Вам также может понравиться
- Operation and Maintenance of Pumping MachineryДокумент57 страницOperation and Maintenance of Pumping Machinerygaryianderson100% (4)
- Pipe Stress Analysis Per ASME B 31.3Документ10 страницPipe Stress Analysis Per ASME B 31.3Agung Pramu Aji100% (1)
- FW-796-SAF-62.20-0023 - 0 Lifting Plan For Water Injection PumpДокумент33 страницыFW-796-SAF-62.20-0023 - 0 Lifting Plan For Water Injection Pumpmohammed a hse100% (4)
- Sucker Rod PumpingДокумент27 страницSucker Rod Pumpingzezo2011100% (4)
- Specification For Centrifugal Pumps White Oil TerminalДокумент96 страницSpecification For Centrifugal Pumps White Oil TerminalJackfusionОценок пока нет
- Fire Protection Commissioning ProcedureДокумент39 страницFire Protection Commissioning ProcedureM Kumar Marimuthu83% (6)
- Chapter (5) Pump System CurveДокумент27 страницChapter (5) Pump System Curvekarioke mohaОценок пока нет
- Pump FAQ's by Hydraulic Institute (UK)Документ61 страницаPump FAQ's by Hydraulic Institute (UK)Sajjad Ahmed100% (2)
- Pumps, Fans and Blowers and CompressorsДокумент80 страницPumps, Fans and Blowers and CompressorsRomart Barosa100% (2)
- 6 Boiler Feedwater PumpsДокумент20 страниц6 Boiler Feedwater PumpsCristhian Garcia VillarroelОценок пока нет
- Reciprocating Pump - MaintenanceДокумент57 страницReciprocating Pump - Maintenancesum1else4Оценок пока нет
- Twin Screw Vs Centrifugal & Reciprocating ArticleДокумент12 страницTwin Screw Vs Centrifugal & Reciprocating ArticlecaratorresmОценок пока нет
- Thrust in Vertical Turbine PumpsДокумент5 страницThrust in Vertical Turbine PumpsKamal Arab100% (1)
- Understanding Pump Curves #5 - Minimum Flow - Part One - Pump Industry MagazineДокумент6 страницUnderstanding Pump Curves #5 - Minimum Flow - Part One - Pump Industry MagazineAntonio SanchezОценок пока нет
- Boiler Feed Pump Sizing CalculationДокумент18 страницBoiler Feed Pump Sizing CalculationArun Kumar Dey100% (2)
- A Guide To HysysДокумент135 страницA Guide To HysysJack Johnson100% (1)
- Boiler Feed Pump - KSBДокумент1 страницаBoiler Feed Pump - KSBgulmal husainОценок пока нет
- Progressive Cavity PumpДокумент22 страницыProgressive Cavity PumpFadh At-Tarf80% (5)
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineОт EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineРейтинг: 5 из 5 звезд5/5 (1)
- Boiler Feed Pump New 1Документ39 страницBoiler Feed Pump New 1789krishnaОценок пока нет
- Avoid Cavitation in Centrifugal PumpsДокумент6 страницAvoid Cavitation in Centrifugal PumpsMatiasefloresОценок пока нет
- CavitationДокумент24 страницыCavitationGelande StradaОценок пока нет
- Pump Lose Suction After Some TimeДокумент12 страницPump Lose Suction After Some TimeFahad MaqsoodОценок пока нет
- Liquid Rocket Engines Centrifugal Flow Turbo PumpsДокумент124 страницыLiquid Rocket Engines Centrifugal Flow Turbo Pumpsapi-3827338100% (1)
- Classification of PumpsДокумент7 страницClassification of PumpsJoanna Marie100% (1)
- CavitationДокумент20 страницCavitationOmar EzzatОценок пока нет
