Вам также может понравиться
- PLCДокумент33 страницыPLCfrancisvizОценок пока нет
- PLC PDFДокумент33 страницыPLC PDFOsbaldoSolorzanoHerreraОценок пока нет
- Programacion Control BFT PDFДокумент2 страницыProgramacion Control BFT PDFEduardo Vidal ReyesОценок пока нет
- Practica4 PDFДокумент8 страницPractica4 PDFAnonymous t45VHttKОценок пока нет
- Linea de Producción CosimirДокумент15 страницLinea de Producción CosimirIngGuillermoVenturaОценок пока нет
- Diagramas de EscaleraДокумент41 страницаDiagramas de Escaleraromo2345Оценок пока нет
- Capitulo 2 STEP 7Документ22 страницыCapitulo 2 STEP 7Moises QuispeОценок пока нет
- Practica 7 AutomatizacionДокумент10 страницPractica 7 AutomatizacionMariam ramirezОценок пока нет
- Manual de Cosimir PDFДокумент37 страницManual de Cosimir PDFManuel Ruiz RondoОценок пока нет
- P3 Configurar Comunicación y Pasar Programa A PLC SiemensДокумент8 страницP3 Configurar Comunicación y Pasar Programa A PLC SiemensMiguel ValenzuelaОценок пока нет
- Encoder Con Efecto HallДокумент12 страницEncoder Con Efecto HallMartin Daza GarciaОценок пока нет
- Logo Arranque DirectoДокумент10 страницLogo Arranque Directobiakuya kuchikiОценок пока нет
- Simulacion GRAFCET en CADeДокумент2 страницыSimulacion GRAFCET en CADeDiego LoorОценок пока нет
- Métodos de Diseño de Circuitos NeumáticosДокумент26 страницMétodos de Diseño de Circuitos NeumáticosJuan José Gálvez BordonabeОценок пока нет
- Transductores Eléctricos de PresiónДокумент7 страницTransductores Eléctricos de PresiónDavid R MéndezОценок пока нет
- Manual de Ejercicios Resueltos de PLC para Que El Prosor No Me Envie A VeranoДокумент13 страницManual de Ejercicios Resueltos de PLC para Que El Prosor No Me Envie A VeranoEleazar CosmeОценок пока нет
- Ejercicios de Automatización y CableadoДокумент86 страницEjercicios de Automatización y CableadoclliurexОценок пока нет
- Adquisición de DatosДокумент37 страницAdquisición de Datosdreyes3773Оценок пока нет
- Ejemplos de Programación LadderДокумент6 страницEjemplos de Programación Laddercarloshugolety100% (1)
- La Electricidad - Simbologia Americana y EuropeaДокумент6 страницLa Electricidad - Simbologia Americana y EuropeaDALIA ROXANA MARTINEZ SALGADOОценок пока нет
- Copia de Los Símbolos SAMAДокумент4 страницыCopia de Los Símbolos SAMAYudixa ChiОценок пока нет
- Semaforo PeatonalДокумент20 страницSemaforo PeatonalOscar GVОценок пока нет
- Servomotores LinealesДокумент7 страницServomotores LinealesAmanda HernandezОценок пока нет
- Clase 2 Logo EjerciciosДокумент20 страницClase 2 Logo EjerciciosGEFELIX VASQUEZОценок пока нет
- Informe 5 Micro PWMДокумент17 страницInforme 5 Micro PWMdaniel araya perezОценок пока нет
- DDDDДокумент14 страницDDDDDarwin Yonel Mamani SalcedoОценок пока нет
- Regla de Mason 1Документ19 страницRegla de Mason 1Royer Yaguana100% (1)
- Simbología y Norma Alemana e InternacionalДокумент28 страницSimbología y Norma Alemana e InternacionalRafael Guerra ChavezОценок пока нет
