Вам также может понравиться
- Jurnal - Deep Drawing - Jefri - 44Документ6 страницJurnal - Deep Drawing - Jefri - 44M. Fadli SaputraОценок пока нет
- Few Aspects in Deep Drawing Process: D Swapna, Ch. Srinivasa Rao, S RadhikaДокумент5 страницFew Aspects in Deep Drawing Process: D Swapna, Ch. Srinivasa Rao, S RadhikaBoby Madesen100% (1)
- Wrinkling Defect in Sheet Metal Process Using Finite Element AnalysisДокумент11 страницWrinkling Defect in Sheet Metal Process Using Finite Element AnalysisIJRASETPublicationsОценок пока нет
- Investigation and Analysis For The Wrinkling Behaviour of Deep Drawn Die Sheet Metal Component by Using Fast FormДокумент8 страницInvestigation and Analysis For The Wrinkling Behaviour of Deep Drawn Die Sheet Metal Component by Using Fast FormSachin S ChaudhariОценок пока нет
- Manufacturing Processes Part IIABrief Reviewon ForgingДокумент8 страницManufacturing Processes Part IIABrief Reviewon ForgingTemesgen ErenaОценок пока нет
- MD2 59Документ6 страницMD2 59cpro29187Оценок пока нет
- Metal Forming Processes: PresentationДокумент16 страницMetal Forming Processes: PresentationBashu Dev SanjelОценок пока нет
- Metal Forming Processes: PresentationДокумент16 страницMetal Forming Processes: PresentationBahrul HayatОценок пока нет
- Design and Analysis of Sheet Metal Die Punch1Документ14 страницDesign and Analysis of Sheet Metal Die Punch1Myst ToganОценок пока нет
- Study of Deep Drawing Process - A ReviewДокумент4 страницыStudy of Deep Drawing Process - A ReviewIJIRSTОценок пока нет
- Optimising The Variables When Deep-Drawing C.R.1 CupsДокумент8 страницOptimising The Variables When Deep-Drawing C.R.1 CupsKamil QURBANOVОценок пока нет
- KBS-aided Design of Tube Bending Processes PDFДокумент8 страницKBS-aided Design of Tube Bending Processes PDFkiranОценок пока нет
- Design of Roll Forming Mill: Kondusamy V, Jegatheeswaran D, Vivek S, Vidhuran D, Harishragavendra AДокумент19 страницDesign of Roll Forming Mill: Kondusamy V, Jegatheeswaran D, Vivek S, Vidhuran D, Harishragavendra Ahasan devrimОценок пока нет
- Deep Drawing Process: CH. Aditya Krishna, Akash Kasina, Jaya Kalyani, Ankit Gupta, Vivek SwamyДокумент6 страницDeep Drawing Process: CH. Aditya Krishna, Akash Kasina, Jaya Kalyani, Ankit Gupta, Vivek SwamyVivekОценок пока нет
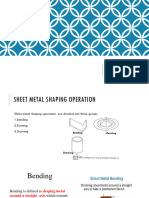
- Sheet Metal OperationДокумент2 страницыSheet Metal OperationNageswar ReddyОценок пока нет
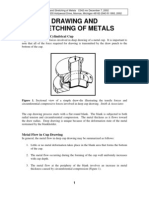
- Drawing and Stretching of MetalsДокумент16 страницDrawing and Stretching of MetalsNavdeep Singh DhakaОценок пока нет
- Compound Tool For Press Tool WasherДокумент6 страницCompound Tool For Press Tool WasherDhaneshОценок пока нет
- Piercing DieДокумент5 страницPiercing DieJournalNX - a Multidisciplinary Peer Reviewed JournalОценок пока нет
- WrinklingДокумент2 страницыWrinklinga c s reddyОценок пока нет
- Die Design Deep Drawing ReportДокумент24 страницыDie Design Deep Drawing ReportSerkan Batı100% (4)
- DFM Application To Sheet-Metal WorkingДокумент21 страницаDFM Application To Sheet-Metal Workingsmartcad60Оценок пока нет