- Mission Centrifugal PumpsДокумент60 страницMission Centrifugal PumpsWell Site Ranger100% (2)
- SW COLD PUMP CALCULATION (Rev.0)Документ25 страницSW COLD PUMP CALCULATION (Rev.0)Ardian20Оценок пока нет
- Orifice Sizing - Boiler Feed BypassДокумент4 страницыOrifice Sizing - Boiler Feed BypassgusbacОценок пока нет
- Troubleshooting Centrifugal PumpsДокумент3 страницыTroubleshooting Centrifugal PumpsbbmokshОценок пока нет
- Piping PracticeДокумент8 страницPiping Practiceaugur886Оценок пока нет
- PEG 4102 - Sucker Rod Pump Project PresentationДокумент22 страницыPEG 4102 - Sucker Rod Pump Project PresentationAlex StollОценок пока нет
- Problem Solving - Centrifugal PumpsДокумент40 страницProblem Solving - Centrifugal Pumpsanon_853577875Оценок пока нет
- Vdocuments - MX Tip 0404 54 Headbox Approach Piping Guidelines 2020-1-9 The Headbox ApproachДокумент36 страницVdocuments - MX Tip 0404 54 Headbox Approach Piping Guidelines 2020-1-9 The Headbox ApproachCivil Subam100% (1)
- Piping DesignДокумент9 страницPiping DesignRahul ChavanОценок пока нет
- Chapter Five Jet Pumping System (JP)Документ33 страницыChapter Five Jet Pumping System (JP)mghareebОценок пока нет
- Pump Calculation SheetДокумент4 страницыPump Calculation SheetMuhammad BilalОценок пока нет
- White Paper - Calculating Safe NPSH (A)Документ3 страницыWhite Paper - Calculating Safe NPSH (A)Stephen BeasleyОценок пока нет
- Vertical Pumps: Section Page #Документ22 страницыVertical Pumps: Section Page #kara_25Оценок пока нет
- Troubleshooting Centrifugal Pumps-2Документ3 страницыTroubleshooting Centrifugal Pumps-2vignesh guru100% (1)
- Industrial Automation and Robotics Assignment-1Документ21 страницаIndustrial Automation and Robotics Assignment-1punreetОценок пока нет
- PumpsДокумент106 страницPumpscarloОценок пока нет
- PD Pump Systems: Service ManualДокумент46 страницPD Pump Systems: Service ManualJorge HuertaОценок пока нет
- GEOTHERMAL DIRECT USE - Well PumpsДокумент29 страницGEOTHERMAL DIRECT USE - Well PumpsDinda NovitaОценок пока нет
- Chapter - 1. Introduction and Scope of Work: 1.1 Introduction To Axial-Piston PumpsДокумент8 страницChapter - 1. Introduction and Scope of Work: 1.1 Introduction To Axial-Piston PumpsChandra SekaranОценок пока нет
- Idle To Submersible Pump Insta: Iwi AtionДокумент2 страницыIdle To Submersible Pump Insta: Iwi Ationrajain135Оценок пока нет
- Study and Troubleshooting of Alum Dosing PumpДокумент22 страницыStudy and Troubleshooting of Alum Dosing PumpShyam HambardeОценок пока нет
- Boiler Feed PumpДокумент12 страницBoiler Feed PumpFirdaus Syifaan PratamaОценок пока нет
- PTP 07.1 HandoutДокумент25 страницPTP 07.1 HandoutJayОценок пока нет
- AVN Pump Traing RijekaДокумент75 страницAVN Pump Traing Rijekatruong sanh NguyenОценок пока нет
- Basic Applied Chemistry-IДокумент17 страницBasic Applied Chemistry-ISania ShehzadiОценок пока нет
- Understand MultistagepumpДокумент8 страницUnderstand MultistagepumpRizalzi BachtiarОценок пока нет
