Вам также может понравиться
- Prmary Reformer Catastrophic FailureДокумент9 страницPrmary Reformer Catastrophic FailureRizwan GujjarОценок пока нет
- Steam Reforming Common ProblemsДокумент61 страницаSteam Reforming Common ProblemsBilalОценок пока нет
- Gbhe Secondary Reformers - Theory and Operation WSVДокумент32 страницыGbhe Secondary Reformers - Theory and Operation WSVJayant Swami100% (1)
- 1RF Tube Failure PDFДокумент8 страниц1RF Tube Failure PDFMd. Imran HossainОценок пока нет
- Reformer Furnace 02Документ8 страницReformer Furnace 02Cesar Armando LanzОценок пока нет
- 005 PDFДокумент8 страниц005 PDFGrootОценок пока нет
- A Complete Analysis of Your Reformer: Bill Cotton and Barry FisherДокумент9 страницA Complete Analysis of Your Reformer: Bill Cotton and Barry Fishersalvatore raffaОценок пока нет
- Lesson Learnt From Aiche Paper'sДокумент49 страницLesson Learnt From Aiche Paper'sSyed Sheraz Hussain100% (1)
- Failure of Inner Shell of Double Walled Atmospheric Ammonia TankДокумент9 страницFailure of Inner Shell of Double Walled Atmospheric Ammonia Tankvaratharajan g rОценок пока нет
- Aiche-36-021Equipment Performance of AmmoniaДокумент9 страницAiche-36-021Equipment Performance of AmmoniaHsein WangОценок пока нет
- 2008 NPRA Q&A and Technology ForumДокумент90 страниц2008 NPRA Q&A and Technology ForumTuan YusoffОценок пока нет
- Sweetening LPG With AminesДокумент8 страницSweetening LPG With AminessizwehОценок пока нет
- Secondary Reformer Refractory - Dry - Out - OpДокумент10 страницSecondary Reformer Refractory - Dry - Out - OpAlfonso BlancoОценок пока нет
- Npra FCC Q&a (1990-2010)Документ405 страницNpra FCC Q&a (1990-2010)VijayakumarNarasimhan100% (2)
- Design of Caustic Wash System For Light HydrocarboДокумент5 страницDesign of Caustic Wash System For Light HydrocarboWayne MonneryОценок пока нет
- Primary Reformers - Theory and OperationДокумент34 страницыPrimary Reformers - Theory and OperationMuhammad Wahaj Butt100% (2)
- KSFL ReportДокумент56 страницKSFL ReportAbhishek KumarОценок пока нет
- Safety Fired Heater PDFДокумент5 страницSafety Fired Heater PDFtryabednegoОценок пока нет
- High Emissivity CoatingДокумент12 страницHigh Emissivity CoatingĐoàn TrangОценок пока нет
- 015Документ10 страниц015pf06Оценок пока нет
- Sec Reformer IFFCO Repair StudyДокумент36 страницSec Reformer IFFCO Repair Studyrkumarh100% (2)
- Reformer TubesДокумент16 страницReformer TubesRajesh Johri100% (2)
- Tube NippingДокумент19 страницTube NippingAdnan Sheikh100% (2)
- Stamicarbon Y2kДокумент11 страницStamicarbon Y2kvariable26100% (1)
- A Complete Analysis of Your Reformer-SynetixДокумент9 страницA Complete Analysis of Your Reformer-SynetixhendraokasОценок пока нет
- Conventional Ammonia Plant Revamp With Purifier: Rajesh AggarwalДокумент12 страницConventional Ammonia Plant Revamp With Purifier: Rajesh AggarwalGrootОценок пока нет
- Refinery Training Courses by PertecnicaДокумент7 страницRefinery Training Courses by PertecnicapertecstudentОценок пока нет
- Level 3 - Plant Assessment Optimization - Ammonia - Electronic HandoutДокумент81 страницаLevel 3 - Plant Assessment Optimization - Ammonia - Electronic HandoutTrang Doan VanОценок пока нет
- Fired Heaters - Fired Capital Equipment Key Plant ComponentsДокумент4 страницыFired Heaters - Fired Capital Equipment Key Plant ComponentsReyes SanchezОценок пока нет
- P 3 2 e 12 150dpi19 5772 PDFДокумент12 страницP 3 2 e 12 150dpi19 5772 PDFkeyur1109Оценок пока нет