- Bending Die DesignДокумент46 страницBending Die DesignSujit Mule83% (6)
- Module 7 Sheet Metal-Forming Lecture 1Документ9 страницModule 7 Sheet Metal-Forming Lecture 1ettypasewangОценок пока нет
- Thivaagar Segeranazan (Sheet Metal Report)Документ18 страницThivaagar Segeranazan (Sheet Metal Report)thivaagaarОценок пока нет
- Lect 6 Deep Drawing PDFДокумент18 страницLect 6 Deep Drawing PDFأحمد قطيمОценок пока нет
- Design and OptimizationДокумент70 страницDesign and OptimizationHari KishanОценок пока нет
- Metals: Multi Draw Radius Die Design For Increases in Limiting Drawing RatioДокумент17 страницMetals: Multi Draw Radius Die Design For Increases in Limiting Drawing RatioAbdulazeem KhanОценок пока нет
- Blanking or Stamping or Punching of Sheet Metal Project Report (Punch and Die)Документ44 страницыBlanking or Stamping or Punching of Sheet Metal Project Report (Punch and Die)gopi_krishnan_2986% (22)
- Deep DrawingДокумент2 страницыDeep Drawingalexmonse2014Оценок пока нет
- MFP Unit Iv Univ QaДокумент20 страницMFP Unit Iv Univ QaMechanicalОценок пока нет
- S A Niknamandv songmeneINLACO2013Документ11 страницS A Niknamandv songmeneINLACO2013Safalsha BabuОценок пока нет
- 2023 FinalДокумент65 страниц2023 FinalAbdullah EmadОценок пока нет
- Sheet Metal Rolling Using Two Roller Powered MachineДокумент12 страницSheet Metal Rolling Using Two Roller Powered MachineRefly Excel MalinoОценок пока нет
- Review of Hard Turning and Hard Milling: ArticleДокумент7 страницReview of Hard Turning and Hard Milling: ArticleĐạt Phan ThànhОценок пока нет
- Die Design ProgramДокумент5 страницDie Design ProgramSundar KaruppiahОценок пока нет
- IndustrialДокумент11 страницIndustrialmaherОценок пока нет
- Design and Analysis of Die For Macro Cup Forming IJERTV3IS031514Документ4 страницыDesign and Analysis of Die For Macro Cup Forming IJERTV3IS031514Elenoy KerchovОценок пока нет
- 815-Press Tools: Part A 1. List Out Three Stages of CuttingДокумент20 страниц815-Press Tools: Part A 1. List Out Three Stages of CuttingRajendra MurthyОценок пока нет
- 2010-Rui-Review-geometric and Dimensional Tolerance ModelingДокумент19 страниц2010-Rui-Review-geometric and Dimensional Tolerance ModelingsachinkashidОценок пока нет
- Ijramt 2 4 52Документ8 страницIjramt 2 4 52arjun.recordsОценок пока нет
- Effect of Strain Hardening (Work Hardening) On Sheet Metal FormingДокумент4 страницыEffect of Strain Hardening (Work Hardening) On Sheet Metal FormingAmer KhanОценок пока нет
- 2560 PDFДокумент21 страница2560 PDFsachinОценок пока нет
- 2021 AIME Pual ControllingfactorsofforminglimitcurveAreviewДокумент16 страниц2021 AIME Pual ControllingfactorsofforminglimitcurveAreviewAyushman kumarОценок пока нет
- Sheet Metal OperationДокумент17 страницSheet Metal Operationsekar_scribd60% (5)
- Sheet Metal FormingДокумент38 страницSheet Metal FormingPriya ChilukuriОценок пока нет
- Metal Forming - IitgДокумент91 страницаMetal Forming - IitgpriyanjanrajofficialОценок пока нет