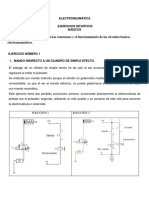
- Mando Indirecto de Un Cilindro de Simple EfectoДокумент22 страницыMando Indirecto de Un Cilindro de Simple EfectoAndres TorresОценок пока нет
- InyectoraElectrohidráulica PDFДокумент8 страницInyectoraElectrohidráulica PDFJuan DiazОценок пока нет
- Manual Mantenimiento 555 MoestableДокумент3 страницыManual Mantenimiento 555 MoestableSilva FerchoОценок пока нет
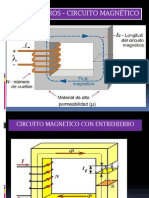
- Clase Nº2 Parametros - Circuito MagnéticoДокумент30 страницClase Nº2 Parametros - Circuito MagnéticoKodesh Sairitupac PillacaОценок пока нет
- Circuito de Conductor LED Soluciones Explicadas y DisponiblesДокумент17 страницCircuito de Conductor LED Soluciones Explicadas y DisponiblesDavid Ocampo GonzalezОценок пока нет
- Sistemas de Potencia U2Документ20 страницSistemas de Potencia U2RAFITAMAXОценок пока нет
- Práctica 2 ISA Ocho EjerciciosДокумент6 страницPráctica 2 ISA Ocho EjerciciosAlexОценок пока нет
- 2 Displays de 7 Segmentos INTRO. Automatizacion ARDUINO Y Proteus PDFДокумент5 страниц2 Displays de 7 Segmentos INTRO. Automatizacion ARDUINO Y Proteus PDFJovensonPokehОценок пока нет
- Folleto de Instala y Controla Maquinas Electricas Rotativas 2a ParteДокумент17 страницFolleto de Instala y Controla Maquinas Electricas Rotativas 2a ParteJesus ZozayaОценок пока нет
- Diagramas en Escalera de Un PLCДокумент8 страницDiagramas en Escalera de Un PLCPrajedis De La Fuente AlvarezОценок пока нет
- Aplicaciones Del LDRДокумент7 страницAplicaciones Del LDRChristian Richard Soriano RosasОценок пока нет
- Diagrama ElectrónicoДокумент2 страницыDiagrama ElectrónicoVictor Cun75% (4)
- Prototipo para El Control de Motor Inversor de Giro Con Finales de CarreraДокумент6 страницPrototipo para El Control de Motor Inversor de Giro Con Finales de CarreraJhonathan Sarria AguilarОценок пока нет
- Práctica 10. Diseño y Elaboración de Circuitos Electro-Neumáticos Combinacionales y Secuenciales.Документ13 страницPráctica 10. Diseño y Elaboración de Circuitos Electro-Neumáticos Combinacionales y Secuenciales.AbrahamCarpioMachichi100% (2)
- Practicas Contactor y TemporizadorДокумент12 страницPracticas Contactor y TemporizadorAngel De Jesus Olvera BarreraОценок пока нет
- Practicas de Logix ProДокумент31 страницаPracticas de Logix ProMauro Elvio ApazaОценок пока нет
- Análisis de Materiales y Resistencia para Gancho de RemolqueДокумент9 страницAnálisis de Materiales y Resistencia para Gancho de RemolqueFernando FuentesОценок пока нет
- Simulación Del Proceso en FluidSIMДокумент11 страницSimulación Del Proceso en FluidSIMSunmin WoonОценок пока нет
- Ejercicio ElectroneumaticaДокумент10 страницEjercicio Electroneumaticacristian1gasca1pati1Оценок пока нет
- Mandos Básicos de Un ContactorДокумент4 страницыMandos Básicos de Un Contactornegritillomar67% (3)
- Harmonic DriveДокумент9 страницHarmonic DriveNomas FraudeОценок пока нет
- Presentacion Pic16f887 3Документ70 страницPresentacion Pic16f887 3Juan Daniel Trevizo MedinaОценок пока нет
