Вам также может понравиться
- Buying An Oversized Pumo - ASHRAEДокумент7 страницBuying An Oversized Pumo - ASHRAEDeepak JoyОценок пока нет
- Tips For Correct Pump SelectionДокумент2 страницыTips For Correct Pump Selectionfawmer61Оценок пока нет
- Article 4Документ6 страницArticle 4mouadОценок пока нет
- Pump Operating RangeДокумент2 страницыPump Operating RangeNikesh100% (1)
- How To Read A Centrifugal Pump CurveДокумент15 страницHow To Read A Centrifugal Pump Curvearunima04Оценок пока нет
- Energy Efficient PumpДокумент5 страницEnergy Efficient PumpDhananjay SinghОценок пока нет
- Centrifugal Pump Design1Документ48 страницCentrifugal Pump Design1syuhaimi82Оценок пока нет
- PumpsДокумент8 страницPumpskannagi198Оценок пока нет
- 5.5 Thing Power Plant Need To Know About PumpsДокумент4 страницы5.5 Thing Power Plant Need To Know About Pumpsfirdausshukri14Оценок пока нет
- 6 Prime Movers of Energy: 6.1. PUMPSДокумент40 страниц6 Prime Movers of Energy: 6.1. PUMPSRodrigo DíazОценок пока нет
- Pump Selection & Specifications PDFДокумент1 страницаPump Selection & Specifications PDFarunperth50% (2)
- Avoid Cavitation ProblemsДокумент1 страницаAvoid Cavitation Problemssushant_jhawerОценок пока нет
- Impeller Geometry Suitable For BaladeДокумент7 страницImpeller Geometry Suitable For BaladeHayderAlSamawiОценок пока нет
- Pump Life Cycle Cost 8 Energy Cost ReductionДокумент31 страницаPump Life Cycle Cost 8 Energy Cost ReductionRafael OrjuelaОценок пока нет
- 6 Prime Movers of Energy: 6.1. PUMPSДокумент40 страниц6 Prime Movers of Energy: 6.1. PUMPSIan AsОценок пока нет
- Energy Savings in PumpsДокумент44 страницыEnergy Savings in PumpsAshif ARОценок пока нет
- Rod PumpДокумент18 страницRod PumpSharizada KanapiyevaОценок пока нет
- Advantage of VIL Pumps Over HSC Pumps AHSG2020Документ19 страницAdvantage of VIL Pumps Over HSC Pumps AHSG2020Ahmed GhonimОценок пока нет
- Best Efficiency Point & Performance Curves Pumps & SystemsДокумент1 страницаBest Efficiency Point & Performance Curves Pumps & SystemsAwad AbdallaОценок пока нет
- Best Efficiency Point & Performance Curves Pumps & SystemsДокумент1 страницаBest Efficiency Point & Performance Curves Pumps & SystemsAwad AbdallaОценок пока нет
- 5 Operating A Centrifugal Pump With A Variable Frequency Drive - Intro To PumpsДокумент9 страниц5 Operating A Centrifugal Pump With A Variable Frequency Drive - Intro To PumpsMohammed MustafaОценок пока нет
- Learn To Effectively Operate and Maintain Pumps. CEP, Dec-2011 PDFДокумент6 страницLearn To Effectively Operate and Maintain Pumps. CEP, Dec-2011 PDFSanjay GuptaОценок пока нет
- Variable Speed Pumping A Guide To Successful Applications PDFДокумент22 страницыVariable Speed Pumping A Guide To Successful Applications PDFGilberto Sanchez100% (1)
- Operator’S Guide to Centrifugal Pumps: What Every Reliability-Minded Operator Needs to KnowОт EverandOperator’S Guide to Centrifugal Pumps: What Every Reliability-Minded Operator Needs to KnowРейтинг: 2 из 5 звезд2/5 (1)
- Energy Saving in PumpДокумент2 страницыEnergy Saving in PumpAaron AngОценок пока нет
- 10 Steps To Pump ReliabilityДокумент5 страниц10 Steps To Pump ReliabilityallmcbeallОценок пока нет
- Reading The Pump Curve - Intro To PumpsДокумент4 страницыReading The Pump Curve - Intro To PumpsVIVAОценок пока нет
- How To Read A Centrifugal Pump Performance Curve - Mechanical Engineering SiteДокумент14 страницHow To Read A Centrifugal Pump Performance Curve - Mechanical Engineering SiteUrvesh D PrajapatiОценок пока нет
- Centrifugal Pump Piping Design LayoutДокумент19 страницCentrifugal Pump Piping Design LayoutzhangjieОценок пока нет
- AVN Pump Traing RijekaДокумент75 страницAVN Pump Traing Rijekatruong sanh NguyenОценок пока нет
