Вам также может понравиться
- Liners InspectionДокумент9 страницLiners Inspectiong arv100% (1)
- Fuel Injection Valve Condition: Service Letter SL2016-628/KELДокумент4 страницыFuel Injection Valve Condition: Service Letter SL2016-628/KELVitalii KorolОценок пока нет
- Ridge Wear at Crankpin Journals: Service Letter SL2017-647/JNNДокумент6 страницRidge Wear at Crankpin Journals: Service Letter SL2017-647/JNNarunОценок пока нет
- Fretting/Corrosion in Main Bearing Bore: Service Letter SL2017-645/JNNДокумент4 страницыFretting/Corrosion in Main Bearing Bore: Service Letter SL2017-645/JNNkaarthik saaiОценок пока нет
- EEXI Regulation Compliance (Introduction of EEXI-EPL SystemДокумент10 страницEEXI Regulation Compliance (Introduction of EEXI-EPL SystemSrivatsanОценок пока нет
- SL96-341 B&W Service LetterДокумент4 страницыSL96-341 B&W Service LetterkamalОценок пока нет
- MAN-Cylinder Liner VariationsДокумент16 страницMAN-Cylinder Liner VariationsJithin Vijayan100% (1)
- Mb-4 Operation and DataДокумент348 страницMb-4 Operation and DataBorysОценок пока нет
- 14cyl For RTA96CДокумент2 страницы14cyl For RTA96Cmarko4096Оценок пока нет
- Wartsila 20121 PDFДокумент53 страницыWartsila 20121 PDFDan Alin Mircea100% (1)
- Hhi Man SLДокумент5 страницHhi Man SLvangeliskyriakos8998Оценок пока нет
- Service Information M43Документ49 страницService Information M43AlexanderОценок пока нет
- 515 615 L28 32H Lubrication Oil SystemДокумент21 страница515 615 L28 32H Lubrication Oil SystemFlo MarineОценок пока нет
- PG M-Iii L2131 PDFДокумент488 страницPG M-Iii L2131 PDFnavy4Оценок пока нет
- WARTSILA L20 Injection Valve Kit 167044Документ1 страницаWARTSILA L20 Injection Valve Kit 167044Sergei Kurpish100% (1)
- Man B&W K90Me9-Tii: Project Guide Electronically Controlled Two Stroke EnginesДокумент347 страницMan B&W K90Me9-Tii: Project Guide Electronically Controlled Two Stroke EnginesNguyễn Công HùngОценок пока нет
- 6L23 30H - Manual SHINA-UNICORN SAS-434Документ468 страниц6L23 30H - Manual SHINA-UNICORN SAS-434RK PanchalОценок пока нет
- Services by Wartsila BangladeshДокумент2 страницыServices by Wartsila Bangladeshakhi5000Оценок пока нет
- 706 - Performance Evaluation and General Operation - 007Документ72 страницы706 - Performance Evaluation and General Operation - 007Vignesh SivaОценок пока нет
- PagesДокумент72 страницыPagesAngel NajarroОценок пока нет
- Man B&WДокумент18 страницMan B&WSatyabrat GaanОценок пока нет
- Himsen Micro Pilot System Injector MaintenanceДокумент40 страницHimsen Micro Pilot System Injector MaintenancePeteОценок пока нет
- Man B&W Serv LTR Sl09-509-Sb-jДокумент7 страницMan B&W Serv LTR Sl09-509-Sb-jafsal999Оценок пока нет
- 350 - Survey ULJ S50C 03 1Документ8 страниц350 - Survey ULJ S50C 03 1Gaurav WaliaОценок пока нет
- Manual Vaasa 32 LNДокумент350 страницManual Vaasa 32 LNCihan YasarОценок пока нет
- Service Letter SL2019-673/PRP: Accumulators All Makes, Brands and Types in The Hydraulic SystemДокумент6 страницService Letter SL2019-673/PRP: Accumulators All Makes, Brands and Types in The Hydraulic Systembhaswath2000Оценок пока нет
- Valve Seat Grinding Machine Type MSDДокумент57 страницValve Seat Grinding Machine Type MSDSamer SalibaОценок пока нет
- G90me-C10 5Документ618 страницG90me-C10 5GeorgeОценок пока нет
- Service Info No. 0016 - ComДокумент1 страницаService Info No. 0016 - Comcupid75Оценок пока нет
- Pci 389Документ2 страницыPci 389ZitaPОценок пока нет
- Reduction Gearbox 1500 AGSC KPДокумент1 страницаReduction Gearbox 1500 AGSC KPΣπύρος ΛελούδαςОценок пока нет
- Start Man B&W ManualДокумент1 страницаStart Man B&W ManualSudarshan AgnihotriОценок пока нет
- Project Guide C25 33 Propulsion EnginesДокумент138 страницProject Guide C25 33 Propulsion EnginesJose RamonОценок пока нет