- Fertilizers Industry Ammonia PlantДокумент75 страницFertilizers Industry Ammonia Plantnayear100% (1)
- Steam ReformerДокумент58 страницSteam ReformerAshok Patel100% (1)
- REFORMER Upgrades To Convection Section & Radiant Section at TRINGEN 1 Ammonia Plant, Trinidad X 0Документ8 страницREFORMER Upgrades To Convection Section & Radiant Section at TRINGEN 1 Ammonia Plant, Trinidad X 0David PierreОценок пока нет
- Advanced Gas-Heated Reformer: P. W. FarneilДокумент9 страницAdvanced Gas-Heated Reformer: P. W. FarneilAlfonso BlancoОценок пока нет
- 2023 Paper 1BДокумент11 страниц2023 Paper 1BabubakarОценок пока нет
- Muñoz Et Al. Comparison of Correlations For Estimating Product Yields From Delayed CokingДокумент12 страницMuñoz Et Al. Comparison of Correlations For Estimating Product Yields From Delayed CokingSergioDanielContreras100% (1)
- Get The Most From Your Fired HeaterДокумент6 страницGet The Most From Your Fired Heateryogitadoda100% (2)
- Secondary ReformerДокумент50 страницSecondary Reformerwaheed_bhatti50% (2)
- Failure of Secondary Reformer RefractoryДокумент27 страницFailure of Secondary Reformer RefractoryZeshanОценок пока нет
- Training - Reforming SectionДокумент69 страницTraining - Reforming SectionsahrilbayunirosidikОценок пока нет
- Alkylation Process Stratco PDFДокумент14 страницAlkylation Process Stratco PDFGeraldin Ching FrancoОценок пока нет
- Aiche 36 012problematic Low Temperature ShiftДокумент10 страницAiche 36 012problematic Low Temperature ShiftHsein WangОценок пока нет
- 33 - Vacuum Distillation UnitДокумент136 страниц33 - Vacuum Distillation Unitsunggwan kim0% (1)
- IFP Materials PDFДокумент65 страницIFP Materials PDFProcess EngineerОценок пока нет
- Air Liquide MRPL Overview and Air Liquide Geismar Utility ServicesДокумент15 страницAir Liquide MRPL Overview and Air Liquide Geismar Utility ServicesPland SpringОценок пока нет
- Failure of 110 Bar WHB's Due To Poor Quality Boiler Feed WaterДокумент9 страницFailure of 110 Bar WHB's Due To Poor Quality Boiler Feed Watervaratharajan g rОценок пока нет
- Reformer Tube Metal Insp MonitoringДокумент63 страницыReformer Tube Metal Insp MonitoringAbdul Rehman100% (1)
- Boiler Heat FluxДокумент8 страницBoiler Heat FluxMubarik Ali100% (1)
- 8 - HEURTEY PETROCHEM Flux Distribution in Fired Heaters A Case StudyДокумент27 страниц8 - HEURTEY PETROCHEM Flux Distribution in Fired Heaters A Case Studyfawmer61Оценок пока нет
- Good Heater Specifications Pay OffДокумент6 страницGood Heater Specifications Pay Offrvkumar61100% (1)
- Presentation On Delayed Coking Technology) BIRENDRA - KUMARДокумент50 страницPresentation On Delayed Coking Technology) BIRENDRA - KUMARDavid Romero100% (1)
- Autothermal Reforming ProcessДокумент9 страницAutothermal Reforming ProcessOliver Everett EspinoОценок пока нет
- Upgrading Ammonia Plant ESD SystemДокумент8 страницUpgrading Ammonia Plant ESD SystemhenriquezrsОценок пока нет
- Steam Reformer Outlet Header Failure: Charles Ormsbee, B.SC., P.EngДокумент6 страницSteam Reformer Outlet Header Failure: Charles Ormsbee, B.SC., P.Engvaratharajan g rОценок пока нет
- Amine Degradation in CO2 Service - HuntsmanДокумент16 страницAmine Degradation in CO2 Service - Huntsmanvictor nuñezОценок пока нет
- Nh3 Plant FailuresДокумент18 страницNh3 Plant FailuresMurugappan PalaniappanОценок пока нет
