Вам также может понравиться
- Trends in Packaged Boiler Design PDFДокумент10 страницTrends in Packaged Boiler Design PDFpertspyОценок пока нет
- Power Station Boiler - Sagging Economizer TubesДокумент4 страницыPower Station Boiler - Sagging Economizer TubesKR PAОценок пока нет
- Pulverized Coal Fired Boiler - Persistent Superheater Tube FailuresДокумент2 страницыPulverized Coal Fired Boiler - Persistent Superheater Tube FailuresOscar HarimanОценок пока нет
- Water Chemistry of Super Critical Thermal Power PlantДокумент143 страницыWater Chemistry of Super Critical Thermal Power PlantnaseemОценок пока нет
- Boiler Tube Repair ProcedureДокумент7 страницBoiler Tube Repair ProcedurejoelandrewpintoОценок пока нет
- Abma 9 00Документ11 страницAbma 9 00Matias MancillaОценок пока нет
- Posiflow Technology of Doosan Babcock For Supercritical BoilersДокумент12 страницPosiflow Technology of Doosan Babcock For Supercritical BoilersKarthick VelayuthamОценок пока нет
- Advanced Fire-Tube Boiler ProjectДокумент10 страницAdvanced Fire-Tube Boiler ProjectRonnieldОценок пока нет
- Soot Blowing and AdvantagesДокумент10 страницSoot Blowing and AdvantagesUdhayakumar VenkataramanОценок пока нет
- Ganapathy PDFДокумент90 страницGanapathy PDFpinenamuОценок пока нет
- Defective Boiler Circulation - Persistent Furnace Tube FailuresДокумент3 страницыDefective Boiler Circulation - Persistent Furnace Tube FailuresKR PAОценок пока нет
- Xxvi. Data Records AND Problem AnalysisДокумент8 страницXxvi. Data Records AND Problem AnalysisRaja RamОценок пока нет
- War Ga Boiler Project SummaryДокумент8 страницWar Ga Boiler Project Summarykhaledi10Оценок пока нет
- The Danieli Danarc Plus M Furnace at Abs Meltshop: Aldo A. Fior Danieli C M - Process Engineer Buttrio, ItalyДокумент6 страницThe Danieli Danarc Plus M Furnace at Abs Meltshop: Aldo A. Fior Danieli C M - Process Engineer Buttrio, ItalyBrandon CoxОценок пока нет
- Anselmo Report No.8Документ6 страницAnselmo Report No.8Vince PatricioОценок пока нет
- Revamp Fired Heaters To Increase CapacityДокумент8 страницRevamp Fired Heaters To Increase Capacityyogitadoda100% (3)
- CH-14 Design Fundamentals of BoilerДокумент15 страницCH-14 Design Fundamentals of BoilerRavi ShankarОценок пока нет
- Convection Section CleaningДокумент10 страницConvection Section CleaningSuresh RamakrishnanОценок пока нет
- Sheffield 4th 2003 - New Technologies For Waste-To-Energy PlantsДокумент12 страницSheffield 4th 2003 - New Technologies For Waste-To-Energy Plantsharan2000Оценок пока нет
- Vacuum Hardening HssДокумент6 страницVacuum Hardening Hssharanus2000Оценок пока нет
- Marine Machinary CourseДокумент452 страницыMarine Machinary CourseMc Liviu100% (1)
- Sootblowing OptimizationДокумент9 страницSootblowing OptimizationvnchromeОценок пока нет
- 1.1 Supercritical Technology: Standard Technical Features of BTG System For Supercritical 660/800 MW Thermal UnitsДокумент10 страниц1.1 Supercritical Technology: Standard Technical Features of BTG System For Supercritical 660/800 MW Thermal UnitsnareshvkkdОценок пока нет
- 19PEE60Документ36 страниц19PEE60Aaron BlayertОценок пока нет
- 12-Design Fundamentals of BoilerДокумент12 страниц12-Design Fundamentals of BoilerVishalVaishОценок пока нет
- Alstom Process Gas CoolerДокумент12 страницAlstom Process Gas Coolerrajaramc100% (1)
- Boiler Operation & Maintenance-Aher 28072021Документ28 страницBoiler Operation & Maintenance-Aher 28072021ashikcr222Оценок пока нет
- Makalah Convection Section Cleaning 4Документ7 страницMakalah Convection Section Cleaning 4akjayaОценок пока нет
- Boiler StudyДокумент158 страницBoiler Studykarthikraja21100% (2)
- Turow Power PlantДокумент14 страницTurow Power Plantdobrilog100% (1)
- Foster Wheeler CFB BoilerДокумент9 страницFoster Wheeler CFB BoilerErl SuperalОценок пока нет
