДокумент7 страницAstm G30 PDFJohnny Vargas100% (1)
- A 313 - A 313m - 03 Qtmxmy9bmzeztqДокумент7 страницA 313 - A 313m - 03 Qtmxmy9bmzeztqGonzaloОценок пока нет
- G16 Analisa Statistik Korosi PDFДокумент14 страницG16 Analisa Statistik Korosi PDFBusairi AchmadОценок пока нет
- A 232 - A 232m - 99 Qtizmi9bmjmytqДокумент4 страницыA 232 - A 232m - 99 Qtizmi9bmjmytqRafael GarciaОценок пока нет
- Product Catalog: Body/Bonnet Trim ServiceДокумент56 страницProduct Catalog: Body/Bonnet Trim ServiceOscar Franco MОценок пока нет
- Si Units PDFДокумент4 страницыSi Units PDFசெல்வ குமார்Оценок пока нет
- Rubber Hose For Automotive Air and Vacuum Brake System: Standard Test Methods ForДокумент5 страницRubber Hose For Automotive Air and Vacuum Brake System: Standard Test Methods Forarifin rizalОценок пока нет
- G 28 - 02 - Rzi4 PDFДокумент7 страницG 28 - 02 - Rzi4 PDFSamuel EduardoОценок пока нет
- ASTM G31-72 - Laboratory Immersion Corrosion Testing of MetalsДокумент8 страницASTM G31-72 - Laboratory Immersion Corrosion Testing of Metalsnengsintanovita100% (17)
- Astm G181 PDFДокумент9 страницAstm G181 PDFJohnny VargasОценок пока нет
- G 15 - 04 - Rze1 PDFДокумент5 страницG 15 - 04 - Rze1 PDFRahmat Ramadhan PasaribuОценок пока нет
- ASTM G31-72 - Laboratory Immersion Corrosion Testing of MetalsДокумент8 страницASTM G31-72 - Laboratory Immersion Corrosion Testing of Metalsnengsintanovita100% (17)
- Astm G176 PDFДокумент9 страницAstm G176 PDFJohnny VargasОценок пока нет
- G 28 - 02 - Rzi4 PDFДокумент7 страницG 28 - 02 - Rzi4 PDFSamuel EduardoОценок пока нет
- Astm G180 PDFДокумент6 страницAstm G180 PDFJohnny VargasОценок пока нет
- Astm G30 PDFДокумент7 страницAstm G30 PDFJohnny Vargas100% (1)
- G16 Analisa Statistik Korosi PDFДокумент14 страницG16 Analisa Statistik Korosi PDFBusairi AchmadОценок пока нет
- Def Stan 02-337 Orings PDFДокумент30 страницDef Stan 02-337 Orings PDFJohnny VargasОценок пока нет
- G 15 - 04 - Rze1 PDFДокумент5 страницG 15 - 04 - Rze1 PDFRahmat Ramadhan PasaribuОценок пока нет
- 2009-05-21 Budget Quotation - ISONIC 2005 With Guided Wave Probes PDFДокумент4 страницы2009-05-21 Budget Quotation - ISONIC 2005 With Guided Wave Probes PDFJohnny VargasОценок пока нет
- API Thermoplastic Valve SeatsДокумент6 страницAPI Thermoplastic Valve SeatskrisОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Ukl 4040Документ11 страницUkl 4040prabal rayОценок пока нет
- Parition WorksДокумент46 страницParition WorkslavekushОценок пока нет
- Dismantling and Assembly Instructions For THX 3575 Crosshead E801431aДокумент12 страницDismantling and Assembly Instructions For THX 3575 Crosshead E801431aSami AbidaОценок пока нет
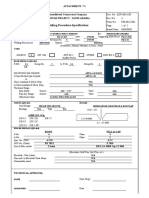
- Consolidated Contractors Welding Procedure SpecificationДокумент3 страницыConsolidated Contractors Welding Procedure Specificationsiva8000100% (1)
