Вам также может понравиться
- Boiler Performance ImproveДокумент5 страницBoiler Performance Improvehwang2Оценок пока нет
- Heat Recovery From Smelt Dissolving Tank Vent 2009-01-26Документ3 страницыHeat Recovery From Smelt Dissolving Tank Vent 2009-01-26hanzancnc7Оценок пока нет
- Deaerators in Industrial Steam Systems: Additional BenefitsДокумент5 страницDeaerators in Industrial Steam Systems: Additional BenefitsNaОценок пока нет
- Primary-Secondary-Tertiary Pumping PDFДокумент32 страницыPrimary-Secondary-Tertiary Pumping PDFMinh TranОценок пока нет
- Exhaust Base Vam Tonnage CalculationДокумент9 страницExhaust Base Vam Tonnage CalculationMagical RiyaОценок пока нет
- Internal Epoxy Coating in Surface CondenserДокумент14 страницInternal Epoxy Coating in Surface CondenserChaudhari SanketОценок пока нет
- SteamInjectionHeating SteamSparge SpargingEfficiencyvsSteamInjectionHeating TB 6 20101210Документ4 страницыSteamInjectionHeating SteamSparge SpargingEfficiencyvsSteamInjectionHeating TB 6 20101210Herlina ChandraОценок пока нет
- Evaporative Condenser Engineering Manual: Technical ResourcesДокумент18 страницEvaporative Condenser Engineering Manual: Technical ResourcesMohamed IbrahimОценок пока нет
- Condensate PotДокумент5 страницCondensate Potkhanasifalam100% (3)
- Steam Heat Exchangers (Steam Control and Condensate Removal)Документ27 страницSteam Heat Exchangers (Steam Control and Condensate Removal)Matthew VestОценок пока нет
- Converting Waste Heat To Useful Energy in Heating, Ventilating and Air-Conditioning SystemsДокумент4 страницыConverting Waste Heat To Useful Energy in Heating, Ventilating and Air-Conditioning SystemskdpmansiОценок пока нет
- Pressurized Deaerator Spec PDFДокумент9 страницPressurized Deaerator Spec PDFkosmc123Оценок пока нет
- Air PanassДокумент10 страницAir PanassSyaza FieqaОценок пока нет
- Emerging Trends in Mechanical Engineering: Course Code - 22652 (AE/PG/PT/ME) Unit 2 - Process EngineeringДокумент15 страницEmerging Trends in Mechanical Engineering: Course Code - 22652 (AE/PG/PT/ME) Unit 2 - Process EngineeringKunal AhiwaleОценок пока нет
- Hot Water Supply ch.2 PDFДокумент55 страницHot Water Supply ch.2 PDFasmaaasmaaa asmaa100% (1)
- AFBC BoilerДокумент12 страницAFBC BoilerNaman Sharma0% (1)
- TemplifierДокумент8 страницTemplifiermdalt9180100% (1)
- Ae MFP 23aДокумент2 страницыAe MFP 23aBhagat ShardanandОценок пока нет
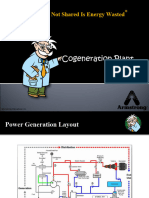
- Cogeneration PlantДокумент32 страницыCogeneration PlantSujeet SalunkheОценок пока нет
- Refrigeration and Air ConditioningДокумент9 страницRefrigeration and Air ConditioningLuis Enrique Cervantes DominguezОценок пока нет
- Air To Water Heat Pumps - DomesticДокумент2 страницыAir To Water Heat Pumps - DomesticjjannaniОценок пока нет
- BE CYK Res Novartis CS PDFДокумент9 страницBE CYK Res Novartis CS PDFRanga VamshiОценок пока нет
- 5EH Steam Jet EjectorsДокумент12 страниц5EH Steam Jet EjectorsAmin SmileyОценок пока нет
- 1 Air To Water Heating - Cooling Pump - Data SheetДокумент10 страниц1 Air To Water Heating - Cooling Pump - Data Sheetmostafa mОценок пока нет
- Emerging Trends in Mechanical Engineering: Course Code - 22652 (AE/PG/PT/ME) Unit 2 - Process EngineeringДокумент15 страницEmerging Trends in Mechanical Engineering: Course Code - 22652 (AE/PG/PT/ME) Unit 2 - Process EngineeringKunal AhiwaleОценок пока нет
- 07 17 HVAC Skills WorkshopДокумент4 страницы07 17 HVAC Skills WorkshopRAJAMANICKAMОценок пока нет
- Tadit: Why Condensate Recovery System (CRS) ?Документ2 страницыTadit: Why Condensate Recovery System (CRS) ?Himanshu PanchalОценок пока нет
- Mine ClimateДокумент16 страницMine ClimateRehal JandialОценок пока нет
- Waste Heat RecoveryДокумент20 страницWaste Heat RecoveryAMIT PRAJAPATIОценок пока нет
- PSD 16DJ - 11 82Документ32 страницыPSD 16DJ - 11 82Muhammad azeemОценок пока нет
- CCCC CCC CДокумент9 страницCCCC CCC CGhulamMustafa76Оценок пока нет