- University of Cebu Main-Campus College of Engineering Mechanical EngineeringДокумент6 страницUniversity of Cebu Main-Campus College of Engineering Mechanical EngineeringRhadel GantuangcoОценок пока нет
- Diagnostic Tools and Control Parameters For Refinery HeatersДокумент7 страницDiagnostic Tools and Control Parameters For Refinery HeaterskrishnaОценок пока нет
- Boiler Tube FailureДокумент4 страницыBoiler Tube FailurenileshОценок пока нет
- I3 Steam Systems 16 20Документ5 страницI3 Steam Systems 16 20qayoom5629Оценок пока нет
- Superheaters: Reason For Superheating SteamДокумент7 страницSuperheaters: Reason For Superheating SteamMeghanath AdkonkarОценок пока нет
- Electric Furnace SteelmakingДокумент136 страницElectric Furnace SteelmakingIsrael Damian Silva Rosado100% (2)
- Fired Heater Optimization ISA ADДокумент12 страницFired Heater Optimization ISA ADNagaphani Kumar RavuriОценок пока нет
- Rethink Specifications For Fired HeatersДокумент7 страницRethink Specifications For Fired HeatersAhmed SeliemОценок пока нет
- Posiflow Benson BoilerДокумент8 страницPosiflow Benson BoilerKarthick VelayuthamОценок пока нет
- Vertical Tube, Variable Pressure Furnace For Supercritical Steam BoilersДокумент7 страницVertical Tube, Variable Pressure Furnace For Supercritical Steam BoilersSamОценок пока нет
- Keston 170 Boiler ManualДокумент54 страницыKeston 170 Boiler ManualPaul HendersonОценок пока нет
- Bhatia Gummidipoondi WHRSG O&m Manual FinalДокумент224 страницыBhatia Gummidipoondi WHRSG O&m Manual Finalt_syamprasadОценок пока нет
- Blast Furnace Bosh Design and RepairsДокумент16 страницBlast Furnace Bosh Design and RepairsAnindya RoyОценок пока нет
- Heating and Cooling Generation and Distribution Systems: Central Vs Decentralized SystemsДокумент15 страницHeating and Cooling Generation and Distribution Systems: Central Vs Decentralized SystemsRakesh RanjanОценок пока нет
- Miacomet Golf Club: Mechanical, Electrical, Plumbing, and Fire Protection Existing Conditions SurveyДокумент38 страницMiacomet Golf Club: Mechanical, Electrical, Plumbing, and Fire Protection Existing Conditions SurveyAbon BandengОценок пока нет
- Stone IiДокумент7 страницStone IiAngie Natalia Morales DucuaraОценок пока нет
- EPSRC Thermal Management Sheffield Progress Report July 2010Документ76 страницEPSRC Thermal Management Sheffield Progress Report July 2010Junaid MugholОценок пока нет
- Manual On Boiler Tube FailureДокумент69 страницManual On Boiler Tube Failureyogeshmangal1974100% (2)
- FurnaceДокумент4 страницыFurnaceWaqas HassanОценок пока нет
- Kiln Shell CoolingДокумент4 страницыKiln Shell CoolingjmpbarrosОценок пока нет
- 2.10. Furnace Design Considerations: Fig. 2.5 Fig. 2.6Документ8 страниц2.10. Furnace Design Considerations: Fig. 2.5 Fig. 2.6vatsal07Оценок пока нет
- Heating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsОт EverandHeating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsОценок пока нет
- 77th Conference on Glass Problems: A Collection of Papers Presented at the 77th Conference on Glass Problems, Greater Columbus Convention Center, Columbus, OH, November 7-9, 2016От Everand77th Conference on Glass Problems: A Collection of Papers Presented at the 77th Conference on Glass Problems, Greater Columbus Convention Center, Columbus, OH, November 7-9, 2016S. K. SundaramОценок пока нет
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersОт EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersОценок пока нет
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesОт EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesОценок пока нет
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingОт EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingРейтинг: 5 из 5 звезд5/5 (3)
