Вам также может понравиться
- Hydrojetting SafetyДокумент5 страницHydrojetting SafetyHeryОценок пока нет
- Gas-Freeing Purging Process EquipmentДокумент2 страницыGas-Freeing Purging Process Equipmentrenjithv_4100% (1)
- Method Statement For NITROGEN PURGING (SAMPLE)Документ12 страницMethod Statement For NITROGEN PURGING (SAMPLE)Hasann MaawiaОценок пока нет
- Catalyst Loading by Sock Method Single Bed Reactor Normal AtmosphereДокумент5 страницCatalyst Loading by Sock Method Single Bed Reactor Normal Atmospherevishal bailurОценок пока нет
- Typical Acid Cleaning Procedure For Compressor LinesДокумент1 страницаTypical Acid Cleaning Procedure For Compressor Linesrenjithv_4Оценок пока нет
- Method Statement for Water ChlorinationДокумент7 страницMethod Statement for Water Chlorinationarshad iqbal100% (1)
- Guiding Principle: Working Over, On or Near WaterДокумент12 страницGuiding Principle: Working Over, On or Near WaterMogodan GabrielОценок пока нет
- Replacing a Needle Valve with a Globe ValveДокумент7 страницReplacing a Needle Valve with a Globe ValveKamarularifin Kamel100% (2)
- High Pressure CleaningДокумент8 страницHigh Pressure Cleaningmc chesterОценок пока нет
- Hydro Jetting and Sludge RemovalДокумент18 страницHydro Jetting and Sludge Removalmarvin100% (1)
- Job Safety Analysis: Gujarat RefineryДокумент6 страницJob Safety Analysis: Gujarat RefineryAkash Verma100% (1)
- Standard procedures for tank cleaning, purging and gas free operationДокумент7 страницStandard procedures for tank cleaning, purging and gas free operationDhitya Agil Harnowo100% (1)
- Hydro Blasting 1Документ14 страницHydro Blasting 1Robinson YsasisОценок пока нет
- RA Hydro JettingДокумент16 страницRA Hydro Jettingnaveed100% (3)
- Tank Cleaning ConsiderationsДокумент1 страницаTank Cleaning ConsiderationsAdele PollardОценок пока нет
- Master File - MOS Water Storage Tank Cleaning and Disinfection ProceduresДокумент6 страницMaster File - MOS Water Storage Tank Cleaning and Disinfection ProceduresKaran SuleОценок пока нет
- Fire Hose Rack & Reel Testing ProcedureДокумент2 страницыFire Hose Rack & Reel Testing ProcedureDong VanraОценок пока нет
- JSA For Hydrojetting (Gun With Rigid Lance) at Jetting YardДокумент23 страницыJSA For Hydrojetting (Gun With Rigid Lance) at Jetting YardSHAH NAWAZ SAEEDОценок пока нет
- Method Statement - Chemical CleaningДокумент12 страницMethod Statement - Chemical Cleaningdadz mingiОценок пока нет
- HydrojettingSafeWorkProcedureRPNC151982 PDFДокумент21 страницаHydrojettingSafeWorkProcedureRPNC151982 PDFasdfse100% (2)
- 658 - Eng - Sigma Phenguard 935 BaseДокумент1 страница658 - Eng - Sigma Phenguard 935 BasetariqueОценок пока нет
- Hydro BlastingДокумент17 страницHydro Blastingjohney2100% (1)
- Work Procedure For Change Out Activity v-1002 AДокумент11 страницWork Procedure For Change Out Activity v-1002 AFaiz ZainudinОценок пока нет
- JHA ANALYSIS SCALE REMOVAL VESSELДокумент2 страницыJHA ANALYSIS SCALE REMOVAL VESSELRiyadh SalehОценок пока нет
- Safety Drills PlanДокумент1 страницаSafety Drills PlanPericles KoukisОценок пока нет
- Safety Manual HPWJДокумент24 страницыSafety Manual HPWJgshdavidОценок пока нет