- Sucker Rod Pumps Bombeo MecanicoДокумент10 страницSucker Rod Pumps Bombeo MecanicoGabriel José Gonzalez Granela100% (1)
- Manual BOOK AR SERIESДокумент4 страницыManual BOOK AR SERIESchandra atmaОценок пока нет
- Installation, Operation, Maintenance, and RepairДокумент2 страницыInstallation, Operation, Maintenance, and Repair최승원Оценок пока нет
- Parte 3 Capitulo 19-RcaДокумент8 страницParte 3 Capitulo 19-Rcaingdimitriospino_110Оценок пока нет
- Pitfalls of Pump Piping DesignДокумент5 страницPitfalls of Pump Piping DesignViệt Đặng XuânОценок пока нет
- I and o C Series Pumps 1 1Документ15 страницI and o C Series Pumps 1 1Luis Alberto Sanchez MansillaОценок пока нет
- Pitfalls of Pump Piping Design - AMARINEДокумент6 страницPitfalls of Pump Piping Design - AMARINEamadan64Оценок пока нет
- Turbine Bypass ValvesДокумент6 страницTurbine Bypass ValvesadehriyaОценок пока нет
- Class IV Dec21Документ15 страницClass IV Dec21Qaiser khanОценок пока нет
- Artificial-Lift RapportДокумент32 страницыArtificial-Lift RapportFakher JemliОценок пока нет
- CE PumpsДокумент65 страницCE PumpssarojОценок пока нет
- Ansi Api?: Which Process Pump Is Right For Your Application?Документ6 страницAnsi Api?: Which Process Pump Is Right For Your Application?Anonymous u2FhhHVpmОценок пока нет
- WWJArticle20 VTP Part1May03Документ5 страницWWJArticle20 VTP Part1May03Tarık DikbasanОценок пока нет
- Pump Troubleshooting: SUBJECT: The Pump Works For A While and Then Loses Suction 10-12Документ3 страницыPump Troubleshooting: SUBJECT: The Pump Works For A While and Then Loses Suction 10-12rahulОценок пока нет
- Frequently Asked Questions: Lecture 7 To 9 Hydraulic PumpsДокумент5 страницFrequently Asked Questions: Lecture 7 To 9 Hydraulic PumpsJatadhara GSОценок пока нет
- Shallow Well Jet Pumps: PrimingДокумент2 страницыShallow Well Jet Pumps: PrimingShahjad AlamОценок пока нет
- Types of Pump Casings (In Centrifugal Pumps & Others) + Pros & ConsДокумент10 страницTypes of Pump Casings (In Centrifugal Pumps & Others) + Pros & ConssarojОценок пока нет
- Pump Life Cycle Cost 8 Energy Cost ReductionДокумент31 страницаPump Life Cycle Cost 8 Energy Cost ReductionRafael OrjuelaОценок пока нет
- Hydraulic Turbines PDFДокумент12 страницHydraulic Turbines PDFHyoungyoon John MoonОценок пока нет
- 10.1016@0009 25096780187 8Документ11 страниц10.1016@0009 25096780187 8kara_25Оценок пока нет
- 1.5.6 Flameproof Electrical Equipment: 1.5 Quality OF MaintenanceДокумент1 страница1.5.6 Flameproof Electrical Equipment: 1.5 Quality OF Maintenancekara_25Оценок пока нет
- Crowe 1975Документ6 страницCrowe 1975kara_25Оценок пока нет
- 1.5.8 Who Should Decide How To Carry Out A Repair?: 1.5 Quality OF MaintenanceДокумент1 страница1.5.8 Who Should Decide How To Carry Out A Repair?: 1.5 Quality OF Maintenancekara_25Оценок пока нет
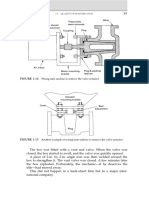
- Preparation For Maintenance: FIGURE 1-18Документ1 страницаPreparation For Maintenance: FIGURE 1-18kara_25Оценок пока нет