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentОт EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentОценок пока нет
- Process Engineering: Facts, Fiction and FablesОт EverandProcess Engineering: Facts, Fiction and FablesРейтинг: 3 из 5 звезд3/5 (2)
- Adani Power ESG ReportДокумент69 страницAdani Power ESG ReportUdhayakumar VenkataramanОценок пока нет
- NOx ComplianceДокумент2 страницыNOx ComplianceUdhayakumar VenkataramanОценок пока нет
- Cooling Tower ReconstructionДокумент5 страницCooling Tower ReconstructionUdhayakumar VenkataramanОценок пока нет
- Pump Impeller Trimming AspectsДокумент17 страницPump Impeller Trimming AspectsUdhayakumar VenkataramanОценок пока нет
- CFCB Bed Ash CoolerДокумент11 страницCFCB Bed Ash CoolerUdhayakumar VenkataramanОценок пока нет
- Decarbonisation DocumentДокумент5 страницDecarbonisation DocumentUdhayakumar VenkataramanОценок пока нет
- Lab Safety TrainingДокумент105 страницLab Safety TrainingSabry SaidОценок пока нет
- 25 Ways To Break A PumpДокумент6 страниц25 Ways To Break A PumpUdhayakumar VenkataramanОценок пока нет
- How To Improve The VacuumДокумент11 страницHow To Improve The VacuumUdhayakumar VenkataramanОценок пока нет
- GE 6FA TurbineДокумент1 страницаGE 6FA TurbinehenriquezrsОценок пока нет
- Analysis of Transformer Failures - (By William Bartley 2003)Документ13 страницAnalysis of Transformer Failures - (By William Bartley 2003)kimbalsummers801100% (1)
- Condenser Vacuum Article From Power MagazineДокумент7 страницCondenser Vacuum Article From Power MagazineUdhayakumar VenkataramanОценок пока нет
- en Bearing Damage and Failure AnalysisДокумент106 страницen Bearing Damage and Failure Analysisacicuencano100% (5)
- Boiler Control From Power Magazines InputДокумент11 страницBoiler Control From Power Magazines InputUdhayakumar VenkataramanОценок пока нет
- Boiler Efficiency Improvement Through Analysis of Losses PDFДокумент5 страницBoiler Efficiency Improvement Through Analysis of Losses PDFTambun BerdikariОценок пока нет
- CookingsafetyДокумент1 страницаCookingsafetyapi-271033247Оценок пока нет
- Calculation of Turbine EfficiencyДокумент1 страницаCalculation of Turbine EfficiencyKepinganCintaОценок пока нет
- Coal Mill Failures in Brief Doc 2Документ7 страницCoal Mill Failures in Brief Doc 2Udhayakumar VenkataramanОценок пока нет
- Flexible Diaphragms Provide Solutions: Facebooktwitterlinkedin மே லும்Документ9 страницFlexible Diaphragms Provide Solutions: Facebooktwitterlinkedin மே லும்Udhayakumar VenkataramanОценок пока нет
- Module 3: Frequency Control in A Power System Lecture 16: Automatic Generation Control (AGC)Документ4 страницыModule 3: Frequency Control in A Power System Lecture 16: Automatic Generation Control (AGC)Ashwani RanaОценок пока нет
- Coal Drying To Reduce Cost of Lignite Fired PP O&m 2005Документ25 страницCoal Drying To Reduce Cost of Lignite Fired PP O&m 2005Udhayakumar VenkataramanОценок пока нет
- Boiler Efficiency Measurement and Energy Saving Steam Distribution System - A Case StudyДокумент4 страницыBoiler Efficiency Measurement and Energy Saving Steam Distribution System - A Case StudyJournal 4 ResearchОценок пока нет
- Coal Mill ASF Ver 2.0Документ10 страницCoal Mill ASF Ver 2.0Udhayakumar VenkataramanОценок пока нет
- Medical Gases PDFДокумент32 страницыMedical Gases PDFnsk79inОценок пока нет
- Behavioural Based Safety in The MineralsДокумент10 страницBehavioural Based Safety in The MineralsUdhayakumar VenkataramanОценок пока нет
- Drones Usage in Power Plant Maintenance AdvantagesДокумент7 страницDrones Usage in Power Plant Maintenance AdvantagesUdhayakumar VenkataramanОценок пока нет
- Direct Taxes 639034004081721340Документ1 страницаDirect Taxes 639034004081721340AshishОценок пока нет