- The Impact of Off BEP Pump Operation (CE)Документ1 страницаThe Impact of Off BEP Pump Operation (CE)jdgh1986Оценок пока нет
- Sección Bombas Centrífugas - Kent ArnoldДокумент21 страницаSección Bombas Centrífugas - Kent Arnoldmonjardin68Оценок пока нет
- Bernard DaCruzДокумент20 страницBernard DaCruzhnalexvnОценок пока нет
- Pump FAQ's by Hydraulic Institute (UK)Документ61 страницаPump FAQ's by Hydraulic Institute (UK)Sajjad Ahmed100% (2)
- How to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesОт EverandHow to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesРейтинг: 5 из 5 звезд5/5 (1)
- Performance Analysis of Reciprocating PumpДокумент8 страницPerformance Analysis of Reciprocating PumpMohamed HassanОценок пока нет
- VNC 7775 BestPractice BP Variable Speed Pump Systems-SCP DIGIДокумент12 страницVNC 7775 BestPractice BP Variable Speed Pump Systems-SCP DIGINilson Eduardo TorresОценок пока нет
- 10 Things You Need To Know About NPSHДокумент4 страницы10 Things You Need To Know About NPSHB rgОценок пока нет
- Shallow Well PumpsДокумент11 страницShallow Well PumpsRyan LincayОценок пока нет
- Mining White Paper FINAL 2015Документ5 страницMining White Paper FINAL 2015Juan Pablo RestrepoОценок пока нет
- How To Read A Pump CurveДокумент10 страницHow To Read A Pump CurvePitipong SunkhongОценок пока нет
- Metering Pumps - A New DefinitionДокумент3 страницыMetering Pumps - A New DefinitionMoises JonesОценок пока нет
- Troubleshooting Centrifugal Pumps-2Документ3 страницыTroubleshooting Centrifugal Pumps-2vignesh guru100% (1)
- Pump CurvesДокумент8 страницPump CurvesKrishna Chaitanya KalagaОценок пока нет
- FINAL Metering With Gear PumpsДокумент29 страницFINAL Metering With Gear PumpsMark MacIntyreОценок пока нет
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineОт EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineРейтинг: 5 из 5 звезд5/5 (1)
- Monitoreo de BombasДокумент6 страницMonitoreo de Bombasroberdani12Оценок пока нет
- ReprocatingPump Pages 1Документ2 страницыReprocatingPump Pages 1Deepak ChaurasiaОценок пока нет
- Introduction To PumpsДокумент10 страницIntroduction To Pumpsalina.vacoeaОценок пока нет
- Introduction of Rotary PumpДокумент5 страницIntroduction of Rotary PumpRashid JalalОценок пока нет
- Guideline For Allowable Operating RegionДокумент1 страницаGuideline For Allowable Operating Regionferchosb12Оценок пока нет
- Selection of Positive Displacement PumpДокумент5 страницSelection of Positive Displacement PumpAmit SawantОценок пока нет
- 8.performance Evaluation of Centrifugal Type Boiler Feed Pump by Varying Blade NumberДокумент6 страниц8.performance Evaluation of Centrifugal Type Boiler Feed Pump by Varying Blade NumberHazim HazimОценок пока нет
- Where We Go Wrong in Pump Design: Dick Hawrelak Presented To ES317Y in 1999 at UWOДокумент20 страницWhere We Go Wrong in Pump Design: Dick Hawrelak Presented To ES317Y in 1999 at UWOAfetОценок пока нет
- Trim Replace Impellers7 PDFДокумент2 страницыTrim Replace Impellers7 PDFhachanОценок пока нет
- Operator’S Guide to Centrifugal Pumps, Volume 2: What Every Reliability-Minded Operator Needs to KnowОт EverandOperator’S Guide to Centrifugal Pumps, Volume 2: What Every Reliability-Minded Operator Needs to KnowОценок пока нет
- 2. Forsthoffer's Rotating Equipment Handbooks: PumpsОт Everand2. Forsthoffer's Rotating Equipment Handbooks: PumpsРейтинг: 1 из 5 звезд1/5 (1)
- Working Guide to Pump and Pumping Stations: Calculations and SimulationsОт EverandWorking Guide to Pump and Pumping Stations: Calculations and SimulationsРейтинг: 5 из 5 звезд5/5 (3)
- MCM Oil Tools: Cameron Style H2' Choke PartsДокумент1 страницаMCM Oil Tools: Cameron Style H2' Choke PartsAthiphap SrisupareerathОценок пока нет