- 1.5.5 Treating The Symptoms Instead of The Disease: 1. Preparation For MaintenanceДокумент1 страница1.5.5 Treating The Symptoms Instead of The Disease: 1. Preparation For Maintenancekara_25Оценок пока нет
- 1.6 A Personal NoteДокумент1 страница1.6 A Personal Notekara_25Оценок пока нет
- 1.6 A Personal Note: ReferencesДокумент1 страница1.6 A Personal Note: Referenceskara_25Оценок пока нет
- Do. This May Not Be The Same As The Job He Was Expected To Do. TheДокумент1 страницаDo. This May Not Be The Same As The Job He Was Expected To Do. Thekara_25Оценок пока нет
- Over Large Pools of Water. Spillages Some Distance Away Might Be IgnitedДокумент1 страницаOver Large Pools of Water. Spillages Some Distance Away Might Be Ignitedkara_25Оценок пока нет
- 1.5.4 Failure To Understand How Things Work or How They Are ConstructedДокумент1 страница1.5.4 Failure To Understand How Things Work or How They Are Constructedkara_25Оценок пока нет
- 1.5 Quality OF Maintenance: FIGURE 1-16Документ1 страница1.5 Quality OF Maintenance: FIGURE 1-16kara_25Оценок пока нет
- FIGURE 1-14: 1.5 Quality OF MaintenanceДокумент1 страницаFIGURE 1-14: 1.5 Quality OF Maintenancekara_25Оценок пока нет
- 1.4.6 Excavations: 1. Preparation For MaintenanceДокумент1 страница1.4.6 Excavations: 1. Preparation For Maintenancekara_25Оценок пока нет
- Preparation For Maintenance: FIGURE 1-13Документ1 страницаPreparation For Maintenance: FIGURE 1-13kara_25Оценок пока нет
- 1.5.2 Use of Excessive Force: 1. Preparation For MaintenanceДокумент1 страница1.5.2 Use of Excessive Force: 1. Preparation For Maintenancekara_25Оценок пока нет
- 1.5.2 Use of Excessive Force: 1. Preparation For MaintenanceДокумент1 страница1.5.2 Use of Excessive Force: 1. Preparation For Maintenancekara_25Оценок пока нет
- Preparation For Maintenance: FIGURE 1-13Документ1 страницаPreparation For Maintenance: FIGURE 1-13kara_25Оценок пока нет
- 1.5 Quality OF Maintenance: FIGURE 1-12Документ1 страница1.5 Quality OF Maintenance: FIGURE 1-12kara_25Оценок пока нет
- 1.4.7 A Permit To Work Dangerously?: 1.5 Quality of MaintenanceДокумент1 страница1.4.7 A Permit To Work Dangerously?: 1.5 Quality of Maintenancekara_25Оценок пока нет
- 1.4.3 Jobs Near Plant Boundaries: 1. Preparation For MaintenanceДокумент1 страница1.4.3 Jobs Near Plant Boundaries: 1. Preparation For Maintenancekara_25Оценок пока нет
- 1.5 Quality OF Maintenance: FIGURE 1-12Документ1 страница1.5 Quality OF Maintenance: FIGURE 1-12kara_25Оценок пока нет
- Do. This May Not Be The Same As The Job He Was Expected To Do. TheДокумент1 страницаDo. This May Not Be The Same As The Job He Was Expected To Do. Thekara_25Оценок пока нет
- 1.4.2 Protective Clothing Not WornДокумент1 страница1.4.2 Protective Clothing Not Wornkara_25Оценок пока нет
- 1.3.7 Equipment Sent Outside The Plant: 1.3 Removal of HazardsДокумент1 страница1.3.7 Equipment Sent Outside The Plant: 1.3 Removal of Hazardskara_25Оценок пока нет