- MAN SL2017-654 - JNN (2017.11) - Crankshaft Torsional Vibration DamperДокумент1 страницаMAN SL2017-654 - JNN (2017.11) - Crankshaft Torsional Vibration DamperGrandpa100% (1)
- Manual Og Maxi Sl1ws v3 060307Документ90 страницManual Og Maxi Sl1ws v3 060307Cezar GabrielОценок пока нет
- Man 51-60df Imo Tier II, Imo Tier III - MarineДокумент460 страницMan 51-60df Imo Tier II, Imo Tier III - MarineWagner GuimarãesОценок пока нет
- MC-engines Danish Built EnginesДокумент11 страницMC-engines Danish Built Engineshpss77100% (2)
- Alpha CP Propeller 2010Документ29 страницAlpha CP Propeller 2010blahblah8888100% (1)
- Wartsila Vasa 32 - Spare Parts Notice - Bearing Types For Vasa 32 Based EnginesДокумент9 страницWartsila Vasa 32 - Spare Parts Notice - Bearing Types For Vasa 32 Based Enginesswiatekpiotrwp.plОценок пока нет
- Electronic Marine Engine VibrationДокумент1 страницаElectronic Marine Engine Vibrationvran77Оценок пока нет
- Adjusting The Camshaft: Tion" in Chapter "Lower Valve Drive"Документ25 страницAdjusting The Camshaft: Tion" in Chapter "Lower Valve Drive"JavierОценок пока нет
- Alpha: Propeller Maintenance Concept Type VBSДокумент6 страницAlpha: Propeller Maintenance Concept Type VBSEdgar Real ViúlaОценок пока нет
- Updated Design of Big End HousingДокумент6 страницUpdated Design of Big End Housingkabilan sadasivamОценок пока нет
- MB 3 MaintenanceДокумент625 страницMB 3 MaintenanceArjun MenonОценок пока нет
- HOUTTUIN Catalog GeneralДокумент12 страницHOUTTUIN Catalog GeneralRelu123Оценок пока нет
- Brochure Bengi PDFДокумент11 страницBrochure Bengi PDFGhamdan hussein100% (1)
- Slide Fuel ValvesДокумент2 страницыSlide Fuel ValvesSpasoje100% (1)
- Manual 3553-54 PDFДокумент116 страницManual 3553-54 PDFLuiz Claudio Martins FreireОценок пока нет
- Engine Performance Data: Safety Precautions Special ToolsДокумент184 страницыEngine Performance Data: Safety Precautions Special ToolsHtooThar AungОценок пока нет
- Cylinder Oil Drain Engine Performance AnalysisДокумент14 страницCylinder Oil Drain Engine Performance AnalysisRoshan D'silvaОценок пока нет
- Component ServiceДокумент7 страницComponent ServiceFahmi AliОценок пока нет
- Engine DetailsДокумент2 страницыEngine DetailsNeil GudiwallaОценок пока нет
- 07-013E Cylinder Gauge For Use With RH Turbocharger A PDFДокумент2 страницы07-013E Cylinder Gauge For Use With RH Turbocharger A PDFrpichoОценок пока нет
- Indermediate Shaft Bearing Svenska BearingДокумент17 страницIndermediate Shaft Bearing Svenska BearingImmorthalОценок пока нет
- Manual 236.4Документ23 страницыManual 236.4jairoОценок пока нет
- 1d Dvs Sulzer Rta48t Codebook 812Документ812 страниц1d Dvs Sulzer Rta48t Codebook 812BorysОценок пока нет
- MAN SL2018-659 - JAP (2018.03) - Cerment-Coated Piston Rings For Low-Sulphur Fuels (0.5% or Lower)Документ9 страницMAN SL2018-659 - JAP (2018.03) - Cerment-Coated Piston Rings For Low-Sulphur Fuels (0.5% or Lower)GrandpaОценок пока нет
- Leaflet H Cegielski-SERVICE New General LeafletДокумент10 страницLeaflet H Cegielski-SERVICE New General Leafletvangeliskyriakos8998Оценок пока нет
- Piston - Overhaul Man 23 - 30HДокумент12 страницPiston - Overhaul Man 23 - 30Hxahterkot159Оценок пока нет
- Hyundai HydraulicДокумент2 страницыHyundai HydraulicAl Furkhan0% (1)
- Torsion of Crankshafts: Imoshenko Hiladelphia AДокумент15 страницTorsion of Crankshafts: Imoshenko Hiladelphia ALahiru Prabhatha AmarasenaОценок пока нет
- Energy Offer Calculation Education: CDS January 14, 2021Документ25 страницEnergy Offer Calculation Education: CDS January 14, 2021Lahiru Prabhatha AmarasenaОценок пока нет
- Anti StressДокумент11 страницAnti StressLahiru Prabhatha AmarasenaОценок пока нет
- Causes For Increment in SiliconДокумент8 страницCauses For Increment in SiliconLahiru Prabhatha AmarasenaОценок пока нет
- Cast Iron Vs Wrought IronДокумент7 страницCast Iron Vs Wrought IronLahiru Prabhatha AmarasenaОценок пока нет