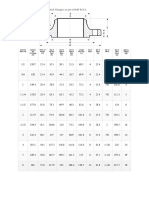
- Dimensions of Class 900 RF Weld Neck Flanges As Per ASME B16Документ1 страницаDimensions of Class 900 RF Weld Neck Flanges As Per ASME B16Athiphap SrisupareerathОценок пока нет
- ระเบียบสำนักงานฯ ว่าด้วยการขึ้นทะเบียบสมาชิกของ สสว พ ศ 2559Документ6 страницระเบียบสำนักงานฯ ว่าด้วยการขึ้นทะเบียบสมาชิกของ สสว พ ศ 2559Athiphap SrisupareerathОценок пока нет
- A Basic Guide To Borescopic Inspection For Gas Engines: Energy Lives HereДокумент2 страницыA Basic Guide To Borescopic Inspection For Gas Engines: Energy Lives HereAthiphap SrisupareerathОценок пока нет
- Water in Air CompДокумент1 страницаWater in Air CompAthiphap SrisupareerathОценок пока нет
- Pump Mechanical Run TestДокумент2 страницыPump Mechanical Run TestAthiphap SrisupareerathОценок пока нет
- PrecautionДокумент1 страницаPrecautionAthiphap SrisupareerathОценок пока нет
- Estimating Doors ChecklistДокумент1 страницаEstimating Doors ChecklistAthiphap SrisupareerathОценок пока нет
- An Massflow E 11153Документ4 страницыAn Massflow E 11153Athiphap SrisupareerathОценок пока нет
- Ansi B16 Valve Face To Face Dimensions: Ball ValvesДокумент3 страницыAnsi B16 Valve Face To Face Dimensions: Ball ValvesAslam ShaikhОценок пока нет
- Basics of Project Planning PDFДокумент12 страницBasics of Project Planning PDFanwar abdullah qabajaОценок пока нет
- Pump Installation: Tim Sullivan, P.EДокумент61 страницаPump Installation: Tim Sullivan, P.ELeo NardoОценок пока нет
- Estimating EIFS - Stucco ChecklistДокумент1 страницаEstimating EIFS - Stucco ChecklistAthiphap SrisupareerathОценок пока нет
- Push To Shut Push To Shut: To Esd Station To PSHH To PSLL Air Supply PSHH SpareДокумент1 страницаPush To Shut Push To Shut: To Esd Station To PSHH To PSLL Air Supply PSHH SpareAthiphap SrisupareerathОценок пока нет
- FULLTEXT02Документ97 страницFULLTEXT02Athiphap SrisupareerathОценок пока нет
- Test ReportДокумент1 страницаTest ReportAthiphap SrisupareerathОценок пока нет
- PrecautionДокумент1 страницаPrecautionAthiphap SrisupareerathОценок пока нет
- Astm A105Документ1 страницаAstm A105Betto Arriaga100% (1)
- NEMA Enclosure Types 11-05-2Документ9 страницNEMA Enclosure Types 11-05-2Duron SaavedraОценок пока нет
- CNG Specs - Iso 15403Документ20 страницCNG Specs - Iso 15403Shasahank JoshiОценок пока нет
- Centrifugal Pump Data SheetДокумент1 страницаCentrifugal Pump Data SheetAthiphap SrisupareerathОценок пока нет
- State of Wisconsin Revised Hazcom Plan 2012Документ5 страницState of Wisconsin Revised Hazcom Plan 2012ElGriego PMОценок пока нет
- Sheet: Steps To An Effective Hazard Communication Program For Employers That Use Hazardous ChemicalsДокумент3 страницыSheet: Steps To An Effective Hazard Communication Program For Employers That Use Hazardous Chemicalsbilo1984Оценок пока нет
- Gas Density Table PDFДокумент2 страницыGas Density Table PDFAsif Mehmood KhanОценок пока нет
- Blowout Preventer System: PT Pertamina Drilling Services Indonesia Area JawaДокумент23 страницыBlowout Preventer System: PT Pertamina Drilling Services Indonesia Area JawaAthiphap SrisupareerathОценок пока нет
- Pump Formulas PDFДокумент3 страницыPump Formulas PDFsatstarОценок пока нет
- Solvent Recovery Bottoms Pumps (09P007A/B) : Data SheetДокумент6 страницSolvent Recovery Bottoms Pumps (09P007A/B) : Data SheetAthiphap SrisupareerathОценок пока нет
- Choke and Kill Manifolds - BRДокумент12 страницChoke and Kill Manifolds - BRkalyanvarmanОценок пока нет
- Crude Oil Properties Overview: DOE/DOT Tight Oil Flammability & Transportation Spill Safety Project ReviewДокумент56 страницCrude Oil Properties Overview: DOE/DOT Tight Oil Flammability & Transportation Spill Safety Project ReviewJade RanteОценок пока нет