- INS-004, Hydro-Testing Procedure For Bondstrand GRE and GRV Pipe-R1Документ7 страницINS-004, Hydro-Testing Procedure For Bondstrand GRE and GRV Pipe-R1jayhuacat7743100% (4)
- Safe Work Method For Hydro TestДокумент1 страницаSafe Work Method For Hydro TestEswar RaoОценок пока нет
- Tank Cleaning: Hydrojetting MethodДокумент18 страницTank Cleaning: Hydrojetting MethodSu Ka100% (2)
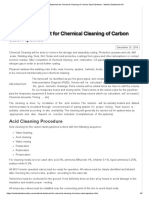
- Method Statement For Chemical Cleaning of Carbon Steel Pipelines - Method Statement HQДокумент3 страницыMethod Statement For Chemical Cleaning of Carbon Steel Pipelines - Method Statement HQMohammad OsmanОценок пока нет
- 10 Unit Tank Project: Technical ProposalДокумент19 страниц10 Unit Tank Project: Technical ProposalkothandapaniОценок пока нет
- TANK REPAIR SAFETY STEPSДокумент19 страницTANK REPAIR SAFETY STEPSPerwez21100% (1)
- JSA - Blasting - EXTERNALДокумент13 страницJSA - Blasting - EXTERNALAzad pravesh khanОценок пока нет
- Standard Procedures For Tank Cleaning, Purging and Gas Free Operation For Oil TankersДокумент8 страницStandard Procedures For Tank Cleaning, Purging and Gas Free Operation For Oil TankersGopu Thalikunnath100% (3)
- Confined Space Entry Procedure for OCCPL Hyco ProjectДокумент8 страницConfined Space Entry Procedure for OCCPL Hyco ProjectKrishna Kumar SasidharanОценок пока нет
- High Pressure Jet Cleaning ProcedureДокумент3 страницыHigh Pressure Jet Cleaning Proceduresajjad shaheen100% (2)
- Petroleum Development Oman Gathering Station - On Plot (No. 47), Ghaba North Pdo Contract No .Документ10 страницPetroleum Development Oman Gathering Station - On Plot (No. 47), Ghaba North Pdo Contract No .Burning TrainОценок пока нет
- Standard Operating Procedure of Tank Cleaning - Fixed / Floating RoofДокумент3 страницыStandard Operating Procedure of Tank Cleaning - Fixed / Floating RoofZulhilmi Zalizan50% (2)
- JSA For Hydrojetting (Gun With Rigid Lance) at Jetting YardДокумент23 страницыJSA For Hydrojetting (Gun With Rigid Lance) at Jetting YardSHAH NAWAZ SAEEDОценок пока нет
- JSA HCK MOC Hot Tap Drilling Rev1Документ6 страницJSA HCK MOC Hot Tap Drilling Rev1Ijaz Hussain100% (2)
- Tools & Equipment's 5,000-20,000 PSI Hydrojetting CatalogДокумент7 страницTools & Equipment's 5,000-20,000 PSI Hydrojetting CatalogTools & EquipmentsОценок пока нет
- Method Statement For Chemical Cleaning - 1Документ11 страницMethod Statement For Chemical Cleaning - 1Nguyễn Bá Huy100% (2)
- Fire Safety Checklist for Saudi Aramco CampsДокумент5 страницFire Safety Checklist for Saudi Aramco CampsHaleem Ur Rashid BangashОценок пока нет
- Vessel Cleaning ProcedureДокумент9 страницVessel Cleaning ProcedureAbdul Hakam Mohamed Yusof100% (1)
- Chemical Cleaning Heat ExchangersДокумент4 страницыChemical Cleaning Heat ExchangersMohammad Fazal KhanОценок пока нет
- Job Hazard Analysis Worksheet: Cold Cutting in Open AreaДокумент2 страницыJob Hazard Analysis Worksheet: Cold Cutting in Open AreaAbdul Hakam Mohamed Yusof0% (1)
- Purging Gas Freeing Inerting ProcedureДокумент3 страницыPurging Gas Freeing Inerting ProcedureRahulChoudhary100% (1)