- AFC Case Study Ammonia ConverterДокумент15 страницAFC Case Study Ammonia ConverterAmmonia 1 EngineersОценок пока нет
- Reaction Engineering & CombustionДокумент10 страницReaction Engineering & CombustionJosè Helì Vallejos CoronadoОценок пока нет
- Deactivation Methanol Synthesis CatalystДокумент20 страницDeactivation Methanol Synthesis CatalystrezaroohollahiОценок пока нет
- Che-481 - Fuel and Combustion - Group 09Документ24 страницыChe-481 - Fuel and Combustion - Group 09Osama HasanОценок пока нет
- Modeling & Simulation of Secondary ReformerДокумент8 страницModeling & Simulation of Secondary ReformerChuma KhanОценок пока нет
- Che-481 - Fuel and Combustion - Group 09Документ24 страницыChe-481 - Fuel and Combustion - Group 09Osama HasanОценок пока нет
- Na NO2Документ10 страницNa NO2Trần Thùy LinhОценок пока нет
- Inspection For High Temperature H2 AttackДокумент29 страницInspection For High Temperature H2 AttackChuma KhanОценок пока нет
- State Point ArticleДокумент15 страницState Point Articlealfredmbewe6308Оценок пока нет
- FIORDA Case Study Corrosion Attack On Primary Reformer TubesДокумент7 страницFIORDA Case Study Corrosion Attack On Primary Reformer TubesChuma Khan100% (1)
- Activated Sludge Treatment Lecture NotesДокумент22 страницыActivated Sludge Treatment Lecture NotesChuma KhanОценок пока нет
- The Control of PHДокумент6 страницThe Control of PHRoman MangalindanОценок пока нет
- Catalyst Performance AssessmentДокумент3 страницыCatalyst Performance AssessmentMuthu KumarОценок пока нет
- ImprovementofstrippingindexofcatacarbsystemДокумент15 страницImprovementofstrippingindexofcatacarbsystemChuma KhanОценок пока нет
- Catalyst Performance AssessmentДокумент3 страницыCatalyst Performance AssessmentMuthu KumarОценок пока нет
- Catalyst Performance AssessmentДокумент3 страницыCatalyst Performance AssessmentMuthu KumarОценок пока нет
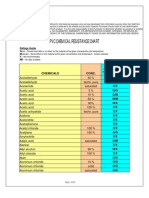
- PVC Chemical ResistanceДокумент20 страницPVC Chemical ResistanceYamin MohdОценок пока нет
- Energy Efficiency of ChillersДокумент5 страницEnergy Efficiency of ChillersChuma KhanОценок пока нет
- Tabel Bunga Untuk Ekonomi TeknikДокумент32 страницыTabel Bunga Untuk Ekonomi TeknikElvina Noviarni Chandra78% (9)
- Economics Sample QuizДокумент5 страницEconomics Sample QuizChuma KhanОценок пока нет
- JSSW Vessel Design CriteriaДокумент38 страницJSSW Vessel Design CriterialafondejsОценок пока нет
- OrificeДокумент5 страницOrificeyuvionfireОценок пока нет
- CMCДокумент9 страницCMCChuma KhanОценок пока нет
- Appl. Environ. Microbiol. 1983 Bancroft 683 8Документ7 страницAppl. Environ. Microbiol. 1983 Bancroft 683 8Chuma KhanОценок пока нет
- Mod1 PDFДокумент41 страницаMod1 PDFAhmad Budiman100% (2)
- Easy-Line 05 EДокумент2 страницыEasy-Line 05 EChuma KhanОценок пока нет
- Project Management, Tools, Process, Plans and Project Planning TipsДокумент16 страницProject Management, Tools, Process, Plans and Project Planning TipsChuma Khan100% (1)
- Preparing An Effective Case AnalysisДокумент4 страницыPreparing An Effective Case AnalysisMuhammad MujahidОценок пока нет
- CRITICAL EVALUATION OF KOHLBERG's THEORYДокумент3 страницыCRITICAL EVALUATION OF KOHLBERG's THEORYChuma Khan100% (1)
- How To Excel at Project ManagementДокумент27 страницHow To Excel at Project ManagementChuma KhanОценок пока нет
- RTD IncotestДокумент2 страницыRTD IncotestJabari KaneОценок пока нет
- Tata Indigo & Indigo CSДокумент164 страницыTata Indigo & Indigo CSxtempОценок пока нет