- Cooling Tower PDFДокумент30 страницCooling Tower PDFcynaidu100% (1)
- Heat Recovery From Air-Cooled ChillersДокумент17 страницHeat Recovery From Air-Cooled ChillersRahmat JunaidiОценок пока нет
- Refrigeration and LiquefactionДокумент51 страницаRefrigeration and LiquefactionAlbert ShesmanОценок пока нет
- Absorption Refrigeration: Kevin D. Rafferty, P.E. Geo-Heat CenterДокумент4 страницыAbsorption Refrigeration: Kevin D. Rafferty, P.E. Geo-Heat CenterRichard WeimerОценок пока нет
- R. Albion, S. - World&apos S First SAGD Facility Using Evaporators, Drum Boilers, and ZДокумент7 страницR. Albion, S. - World&apos S First SAGD Facility Using Evaporators, Drum Boilers, and ZLuqmanОценок пока нет
- Heating and Cooling Generation and Distribution Systems: Central Vs Decentralized SystemsДокумент15 страницHeating and Cooling Generation and Distribution Systems: Central Vs Decentralized SystemsRakesh RanjanОценок пока нет
- O 040894100Документ7 страницO 040894100IJERDОценок пока нет
- ASP31-292 ModHotGasReheat Brochure 2PGДокумент2 страницыASP31-292 ModHotGasReheat Brochure 2PGviniciusschwabОценок пока нет
- Cooling Tower 1Документ69 страницCooling Tower 1Hemchand MoreОценок пока нет
- QAHV 6PP AW v2Документ6 страницQAHV 6PP AW v2vga1234Оценок пока нет
- Boiler Blowdown and Heat RecoveryДокумент8 страницBoiler Blowdown and Heat RecoveryRury MardianaОценок пока нет
- Evaporation For Instant Coffee Plants Tcm11 54061Документ1 страницаEvaporation For Instant Coffee Plants Tcm11 54061Hung DoОценок пока нет
- Air Cooler Design SheikoДокумент22 страницыAir Cooler Design Sheikojayhuacat7743100% (1)
- High Performance Chiller Plant: AP Hub - System SolutionДокумент37 страницHigh Performance Chiller Plant: AP Hub - System SolutionTấn Tân NguyễnОценок пока нет
- A Single-Effect Absorption Heat Transformer For Waste Heat Recovery in Industrial UseДокумент12 страницA Single-Effect Absorption Heat Transformer For Waste Heat Recovery in Industrial UseMehdiОценок пока нет
- Solahart ATMOS AIR Heat Pump Presentation V3 250221Документ19 страницSolahart ATMOS AIR Heat Pump Presentation V3 250221abhassarafОценок пока нет
- Module 4 - Cooling TowerДокумент15 страницModule 4 - Cooling Towermadan karkiОценок пока нет
- Steam14 Chillers PDFДокумент2 страницыSteam14 Chillers PDFwaheedОценок пока нет
- fb030 en COMДокумент12 страницfb030 en COMFaraj AlferjaniОценок пока нет
- Technical Paper On Power Plant Energy Savings (Bee Issue # Ee28)Документ15 страницTechnical Paper On Power Plant Energy Savings (Bee Issue # Ee28)sureshОценок пока нет
- Power Plant Engineering Course Code-MEE2022 Digital Assignment 1Документ9 страницPower Plant Engineering Course Code-MEE2022 Digital Assignment 1Prakhar ChitranshОценок пока нет
- Hybrid Cooling TowerДокумент12 страницHybrid Cooling TowerANIMESH JAINОценок пока нет
- CoolingДокумент32 страницыCoolingTinu Paul JepinОценок пока нет
- Module 2 - Boilers - Steam SystemДокумент29 страницModule 2 - Boilers - Steam Systemmadan karkiОценок пока нет
- Lecture 1Документ29 страницLecture 1Mohamed SamehОценок пока нет
- Superheaters and ReheaterДокумент16 страницSuperheaters and ReheaterBudi NortonОценок пока нет
- Performance Increase of Steam Turbine Condensers by CFD AnalysisДокумент10 страницPerformance Increase of Steam Turbine Condensers by CFD AnalysisAbdullah RobbaniОценок пока нет
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesОт EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesОценок пока нет
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsОт EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsРейтинг: 5 из 5 звезд5/5 (1)
- Smog Hog SHN Owners Manual PDFДокумент32 страницыSmog Hog SHN Owners Manual PDFAnonymous Q9i062VОценок пока нет
- SH Elektrostatik Filtre BrosuruДокумент8 страницSH Elektrostatik Filtre BrosuruAnonymous Q9i062VОценок пока нет
