Вам также может понравиться
- Excel Macros A Step by Step Guide To Learn and Master Excel MacrosДокумент57 страницExcel Macros A Step by Step Guide To Learn and Master Excel MacrosGeorgetta60% (5)
- Hydrometallurgy: A A B A AДокумент10 страницHydrometallurgy: A A B A AGeorgettaОценок пока нет
- Experimental Analysis of The Performance of Innovative Circulation Configurations For Cleaner Copper ElectrolysisДокумент27 страницExperimental Analysis of The Performance of Innovative Circulation Configurations For Cleaner Copper ElectrolysisGeorgettaОценок пока нет
- 2017 Cao - Electrorefining of High Purity ManganeseДокумент10 страниц2017 Cao - Electrorefining of High Purity ManganeseGeorgettaОценок пока нет
- 2012 Maldonado - An Overview of Optimizing Strategies For Flotation BanksДокумент15 страниц2012 Maldonado - An Overview of Optimizing Strategies For Flotation BanksGeorgettaОценок пока нет
- 1950 Labbe - Modern Baghouse Practice For The Recovery of Metallurgical FumesДокумент5 страниц1950 Labbe - Modern Baghouse Practice For The Recovery of Metallurgical FumesGeorgettaОценок пока нет
- 1995 Jankola - Zinc Pressure Leaching at ComincoДокумент8 страниц1995 Jankola - Zinc Pressure Leaching at ComincoGeorgettaОценок пока нет
- 1965 Elio R. Freni - Electrolytic Lead Refining in SardiniaДокумент9 страниц1965 Elio R. Freni - Electrolytic Lead Refining in SardiniaGeorgettaОценок пока нет
- 1930 Fingland, J. J. - The Betts Electrolytic Lead Refining Process in PracticeДокумент28 страниц1930 Fingland, J. J. - The Betts Electrolytic Lead Refining Process in PracticeGeorgettaОценок пока нет
- Blackout Survival GuideДокумент24 страницыBlackout Survival GuideGeorgetta88% (17)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Method Statement For PumpДокумент7 страницMethod Statement For PumpkbldamОценок пока нет
- Brochure - Truemax Concrete Pump Truck Mounted TP25M4Документ16 страницBrochure - Truemax Concrete Pump Truck Mounted TP25M4RizkiRamadhanОценок пока нет
- Captain CaravanДокумент15 страницCaptain Caravanoguz akakce100% (1)
- MEDCAPTAINsys 6010a Infusion Pump Operation Manualv11 IntravenousДокумент66 страницMEDCAPTAINsys 6010a Infusion Pump Operation Manualv11 IntravenousHamann AlejandroОценок пока нет
- Catalogue Hycon PDFДокумент32 страницыCatalogue Hycon PDFGalang ArkastyaОценок пока нет
- SenseiViewIB Show2 PDFДокумент272 страницыSenseiViewIB Show2 PDFkarlo adolfoОценок пока нет
- Seko Motor Drive 2012Документ12 страницSeko Motor Drive 2012tooedОценок пока нет
- RT-flex82 CLU-4 Pulse Lubrication System Rev.00Документ18 страницRT-flex82 CLU-4 Pulse Lubrication System Rev.00Gaby CrisОценок пока нет
- CC607 T4 Water Distribution System New 2Документ40 страницCC607 T4 Water Distribution System New 2Nursyahira Abd Ghani100% (2)
- 16operation StartingadieselengineДокумент76 страниц16operation StartingadieselengineVijay HanchinalОценок пока нет
- Offshore Engineers CompetencyДокумент2 страницыOffshore Engineers Competencysameeh kadourahОценок пока нет
- 520 L 0926Документ60 страниц520 L 0926Bojan KnezevicОценок пока нет
- Vitalab Flexor E - Service ManualДокумент240 страницVitalab Flexor E - Service ManualDiego Felipe Rojas Rojas100% (1)
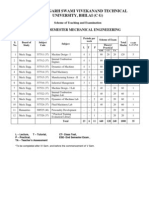
- 5th Sem SyllabusДокумент14 страниц5th Sem Syllabusveer_sОценок пока нет
- MST - DewateringДокумент68 страницMST - DewateringJason Razatlab100% (1)
- 4L80-E VacTestLocations PDFДокумент4 страницы4L80-E VacTestLocations PDFDexter213Оценок пока нет
- Turbomolecular Pumping Systems: High Vacuum PumpsДокумент12 страницTurbomolecular Pumping Systems: High Vacuum PumpsnasmineОценок пока нет
- PG-PL Governor 36694Документ54 страницыPG-PL Governor 36694Fahad Bashir67% (3)
- Tite Ni Kip Mahaba at MatabaДокумент5 страницTite Ni Kip Mahaba at MatabaKobe Alcantara ReyesОценок пока нет
- QIAvac 24 Plus HandbookДокумент36 страницQIAvac 24 Plus HandbookLuis Alberto Díaz OlmedoОценок пока нет
- 3 - 2C Ah-5vcmДокумент1 страница3 - 2C Ah-5vcmMamiherintsoa Issaia RanaivoarimananaОценок пока нет
- Cylinder Change PurgingДокумент16 страницCylinder Change Purgingengg_mech77Оценок пока нет
- Air Leakage in Vacuum VesselsДокумент2 страницыAir Leakage in Vacuum VesselsAccio_thebest100% (3)
- B45 Hydraulicsand Hydraulic MachineryДокумент7 страницB45 Hydraulicsand Hydraulic MachineryRa BalamuruganОценок пока нет
- Mechanical Data Sheet: Philippine Economic Zone AuthorityДокумент2 страницыMechanical Data Sheet: Philippine Economic Zone AuthorityNed Caldejon0% (1)
- JH 7 Types of AbnormalitiesДокумент30 страницJH 7 Types of AbnormalitiesAnil ShelkeОценок пока нет
- DYNA 70025 APECS Integrated Actuator: For Stanadyne "D" Series Injection PumpsДокумент16 страницDYNA 70025 APECS Integrated Actuator: For Stanadyne "D" Series Injection PumpsmichaeltibocheОценок пока нет
- Batch Pasteurizer For MilkДокумент8 страницBatch Pasteurizer For MilkMustafa AmroОценок пока нет
- FIL462 - System OperationДокумент188 страницFIL462 - System Operationingenieriayserviciod100% (1)
- " " Series Variable Displacement Piston PumpsДокумент42 страницы" " Series Variable Displacement Piston PumpsHugo MenéndezОценок пока нет