- Resilient Conical Bearings: Diesel Customer Information No. 315Документ4 страницыResilient Conical Bearings: Diesel Customer Information No. 315Lahiru Prabhatha AmarasenaОценок пока нет
- Welding Symbols: A Useful System or Undecipherable Hieroglyphics?Документ7 страницWelding Symbols: A Useful System or Undecipherable Hieroglyphics?Lahiru Prabhatha AmarasenaОценок пока нет
- Manual Wärtsilä 18V32Документ338 страницManual Wärtsilä 18V32johan2111100% (13)
- Basic Mechanical EngineeringДокумент70 страницBasic Mechanical EngineeringHemachandran100% (6)
- Industrial Diesel Generator Set - 50 HZ: General Specifications KOHLER Premium QualityДокумент7 страницIndustrial Diesel Generator Set - 50 HZ: General Specifications KOHLER Premium QualityABCD123655Оценок пока нет
- Diesel Power PlantДокумент23 страницыDiesel Power PlantMa. Mikhaela ApuradoОценок пока нет
- Em PDFДокумент423 страницыEm PDFAlbertiniCongoraAsto100% (1)
- L23-30H GenSet TierII PDFДокумент856 страницL23-30H GenSet TierII PDFvesper100% (1)
- Adiabatic AbstractДокумент7 страницAdiabatic AbstractSudheer BabuОценок пока нет
- Diesel Electric Trolley Mounted Portable CompressorДокумент5 страницDiesel Electric Trolley Mounted Portable CompressorHisham HamdiОценок пока нет
- Main Idea: Directions: Read Each Passage and Ask Yourself, "What Is The Author Doing in This Paragraph?"Документ4 страницыMain Idea: Directions: Read Each Passage and Ask Yourself, "What Is The Author Doing in This Paragraph?"Iqo CahyonoОценок пока нет
- Technical Data SheetДокумент10 страницTechnical Data SheetErvinMayorcaPizarroОценок пока нет
- Technical DataДокумент3 страницыTechnical DataeddyfredyОценок пока нет
- 9 Fele Katonai Angol VeglegesДокумент18 страниц9 Fele Katonai Angol VeglegesAmmar Syahid Rabbani100% (1)
- Volvo Penta Inboard Diesel: 20.9 KW (28.4 HP) Crankshaft Power Acc. To ISO 8665Документ2 страницыVolvo Penta Inboard Diesel: 20.9 KW (28.4 HP) Crankshaft Power Acc. To ISO 8665RajkoRapoОценок пока нет
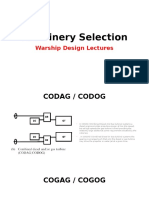
- L 19 - Machinery Selection For Modern WarshipДокумент31 страницаL 19 - Machinery Selection For Modern Warshipknowme73Оценок пока нет
- Techno-Economic Comparison of Series Hybrid, Plug-In HybridДокумент16 страницTechno-Economic Comparison of Series Hybrid, Plug-In HybridHenrique Neiva GuimaraesОценок пока нет
- HDI Direct Injection OperationДокумент31 страницаHDI Direct Injection OperationdjautoОценок пока нет
- Competence 8 Oic-Ew ReviewerДокумент16 страницCompetence 8 Oic-Ew ReviewerCristine Ann Javier100% (1)
- Arocs 4042 K 6x4 Euro 5Документ2 страницыArocs 4042 K 6x4 Euro 5Yessa FitraОценок пока нет
- 2003 Peugeot 307 SW 64971Документ183 страницы2003 Peugeot 307 SW 64971Yunus Emre BirinciОценок пока нет
- Project Guide B3345 2018 PDFДокумент282 страницыProject Guide B3345 2018 PDFRover DmsОценок пока нет
- Cyclo CatalogДокумент28 страницCyclo Catalograjkg421Оценок пока нет
- Detroit Diesel 8.2 Liter Spec Sheet CollectionДокумент6 страницDetroit Diesel 8.2 Liter Spec Sheet CollectionAdrian Quintero100% (2)
- Schwing p88Документ2 страницыSchwing p88Vittorio60% (5)
- Detroit Diesel Series 50 Service Manual 6se50Документ20 страницDetroit Diesel Series 50 Service Manual 6se50harriet100% (50)
- Vulcan Pile Driving EquipmentДокумент20 страницVulcan Pile Driving EquipmentmtОценок пока нет
- Pipe 2023 Diagnostics 1Документ8 страницPipe 2023 Diagnostics 1Tyron RebellonОценок пока нет
- LubricationДокумент14 страницLubricationSeno AgusОценок пока нет
- 60 Egr SeriesДокумент135 страниц60 Egr SeriesGustavo de Paula100% (1)
- Our Range of Turbochargers PDFДокумент15 страницOur Range of Turbochargers PDFDandy MartinОценок пока нет
- Nissan Primastar X83 (2002-2006) Service Manual #18Документ115 страницNissan Primastar X83 (2002-2006) Service Manual #18János ZávogyánОценок пока нет