- Uas Owners Manual Smog Hog SHДокумент16 страницUas Owners Manual Smog Hog SHAnonymous Q9i062VОценок пока нет
- Air Filter For TurbineДокумент8 страницAir Filter For TurbineAnonymous Q9i062VОценок пока нет
- Dryer Catalogue PDFДокумент4 страницыDryer Catalogue PDFAnonymous Q9i062VОценок пока нет
- Case Study - Static Electricity - E12 PDFДокумент1 страницаCase Study - Static Electricity - E12 PDFAnonymous Q9i062V100% (1)
- Combustion Air RequirementsДокумент2 страницыCombustion Air RequirementsAnonymous Q9i062VОценок пока нет
- BOILER-trouble ShootingДокумент5 страницBOILER-trouble ShootingAnonymous Q9i062VОценок пока нет
- Hospital Biomedical Waste Management 31-08-2006Документ59 страницHospital Biomedical Waste Management 31-08-2006Hasan AnsariОценок пока нет
- Circular Economy Presentation 2022-11-14Документ34 страницыCircular Economy Presentation 2022-11-14Deepak AgrawalОценок пока нет
- Dual Rotary Drilling BenefitsДокумент20 страницDual Rotary Drilling Benefitsjlhunter70Оценок пока нет
- Imdg CodeДокумент7 страницImdg CodeMarverick Solmoro-Caraig Evangelista0% (1)
- Btech Vi Sem 15ce347eДокумент2 страницыBtech Vi Sem 15ce347esanthi saranyaОценок пока нет
- Sludge Thickening: Design of Gravitational ThickeningДокумент8 страницSludge Thickening: Design of Gravitational ThickeningugurОценок пока нет
- AR LSG003 02 Chattukapara PDFДокумент27 страницAR LSG003 02 Chattukapara PDFGk MenonОценок пока нет
- Heat Recovery For Chilled Water Systems - Applications For Condenserless ChillersДокумент20 страницHeat Recovery For Chilled Water Systems - Applications For Condenserless Chillersfacebook111111100% (2)
- Comparison of The Combustion Characteristics of Rice HuskДокумент4 страницыComparison of The Combustion Characteristics of Rice HuskMicah Juguan SalgadoОценок пока нет
- Pengelolaan Sampah Rumah Tangga (Studi Penelitian Di Desa Karang Intan Kecamatan Karang Intan Kabupaten Banjar)Документ8 страницPengelolaan Sampah Rumah Tangga (Studi Penelitian Di Desa Karang Intan Kecamatan Karang Intan Kabupaten Banjar)gv hboОценок пока нет
- WWW Chemguide Co UkДокумент4 страницыWWW Chemguide Co Ukgeoboom12Оценок пока нет
- Stormwater PDFДокумент39 страницStormwater PDFernestnsabimana74Оценок пока нет
- Responsibility Table CONDO or Unit OwnerДокумент3 страницыResponsibility Table CONDO or Unit Ownerfriday7997Оценок пока нет
- Experiment 2Документ3 страницыExperiment 2nabilah0% (1)
- Industry Catalogue 2010Документ260 страницIndustry Catalogue 2010zoksi100% (1)
- Secondary Clarification - Design CalculationsДокумент12 страницSecondary Clarification - Design CalculationslitargirioОценок пока нет
- School Recycling Project PROPOSALДокумент6 страницSchool Recycling Project PROPOSALCla100% (3)
- 7th Sem CivilДокумент19 страниц7th Sem CivilNeeraj Kumar ThakurОценок пока нет
- Tarea s4 U5 4TOДокумент4 страницыTarea s4 U5 4TOImelda Yenny Rojas AlcantaraОценок пока нет
- Water Conservation InfographicsДокумент2 страницыWater Conservation InfographicsAlysia Rose FollosoОценок пока нет
- Toilet Training EbookДокумент11 страницToilet Training EbookGAGANBINDRAОценок пока нет
- Utilisation of Plastic WasteДокумент31 страницаUtilisation of Plastic WasteMohammed Quadir KhanОценок пока нет
- Msds Shell s3-46Документ14 страницMsds Shell s3-46arieprachmanОценок пока нет
- 2018 Book Biogas PDFДокумент471 страница2018 Book Biogas PDFHenry Vilchez100% (2)
- Msds Storin 30 EcДокумент4 страницыMsds Storin 30 EcSamsul HadiОценок пока нет
- Tupi NHSДокумент6 страницTupi NHSRimar LiguanОценок пока нет
- SyllabusДокумент4 страницыSyllabusIan HoldemanОценок пока нет
- Mpi 80 Sds Spraycan en 121715Документ10 страницMpi 80 Sds Spraycan en 121715fercho2581Оценок пока нет
- Solid Waste Management Practices of Households in The University of Eastern PhilippinesДокумент3 страницыSolid Waste Management Practices of Households in The University of Eastern PhilippinesStella Joan LitaОценок пока нет