- Acid cleaning procedure for lub oil pipingДокумент2 страницыAcid cleaning procedure for lub oil pipingssheart_mindОценок пока нет
- Tank Cleaning ProcessДокумент7 страницTank Cleaning ProcessgbogboiweОценок пока нет
- Standard Operating Procedure For FlushingДокумент2 страницыStandard Operating Procedure For FlushingDinadi SahansaОценок пока нет
- Qcs 2010 Part 10 Pipeline Cleaning and Inspection SurveyДокумент18 страницQcs 2010 Part 10 Pipeline Cleaning and Inspection SurveyRotsapNayrbОценок пока нет
- OES Crude Tank Cleaning ProceduresДокумент3 страницыOES Crude Tank Cleaning ProceduresBach DoanОценок пока нет
- IENCSEPRO0007-2 - General Leak Test Procedure PDFДокумент9 страницIENCSEPRO0007-2 - General Leak Test Procedure PDFCatalinОценок пока нет
- Safety Guidlines High Pressure Water JettingДокумент15 страницSafety Guidlines High Pressure Water JettingVikram Singh100% (2)
- Sohar Refinery Improvement Project Pkg-2 Method Statement FOR Entry and Working in Cofined SpaceДокумент5 страницSohar Refinery Improvement Project Pkg-2 Method Statement FOR Entry and Working in Cofined Spacemansih457Оценок пока нет
- Tank CleaningДокумент24 страницыTank CleaningVipin Somasekharan100% (4)
- Jsa-Hot Oil FlushingДокумент2 страницыJsa-Hot Oil Flushingyelsa otrebla100% (5)
- Cat Loading by Sock Method in Inert AtmosphereДокумент5 страницCat Loading by Sock Method in Inert Atmospherevishal bailurОценок пока нет
- Catalyst Loading by Dense Method Multi Bed Reactor Inert AtmosphereДокумент7 страницCatalyst Loading by Dense Method Multi Bed Reactor Inert Atmospherevishal bailurОценок пока нет
- RFQ: HPWJ cleaning procedureДокумент8 страницRFQ: HPWJ cleaning procedureDheeraj Chowdary DhanekulaОценок пока нет
- Applicant Profile Sheet - Revolt - New DealershipДокумент11 страницApplicant Profile Sheet - Revolt - New DealershipDheeraj Chowdary DhanekulaОценок пока нет
- Little FRANK Data SheetДокумент2 страницыLittle FRANK Data SheetDheeraj Chowdary DhanekulaОценок пока нет
- Precom Procedure For SOUTH BELUT REV0FДокумент179 страницPrecom Procedure For SOUTH BELUT REV0FDheeraj Chowdary DhanekulaОценок пока нет
- School Fee Structure Updated 2022 2023 - CompressedДокумент1 страницаSchool Fee Structure Updated 2022 2023 - CompressedDheeraj Chowdary DhanekulaОценок пока нет
- CV Rajamohan P - Project Manager MEPДокумент4 страницыCV Rajamohan P - Project Manager MEPDheeraj Chowdary DhanekulaОценок пока нет
- Personal Document Shipment from UAE to IndiaДокумент4 страницыPersonal Document Shipment from UAE to IndiaDheeraj Chowdary DhanekulaОценок пока нет
- Jsa FormДокумент7 страницJsa FormDheeraj Chowdary DhanekulaОценок пока нет
- LabReport 1626534Документ1 страницаLabReport 1626534Dheeraj Chowdary DhanekulaОценок пока нет
- CV SK InternalДокумент5 страницCV SK InternalDheeraj Chowdary DhanekulaОценок пока нет
- Rev 2-EIA - NHCTL Vol 1-EIA Report 28.08.2019Документ274 страницыRev 2-EIA - NHCTL Vol 1-EIA Report 28.08.2019Dheeraj Chowdary DhanekulaОценок пока нет
- PED Certification RequirementsДокумент10 страницPED Certification RequirementsDheeraj Chowdary DhanekulaОценок пока нет