- Course Structure and Detailed Syllabus Power GenerationДокумент29 страницCourse Structure and Detailed Syllabus Power GenerationUdhayakumar VenkataramanОценок пока нет
- Gas Composition Component Name Mole Percent BTU Gross Kcal Gross Relative DensityДокумент1 страницаGas Composition Component Name Mole Percent BTU Gross Kcal Gross Relative DensityUdhayakumar VenkataramanОценок пока нет
- Reference List - Replacement Filters Aug'21Документ1 страницаReference List - Replacement Filters Aug'21Udhayakumar VenkataramanОценок пока нет
- Steve MARKS Toroidal Power Unit: Interview With Haok Durban (Marks' Assooiate) (Part 1)Документ93 страницыSteve MARKS Toroidal Power Unit: Interview With Haok Durban (Marks' Assooiate) (Part 1)Nikol DenisОценок пока нет
- 2018 CatalogДокумент32 страницы2018 CatalogShahid SiddiqueОценок пока нет
- UNIT-3 Oscilloscopes: Cathode Ray Tube (CRT)Документ16 страницUNIT-3 Oscilloscopes: Cathode Ray Tube (CRT)sonucharyОценок пока нет
- Aseptico Adu-17x ManualДокумент16 страницAseptico Adu-17x ManualJenn QuiñonezОценок пока нет
- Tecator Digestion Datasheet - GBДокумент8 страницTecator Digestion Datasheet - GBNestor PosadaОценок пока нет
- 00000525 - Rev.1 - KMC650 - OP Manual (EN,해외)Документ101 страница00000525 - Rev.1 - KMC650 - OP Manual (EN,해외)Gary Kohler100% (1)
- 4MX-25 4MX-50 AM Transmitter Technical Manual PDFДокумент200 страниц4MX-25 4MX-50 AM Transmitter Technical Manual PDFJohnny Garcia100% (1)
- X-Ray Generator BasicsДокумент32 страницыX-Ray Generator BasicsManny Virtudazo100% (1)
- PP Fixed Bias Circuit Design and Calculator Atrad-Audio - Co.nzДокумент8 страницPP Fixed Bias Circuit Design and Calculator Atrad-Audio - Co.nzdisse_detiОценок пока нет
- 350V Step-Up ConverterДокумент4 страницы350V Step-Up ConverterWesОценок пока нет
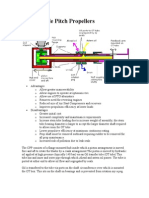
- Controllable Pitch PropellersДокумент2 страницыControllable Pitch PropellersAnkit DedhiyaОценок пока нет
- HDL-MFH06 432Документ2 страницыHDL-MFH06 432DavidLagosОценок пока нет
- Mayku FormBox Starter BookДокумент46 страницMayku FormBox Starter BookskidaОценок пока нет
- Dictionary of AutomotiveДокумент518 страницDictionary of AutomotiveRonald TorresОценок пока нет
- HOMEWELD-B User ManuelДокумент14 страницHOMEWELD-B User Manuelmohamed elborlsyОценок пока нет
- Orange Rocker 15 ManualДокумент4 страницыOrange Rocker 15 ManualWilliam E WoodcockОценок пока нет
- Cu3000e 06 03Документ24 страницыCu3000e 06 03ErereОценок пока нет
- Boiler InterviewДокумент16 страницBoiler InterviewSachin PatelОценок пока нет
- Ips-E-Pr-771 SthexДокумент43 страницыIps-E-Pr-771 Sthexdr_s_m_afzali8662Оценок пока нет
- Putting 'Life' Into The Yaqin MS-22BДокумент37 страницPutting 'Life' Into The Yaqin MS-22BAlicia SmithОценок пока нет
- Reliance Product Catalog 2012Документ13 страницReliance Product Catalog 2012AlejandroVCMXОценок пока нет
- 300B Parallel SET AmplifierДокумент8 страниц300B Parallel SET Amplifierandree wОценок пока нет
- Trophy Irix 70Документ127 страницTrophy Irix 70Darko Savic100% (1)
- Service Manual For Luna Series DC InverterДокумент73 страницыService Manual For Luna Series DC Invertercmorley5057Оценок пока нет
- TelevisionДокумент211 страницTelevisionazimut.azimut9327100% (1)
- EH Manual EnglishДокумент6 страницEH Manual EnglishHasan CosalevОценок пока нет
- BHEL PresntationДокумент14 страницBHEL PresntationSelvakumar SubramanianОценок пока нет
- Using An OscilloscopeДокумент12 страницUsing An OscilloscopemuhibrazaОценок пока нет
- Blease Frontline Sirius Anaesthesia System - Repair Manual PDFДокумент125 страницBlease Frontline Sirius Anaesthesia System - Repair Manual PDFBashir Ahmed100% (1)
- EOA 61 CMP User ManualДокумент21 страницаEOA 61 CMP User ManualEl Anonimo50% (2)