- Metal Duniya PPT FinalДокумент6 страницMetal Duniya PPT FinalPunit AgarwalОценок пока нет
- Operational Cleaning and Steam Blow of Large Thermal Power Plant Boilers (Kostolac b2 Experience)Документ36 страницOperational Cleaning and Steam Blow of Large Thermal Power Plant Boilers (Kostolac b2 Experience)Ashokkumar SRSОценок пока нет
- GEOMETДокумент4 страницыGEOMETtoyota952Оценок пока нет
- The Practical Reference Guide ForДокумент21 страницаThe Practical Reference Guide ForIgnacio SantiagoОценок пока нет
- Corrosion Resistance of X5CrNi18-10 Stainless SteeДокумент6 страницCorrosion Resistance of X5CrNi18-10 Stainless SteeKis GáborОценок пока нет
- Belmast Catalogue enДокумент17 страницBelmast Catalogue enMandrakeОценок пока нет
- Thermal Spray Aluminum (TSA) Coating: December 2016Документ12 страницThermal Spray Aluminum (TSA) Coating: December 2016Corrosion FactoryОценок пока нет
- Ex ResistTel Telephone CompleteДокумент2 страницыEx ResistTel Telephone CompletefmvmОценок пока нет
- Grounding and Lightning Protection Technical Reference in English M211786EN BДокумент66 страницGrounding and Lightning Protection Technical Reference in English M211786EN BukarthikbhelОценок пока нет
- Trimo Introduces Itself: DetailsДокумент290 страницTrimo Introduces Itself: DetailsinstorkОценок пока нет
- Clean, Protect, Lubricate: Product CatalogueДокумент36 страницClean, Protect, Lubricate: Product CatalogueAbe KobОценок пока нет
- Renold Chain Selector1Документ4 страницыRenold Chain Selector1ElItaiОценок пока нет
- Ameron GREДокумент398 страницAmeron GREnas_mech8208Оценок пока нет
- Viesmann: DHW HeatingДокумент56 страницViesmann: DHW Heatinganon_411130333Оценок пока нет
- Types of SewerДокумент14 страницTypes of SewerAmbalal DhongadiОценок пока нет
- Tribological Investigation of Titanium-Based Materials For BrakesДокумент10 страницTribological Investigation of Titanium-Based Materials For BrakesOm PrakashОценок пока нет
- 0 Material Safety Data Sheet: Sodium Sulphate Anhydrous MSDSДокумент5 страниц0 Material Safety Data Sheet: Sodium Sulphate Anhydrous MSDSrhp1989Оценок пока нет
- Super Critical Boiler Materials - Metallurgical Aspects: R N Mehrotra, GM Energy TechnologyДокумент41 страницаSuper Critical Boiler Materials - Metallurgical Aspects: R N Mehrotra, GM Energy TechnologyVIBHAV100% (1)
- BS 2751-2001 PDFДокумент12 страницBS 2751-2001 PDFSubesh M100% (2)
- Tantalum Based Materials For Implants and Prostheses ApplicationsДокумент8 страницTantalum Based Materials For Implants and Prostheses Applicationsviktorija bezhovskaОценок пока нет
- Aquatherm Blue PipeДокумент164 страницыAquatherm Blue PipeKristofel SinagaОценок пока нет
- CNH 87303277 N MP 12 eДокумент12 страницCNH 87303277 N MP 12 eYogesh100% (2)
- Fatigue AssignmentДокумент10 страницFatigue Assignmentnelis010% (1)
- Power Plant Chemistry ContentsДокумент230 страницPower Plant Chemistry Contentssrinivas gillalaОценок пока нет
- Chapter 6 Physical and Chemical Changes - Free PDF AvailableДокумент2 страницыChapter 6 Physical and Chemical Changes - Free PDF AvailableVicky SharmaОценок пока нет
- 0803134592Документ278 страниц0803134592Yap Wen KhongОценок пока нет
- Astm A 217 - 04Документ4 страницыAstm A 217 - 04Raul Humberto Mora VillamizarОценок пока нет
- Inspection Thermal Spray WebinarДокумент29 страницInspection Thermal Spray WebinarShriya Soni100% (1)