- RED SANDAL PLOT COST-Andhanki 8-11-2022 PDFДокумент1 страницаRED SANDAL PLOT COST-Andhanki 8-11-2022 PDFDheeraj Chowdary DhanekulaОценок пока нет
- De He 9787285Документ1 страницаDe He 9787285Dheeraj Chowdary DhanekulaОценок пока нет
- Study of Capital Market and Investors Awareness ProgrammeДокумент3 страницыStudy of Capital Market and Investors Awareness ProgrammeGaurav SharmaОценок пока нет
- OTC 24177 Flow Assurance Impacts On Lean/Rich MEG Circuit Chemistry and MEG Regenerator/Reclaimer DesignДокумент22 страницыOTC 24177 Flow Assurance Impacts On Lean/Rich MEG Circuit Chemistry and MEG Regenerator/Reclaimer DesignDheeraj Chowdary DhanekulaОценок пока нет
- Eage Banking Change of Address FormДокумент2 страницыEage Banking Change of Address Formbhkrish_276677Оценок пока нет
- A Comprehensive Approach To Integrity of Non-Piggable Pipelines Based On Combined DCVG/CIPS/MTM SurveyДокумент15 страницA Comprehensive Approach To Integrity of Non-Piggable Pipelines Based On Combined DCVG/CIPS/MTM SurveyDheeraj Chowdary DhanekulaОценок пока нет
- Pig Velocity in Gas PipelinesДокумент1 страницаPig Velocity in Gas PipelinesDheeraj Chowdary DhanekulaОценок пока нет
- FreyДокумент10 страницFreyDheeraj Chowdary DhanekulaОценок пока нет
- Formation Damage History in The Mature FДокумент14 страницFormation Damage History in The Mature FDheeraj Chowdary DhanekulaОценок пока нет
- PTC 2013 BrynychДокумент11 страницPTC 2013 BrynychDheeraj Chowdary DhanekulaОценок пока нет
- 4.5 ReberДокумент7 страниц4.5 ReberDheeraj Chowdary DhanekulaОценок пока нет
- Winning at The Edge: A New Frontier For Pipeline ManagementДокумент6 страницWinning at The Edge: A New Frontier For Pipeline ManagementDheeraj Chowdary DhanekulaОценок пока нет
- FreyДокумент10 страницFreyDheeraj Chowdary DhanekulaОценок пока нет
- A Major Step For A Pipeline: Crossing The Serra Do Mar State Park in BrazilДокумент11 страницA Major Step For A Pipeline: Crossing The Serra Do Mar State Park in BrazilDheeraj Chowdary DhanekulaОценок пока нет
- Load Skates English AU E328AДокумент2 страницыLoad Skates English AU E328ADheeraj Chowdary DhanekulaОценок пока нет
- A Comprehensive Approach To Integrity of Non-Piggable Pipelines Based On Combined DCVG/CIPS/MTM SurveyДокумент15 страницA Comprehensive Approach To Integrity of Non-Piggable Pipelines Based On Combined DCVG/CIPS/MTM SurveyDheeraj Chowdary DhanekulaОценок пока нет
- PTC 2009 2.2 Van BeugenДокумент2 страницыPTC 2009 2.2 Van BeugenDheeraj Chowdary DhanekulaОценок пока нет
- TDW and WP Decemeber 2020 Article Forgotten Heroes The Inch PipelinesДокумент5 страницTDW and WP Decemeber 2020 Article Forgotten Heroes The Inch PipelinesDheeraj Chowdary DhanekulaОценок пока нет
- Sensors 17 02119Документ12 страницSensors 17 02119ChandraSekaranBmОценок пока нет
- Development of A Model Code For Direct Displacement Based Seismic Design Calvi 2009Документ31 страницаDevelopment of A Model Code For Direct Displacement Based Seismic Design Calvi 2009pouyamhОценок пока нет
- Mid Design of SCCДокумент1 страницаMid Design of SCCHemal MistryОценок пока нет