- Over Large Pools of Water. Spillages Some Distance Away Might Be IgnitedДокумент1 страницаOver Large Pools of Water. Spillages Some Distance Away Might Be Ignitedkara_25Оценок пока нет
- 1.3.6 Trapped Pressure: 1. Preparation For MaintenanceДокумент1 страница1.3.6 Trapped Pressure: 1. Preparation For Maintenancekara_25Оценок пока нет
- 1.4.3 Jobs Near Plant Boundaries: 1. Preparation For MaintenanceДокумент1 страница1.4.3 Jobs Near Plant Boundaries: 1. Preparation For Maintenancekara_25Оценок пока нет
- 1.4 Procedures Not Followed: 1.4.1 Equipment Used After A Permit Has Been IssuedДокумент1 страница1.4 Procedures Not Followed: 1.4.1 Equipment Used After A Permit Has Been Issuedkara_25Оценок пока нет
- Preparation For MaintenanceДокумент1 страницаPreparation For Maintenancekara_25Оценок пока нет
- SafetyДокумент58 страницSafetyAshutosh SinghОценок пока нет
- Solvent Recovery Bottoms Pumps (09P007A/B) : Data SheetДокумент6 страницSolvent Recovery Bottoms Pumps (09P007A/B) : Data SheetAthiphap SrisupareerathОценок пока нет
- Flowserve Educational Services Course CatalogДокумент24 страницыFlowserve Educational Services Course CatalogTrevor KanodeОценок пока нет
- Final - Pump Datasheet - 5P0312ABCD - Code 1Документ2 страницыFinal - Pump Datasheet - 5P0312ABCD - Code 1Rishabh VermaОценок пока нет
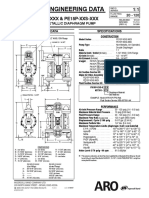
- ARO PD15P XXS PE15P XXS 1 5 Inch Non Metallic Diaphragm Pumps Datasheet PDFДокумент4 страницыARO PD15P XXS PE15P XXS 1 5 Inch Non Metallic Diaphragm Pumps Datasheet PDFTitus FelixОценок пока нет
- The Performance of Centrifugal Pumps When Pumping Ultra-Viscous Paste SlurriesДокумент6 страницThe Performance of Centrifugal Pumps When Pumping Ultra-Viscous Paste SlurriesPatricioECarrascoPerezОценок пока нет
- FMDS0307 Data Sheet 3-7Документ45 страницFMDS0307 Data Sheet 3-7Gustavo Adolfo Quintero Ruiz100% (1)
- 045PTS006 1 20040902Документ36 страниц045PTS006 1 20040902creyes_mecОценок пока нет
- Pump Cavitation Caused by Entrained Gas: Plant Safety and EnvironmentДокумент4 страницыPump Cavitation Caused by Entrained Gas: Plant Safety and Environmentdanyel87Оценок пока нет
- Pedrollo Close Coupled Centrifugal Pump - Flange Connection - FДокумент28 страницPedrollo Close Coupled Centrifugal Pump - Flange Connection - FSartika Nur AisyahОценок пока нет
- Interview Questions .Документ9 страницInterview Questions .Shyam Sundar KannanОценок пока нет
- Controlled Volume Pump (Api 675-2Nd) Data Sheet U.S. Customary UnitsДокумент3 страницыControlled Volume Pump (Api 675-2Nd) Data Sheet U.S. Customary UnitshamedОценок пока нет
- Self Priming PumpДокумент3 страницыSelf Priming Pumpmoejamal80Оценок пока нет
- ERP BrochureДокумент4 страницыERP BrochureSandy ZhangОценок пока нет
- 010 Reuse Water PumpДокумент3 страницы010 Reuse Water PumpDerkung BenowatОценок пока нет
- Mansarovar Energy-Campo JazminДокумент169 страницMansarovar Energy-Campo JazminFRANCISCO BADILLOОценок пока нет
- Grundfos - SL1 50 65 22 2 50D CДокумент13 страницGrundfos - SL1 50 65 22 2 50D CThilina Lakmal Edirisingha100% (1)