- Nanjing Tianshi New Material Technologies Co., LtdДокумент1 страницаNanjing Tianshi New Material Technologies Co., LtdYan TengОценок пока нет
- The-Catalogue-1 4 2021Документ296 страницThe-Catalogue-1 4 2021mahmood hameedОценок пока нет
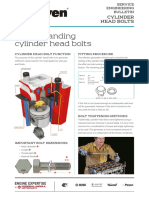
- Payen Cylinder Head BoltsДокумент2 страницыPayen Cylinder Head BoltsDamianos 980Оценок пока нет
- Drills 7 TappersДокумент10 страницDrills 7 TappersBe HappyОценок пока нет
- SP7021M00U18 000 A PDFДокумент3 страницыSP7021M00U18 000 A PDFPedro Casimiro GámizОценок пока нет
- Solder Wiki Inc Solder Melting PointsДокумент57 страницSolder Wiki Inc Solder Melting PointsPJFОценок пока нет
- CIRCULAR CLARIFIERДокумент3 страницыCIRCULAR CLARIFIERChristine FernandezОценок пока нет
- Company Reference List - 2013 PDFДокумент13 страницCompany Reference List - 2013 PDFMuhamad FajriОценок пока нет
- Catalogo de Partes Moto Yamaha Fino 115 AF115S 2bn2 Modelo 2013Документ63 страницыCatalogo de Partes Moto Yamaha Fino 115 AF115S 2bn2 Modelo 2013Rwbfwhfcb Bskdbcvdhbs100% (1)
- WPS-035 - (Pno.15e To Pno.7) - 2Документ2 страницыWPS-035 - (Pno.15e To Pno.7) - 2Allahyar YekkalamОценок пока нет
- Material Selection For Swimming PoolsДокумент3 страницыMaterial Selection For Swimming PoolsMandar KadamОценок пока нет
- Project Cambodia Piling RecordДокумент7 страницProject Cambodia Piling RecordNhoek Ren100% (1)
- Philippine Forestry Statistics 2006Документ255 страницPhilippine Forestry Statistics 2006Rudy LangiОценок пока нет
- Bamboo Spoon, Fork, Knife Making ProjectsДокумент23 страницыBamboo Spoon, Fork, Knife Making ProjectsLloyd Ki'sОценок пока нет
- WELLCAT Data Sheet 2 3Документ2 страницыWELLCAT Data Sheet 2 3Andres SilveyraОценок пока нет
- Dichtomatik V RingsДокумент2 страницыDichtomatik V Ringsali tabeОценок пока нет
- Woodworking For Beginners Step-By-Step Gu - Tom FosterДокумент105 страницWoodworking For Beginners Step-By-Step Gu - Tom FosterLalu budi SetiawanОценок пока нет
- Various Polishing TechnicsДокумент5 страницVarious Polishing TechnicsAdrian AguileraОценок пока нет
- INGERSOLL Montagem THB - Fraesen - EN PDFДокумент90 страницINGERSOLL Montagem THB - Fraesen - EN PDFAlexandre SouzaОценок пока нет
- Fccu PDFДокумент2 страницыFccu PDFSumit KaushikОценок пока нет
- Industrial InternshipДокумент24 страницыIndustrial InternshipGaurav PandeyОценок пока нет
- Arch-3.1-Aluminium Doors and WindowsДокумент3 страницыArch-3.1-Aluminium Doors and WindowsSherazОценок пока нет
- Lab 2. LatheДокумент14 страницLab 2. LatheNawafОценок пока нет
- HydrodesulfurisationДокумент3 страницыHydrodesulfurisationSO R ANОценок пока нет
- Granshot Iron Granulation Technology: Raw Materials and IronmakingДокумент4 страницыGranshot Iron Granulation Technology: Raw Materials and IronmakingROWHEITОценок пока нет
- Foundry TechnologyДокумент3 страницыFoundry TechnologyGunasegaran V50% (2)