- Curso PLC SiemensДокумент43 страницыCurso PLC Siemensgabriel beltràn romànОценок пока нет
- Introduccion A La Programacion PLCДокумент46 страницIntroduccion A La Programacion PLCJosé Luis ArévaloОценок пока нет
- TRABAJOFINAL CompletadoДокумент10 страницTRABAJOFINAL Completadoleonardo7sern-932845Оценок пока нет
- Ejercicios de Programacic3b3n Resueltos Con Step 7 PDFДокумент71 страницаEjercicios de Programacic3b3n Resueltos Con Step 7 PDFSpawnkarioto100% (1)
- Programacion TwidoДокумент21 страницаProgramacion TwidopedrotaraОценок пока нет
- Unidad 1 - IntroduccionДокумент35 страницUnidad 1 - IntroduccionJavier CardenasОценок пока нет
- Preguntas PLC Segundo Parcial CompletoДокумент3 страницыPreguntas PLC Segundo Parcial CompletoDaniel SandovalОценок пока нет
- Edwin EEID - EEID-323 - FORMATOALUMNOTRABAJOFINALДокумент12 страницEdwin EEID - EEID-323 - FORMATOALUMNOTRABAJOFINALedwinalvachavezОценок пока нет
- Trabajofinal Lopez Davila.Документ17 страницTrabajofinal Lopez Davila.Anthony CauperОценок пока нет
- Ejercicios PLCДокумент7 страницEjercicios PLCEdwin Castellanos0% (1)
- Paso 366jjnbbhhhДокумент15 страницPaso 366jjnbbhhhjohnОценок пока нет
- Paso 366jjДокумент15 страницPaso 366jjjohnОценок пока нет
- Paso 366Документ16 страницPaso 366johnОценок пока нет
- Etapa 2Документ6 страницEtapa 2johnОценок пока нет
- Paso 3Документ16 страницPaso 3johnОценок пока нет
- Etapa 2Документ7 страницEtapa 2johnОценок пока нет
- Etapa 2Документ6 страницEtapa 2johnОценок пока нет
- Fase 2 Disenar y Modelar Un Sistema de Telemetria 1Документ23 страницыFase 2 Disenar y Modelar Un Sistema de Telemetria 1johnОценок пока нет
- Fase 2 Disenar y Modelar Un Sistema de Telemetria 1Документ23 страницыFase 2 Disenar y Modelar Un Sistema de Telemetria 1johnОценок пока нет
- Fase 2 Disenar y Modelar Un Sistema de Telemetria 1Документ23 страницыFase 2 Disenar y Modelar Un Sistema de Telemetria 1johnОценок пока нет
- Fase 2 Disenar y Modelar Un Sistema de Telemetria 1Документ25 страницFase 2 Disenar y Modelar Un Sistema de Telemetria 1johnОценок пока нет
- Guia Introduccion A La ContabilidadДокумент8 страницGuia Introduccion A La ContabilidadJos VicОценок пока нет
- Programacion Didáctica Gerencia Estrategica - Iii Pac 2020Документ19 страницProgramacion Didáctica Gerencia Estrategica - Iii Pac 2020EmilsonОценок пока нет
- UNIDAD-7-Y-8. WuolahДокумент7 страницUNIDAD-7-Y-8. WuolahPablo SánchezОценок пока нет
- CENSO ELECTORA 2022.actualДокумент18 страницCENSO ELECTORA 2022.actualStefany CarreraОценок пока нет
- Planificacion Estrategica Grupo1Документ48 страницPlanificacion Estrategica Grupo1Samuel Reque RochaОценок пока нет
- 58 Laboratorio Computación para IngenieríaДокумент3 страницы58 Laboratorio Computación para IngenieríaJose OmarОценок пока нет
- Janeth - Lozano - Act1 - Actividad Clave Del ProyectoДокумент8 страницJaneth - Lozano - Act1 - Actividad Clave Del ProyectoBelarmino Chan PachecoОценок пока нет