- CEOR REVIEWER MIDTERMS 1ST QUIZ WordДокумент5 страницCEOR REVIEWER MIDTERMS 1ST QUIZ WordAngelica Ulpindo BalubarОценок пока нет
- Jurnal Skripsi JulДокумент22 страницыJurnal Skripsi JulGogelОценок пока нет
- YORK Mini VRF ODU - JDOH (040 To 060) - Installation Manual - FAN-1707 201602Документ36 страницYORK Mini VRF ODU - JDOH (040 To 060) - Installation Manual - FAN-1707 201602Douglas Rodriguez100% (1)
- Design of Steel FobДокумент16 страницDesign of Steel Fobmahak0% (1)
- Wood ArmerДокумент14 страницWood ArmerMarek100% (1)
- Practice problems-STEELДокумент14 страницPractice problems-STEELreanОценок пока нет
- Chapter 8 Ion Implantation - IIДокумент33 страницыChapter 8 Ion Implantation - IIkbkkrОценок пока нет
- Is.8042.1989 White Cement SpecificationsДокумент18 страницIs.8042.1989 White Cement SpecificationsLucky KhanОценок пока нет
- Price List 2020 Fy 2077 078 Wef July 2020Документ3 страницыPrice List 2020 Fy 2077 078 Wef July 2020Roshan KejariwalОценок пока нет
- Concrete Slab On GradeДокумент24 страницыConcrete Slab On GradeSarah Jane Pahimnayan-Pagador100% (2)
- Tiginox 308H: Classification: ApprovalsДокумент1 страницаTiginox 308H: Classification: ApprovalsJagannath SahuОценок пока нет
- RFP-EAH-2016-008 - Section V - Annex C - Technical SpecificationsДокумент147 страницRFP-EAH-2016-008 - Section V - Annex C - Technical SpecificationsKhlif NadaОценок пока нет
- Upright Sprinkler VK300Документ4 страницыUpright Sprinkler VK300james alfarasОценок пока нет
- 2 Parking Garage - Shotcrete - 1002Документ1 страница2 Parking Garage - Shotcrete - 1002VJ QatarОценок пока нет
- Chennai BOQДокумент8 страницChennai BOQDharmendra SharmaОценок пока нет
- AWS90 Structural Nonlin Ch02 NonlinearДокумент94 страницыAWS90 Structural Nonlin Ch02 NonlinearVictor SanchezОценок пока нет
- DESIGN OF SHALLOW FOUNDATIONS FOR BUILDINGSДокумент19 страницDESIGN OF SHALLOW FOUNDATIONS FOR BUILDINGSJule LobresОценок пока нет
- Unit G Punchlist ItemsДокумент8 страницUnit G Punchlist ItemsjhecyОценок пока нет
- Ar002 PDFДокумент104 страницыAr002 PDFwaheed2286Оценок пока нет
- Torsion of A Circular Cylinder - f06 - RevisedДокумент24 страницыTorsion of A Circular Cylinder - f06 - RevisedCrystal WoodwardОценок пока нет
- MEN 321 Chapter 9 Flow Over Immersed BodiesДокумент81 страницаMEN 321 Chapter 9 Flow Over Immersed BodiesGeo AyoubОценок пока нет
- Monopole 30 M (Tubular)Документ9 страницMonopole 30 M (Tubular)jonni pangaribuanОценок пока нет
- Bs en 357 - 2004 Glass-Frp ClassДокумент16 страницBs en 357 - 2004 Glass-Frp ClassKwong chi hoОценок пока нет
- (0000+) Comparison of Static Pushover and Dynamic Analyses Using RC BuildingДокумент11 страниц(0000+) Comparison of Static Pushover and Dynamic Analyses Using RC BuildingmgdarioОценок пока нет
- Prestressed Concrete AdvantagesДокумент18 страницPrestressed Concrete AdvantagesLarete PaoloОценок пока нет
- Vahterus Plate and Ring Prhe-EnДокумент4 страницыVahterus Plate and Ring Prhe-EnMartin CorkeryОценок пока нет
- ITP For Piping WorksДокумент91 страницаITP For Piping Workshasan_676489616100% (1)
- Assignment Chapter 7Документ9 страницAssignment Chapter 7Mujtaba RizviОценок пока нет