- Centrifugal Pump Datasheet Api 610 11Th Edition: US CustomaryДокумент1 страницаCentrifugal Pump Datasheet Api 610 11Th Edition: US CustomaryAthiphap Srisupareerath100% (1)
- HydroprocessingДокумент18 страницHydroprocessinghala mrayanОценок пока нет
- Vac10004 SF01Документ8 страницVac10004 SF01Jim JonesjrОценок пока нет
- Asme Hydrotest Pressure Ug 99Документ1 страницаAsme Hydrotest Pressure Ug 99Vaisakh Somakumar100% (3)
- Electrical Nomenclature 02-07Документ4 страницыElectrical Nomenclature 02-07Nebur Mtza100% (2)
- Milton Roy Dosing Pump BrochureДокумент12 страницMilton Roy Dosing Pump BrochureYurizki LhzОценок пока нет
- p30 Co2 PumpДокумент4 страницыp30 Co2 PumpmaspanuciОценок пока нет
- Rev1-Part III - Iec 60567Документ10 страницRev1-Part III - Iec 60567သူ ရိန်Оценок пока нет
- Specialty Turbine Flowmeters: NufloДокумент2 страницыSpecialty Turbine Flowmeters: NufloJose CameloОценок пока нет
- Vapor Lock in Refrigeration Systems: Handbook of Fundamentals and Most ReleДокумент3 страницыVapor Lock in Refrigeration Systems: Handbook of Fundamentals and Most ReleSvetoslav VlashkiОценок пока нет
- Fans Reference GuideДокумент160 страницFans Reference Guidekarthikraja21100% (13)
- Introduction GmawДокумент6 страницIntroduction GmawNur' AyuniОценок пока нет
- Fire Pumps in Accordance EN 12845+A2 GuideДокумент30 страницFire Pumps in Accordance EN 12845+A2 GuideNajaf HussainОценок пока нет
- Quat N Eq Xxxn-V-006 Dat001 001b-Equalizer VesselДокумент1 страницаQuat N Eq Xxxn-V-006 Dat001 001b-Equalizer VesselAhmed Abd ElmegeedОценок пока нет
- Progressive Wellhead: Cavity DriveДокумент17 страницProgressive Wellhead: Cavity DrivePuneet Singh100% (1)
- Analysis of Convection Heat TransferДокумент28 страницAnalysis of Convection Heat TransferFaisal ZanoomОценок пока нет
- Pure Substances: Vapor-Liquid Critical PointДокумент3 страницыPure Substances: Vapor-Liquid Critical PointNihad S ZainОценок пока нет
- Severe Service Valve SolutionДокумент20 страницSevere Service Valve SolutionGabrieldiazОценок пока нет
- Reciprocating Air CompressorsДокумент4 страницыReciprocating Air CompressorsAatish ChandrawarОценок пока нет
- Data Sheet 150x100 FS2KA 5 90Документ5 страницData Sheet 150x100 FS2KA 5 90Andreas B KresnawanОценок пока нет
- Control Valves Detail SheetДокумент163 страницыControl Valves Detail SheetodivalentineОценок пока нет
- PS220/PS230 Bolted Metal Pump: Engineering Operation MaintenanceДокумент28 страницPS220/PS230 Bolted Metal Pump: Engineering Operation MaintenanceJuan Mac LeanОценок пока нет
- Fluid Power Graphic SymbolsДокумент21 страницаFluid Power Graphic SymbolsMahaman kabirouОценок пока нет
- Hydro-Test Procedure For HDPE PipelineДокумент14 страницHydro-Test Procedure For HDPE PipelineAhmedОценок пока нет
- Chapter 1. Intro To Fluid PowerДокумент20 страницChapter 1. Intro To Fluid PowerJules OlivierОценок пока нет
- The Vertical Limbs of A U Shaped Tube Are Filled With A Liquid of DensityДокумент14 страницThe Vertical Limbs of A U Shaped Tube Are Filled With A Liquid of DensityUdeshaWickramaraachchi100% (1)
- Chapter 13 Fluids Conceptual Problems PDFДокумент76 страницChapter 13 Fluids Conceptual Problems PDFTransAm FajariansyahОценок пока нет
- Electric Diagram Hpi07 Evo2Документ2 страницыElectric Diagram Hpi07 Evo2danielОценок пока нет
- 8.2 - Fully Developed Laminar FlowДокумент5 страниц8.2 - Fully Developed Laminar FlowOlusegun OwoeyeОценок пока нет
- Symbolic CrankДокумент53 страницыSymbolic CrankdarkblackredОценок пока нет
- Fluid Mechanics Water Hammer ReportДокумент17 страницFluid Mechanics Water Hammer ReportHarryzam MartelОценок пока нет