- Manejo de ExcepcionesДокумент3 страницыManejo de ExcepcionesAstrid LagravereОценок пока нет
- Sesion 12 Gestion Del Talento (Remaz)Документ12 страницSesion 12 Gestion Del Talento (Remaz)pedro ramonОценок пока нет
- Matriz Dafo Ingenieria MarketingДокумент30 страницMatriz Dafo Ingenieria MarketingByron CórdovaОценок пока нет
- Actividad 3Документ7 страницActividad 3Ricardo MedinaОценок пока нет
- Guia Practica para Reuniones EficacesДокумент9 страницGuia Practica para Reuniones EficacesJuan Bueno GraciaОценок пока нет
- ACTIVIDAD No 1 ENSAYO INVESTIGACION DE OPERACIONES Y MODELACIONДокумент8 страницACTIVIDAD No 1 ENSAYO INVESTIGACION DE OPERACIONES Y MODELACIONDENNIS HERNANDEZОценок пока нет
- Guía de Aprendizaje 2Документ2 страницыGuía de Aprendizaje 2Paul CruzОценок пока нет
- L03T07Документ67 страницL03T07Miguel AnteloОценок пока нет
- Codigo Agrupador de Cuentas Del Sat Nivel Codigo AgrupadorДокумент108 страницCodigo Agrupador de Cuentas Del Sat Nivel Codigo AgrupadorIsay HuertaОценок пока нет
- Derecho Laboral, Trabajo Autónomo ExperimentalДокумент7 страницDerecho Laboral, Trabajo Autónomo ExperimentalJuan JuanОценок пока нет
- Avaluo La CorinaДокумент30 страницAvaluo La Corinajose101728Оценок пока нет
- Unidad 4 - Actividad 2Документ3 страницыUnidad 4 - Actividad 2mario alberto rodriguez barbozaОценок пока нет
- Minera Poderosa GEOPERVOLДокумент37 страницMinera Poderosa GEOPERVOLEnrique Roldan MontesОценок пока нет
- Gestion de Calidad - Semana 2Документ4 страницыGestion de Calidad - Semana 2Diego Benitez Carrasco100% (1)
- Preguntas para Verificación y Análisis Capitulo 8.Документ8 страницPreguntas para Verificación y Análisis Capitulo 8.Miguel MoralesОценок пока нет
- 1 - 1 - Pasado, Presente y Futuro Del Open Pit - Minería A Rajo Abierto - UPV 2020 - Clase 1Документ26 страниц1 - 1 - Pasado, Presente y Futuro Del Open Pit - Minería A Rajo Abierto - UPV 2020 - Clase 1Cesar AvalosОценок пока нет
- SANCIONAN AL INTERBANK CON SДокумент61 страницаSANCIONAN AL INTERBANK CON SfernandoОценок пока нет
- Bolivia: Decreto Supremo #3766, 2 de Enero de 2019Документ43 страницыBolivia: Decreto Supremo #3766, 2 de Enero de 2019api-470692599Оценок пока нет
- Este Documento Tiene Firma Electrónica y Su Original Puede Ser Validado enДокумент5 страницEste Documento Tiene Firma Electrónica y Su Original Puede Ser Validado enClemente MaturanaОценок пока нет
- Imprimir 2Документ16 страницImprimir 2LalarogudeОценок пока нет
- APRENDO WASAP (4) Escribimos Nuestro Diario Personal (3) CACДокумент8 страницAPRENDO WASAP (4) Escribimos Nuestro Diario Personal (3) CACEDWIN JESUS FLORES AÑAÑOSОценок пока нет
- Estructura Organizativa de Una Compañía de SegurosДокумент3 страницыEstructura Organizativa de Una Compañía de SegurosJoaquim Merlo100% (1)
- Informe de Liquidacion: M E M POL 1 93 002Документ20 страницInforme de Liquidacion: M E M POL 1 93 002CIK AbogadosyliquidadoresОценок пока нет