- Experimental Study On Removing Wrinkle DefectДокумент17 страницExperimental Study On Removing Wrinkle DefectIJRASETPublicationsОценок пока нет
- Hard Coating of Tool-Report PDFДокумент43 страницыHard Coating of Tool-Report PDFRam TejaОценок пока нет
- Study On Cutting Tool Life: August 2013Документ8 страницStudy On Cutting Tool Life: August 2013Tony StarkОценок пока нет
- 171226-An Overview of Forging Processes With Their DefectsДокумент8 страниц171226-An Overview of Forging Processes With Their DefectsNguyen Hoang DungОценок пока нет
- Formability of Steel Sheets and TWB For Auotmotive ApplicationsДокумент26 страницFormability of Steel Sheets and TWB For Auotmotive ApplicationsAbdullah PalОценок пока нет
- Die Design For Flat Parts - The FabricatorДокумент9 страницDie Design For Flat Parts - The FabricatorSIMONEОценок пока нет
- Sheet Metal OperationДокумент46 страницSheet Metal Operationmada sadaОценок пока нет
- DV11PUB9 Study Guide PDFДокумент5 страницDV11PUB9 Study Guide PDFEnriqueGDОценок пока нет
- The Fabrication of Materials: Materials TechnologyОт EverandThe Fabrication of Materials: Materials TechnologyРейтинг: 5 из 5 звезд5/5 (1)
- 1.2550 60Wcrv8: Chemical CompositionДокумент2 страницы1.2550 60Wcrv8: Chemical Compositionnovkovic1984Оценок пока нет
- Wire Rope Vibration Damper: Stainless SteelДокумент3 страницыWire Rope Vibration Damper: Stainless Steelnovkovic1984Оценок пока нет
- Technical Card Gruppo Lucefin Revision 2013 All Rights ReservedДокумент2 страницыTechnical Card Gruppo Lucefin Revision 2013 All Rights Reservednovkovic1984Оценок пока нет
- High Speed Hard Turning of Aisi S1 (60Wcrv8) Cold Work Tool SteelДокумент18 страницHigh Speed Hard Turning of Aisi S1 (60Wcrv8) Cold Work Tool Steelnovkovic1984Оценок пока нет
- Montecha - Бренд водичДокумент19 страницMontecha - Бренд водичnovkovic1984Оценок пока нет
- Gom Inspect Introduction Seminar sw2019 895 007 ENДокумент67 страницGom Inspect Introduction Seminar sw2019 895 007 ENnovkovic1984Оценок пока нет
- CNC Machines, Types, Tools, Applications and ImportanceДокумент23 страницыCNC Machines, Types, Tools, Applications and Importancenovkovic1984Оценок пока нет
- Deburring Underestimated TaskДокумент3 страницыDeburring Underestimated Tasknovkovic1984Оценок пока нет
- WC357 Gear Deburring Brochure - RGB - 2-16Документ6 страницWC357 Gear Deburring Brochure - RGB - 2-16novkovic1984Оценок пока нет
- Ansys All You Need To Know About Hardware For SimulationДокумент36 страницAnsys All You Need To Know About Hardware For Simulationnovkovic1984Оценок пока нет
- Assfalg Catalog Deburring - Chamfering 2019 (EN)Документ64 страницыAssfalg Catalog Deburring - Chamfering 2019 (EN)novkovic1984Оценок пока нет
- Aluminium Alloy en Aw 6060 Material Data Sheet AlumincoДокумент9 страницAluminium Alloy en Aw 6060 Material Data Sheet Aluminconovkovic1984Оценок пока нет
- Young. Premium. Fun: The All New TiagoДокумент2 страницыYoung. Premium. Fun: The All New Tiagonovkovic1984Оценок пока нет
- 2018 Nissan Kicks enДокумент8 страниц2018 Nissan Kicks ennovkovic1984Оценок пока нет
- Heli-Coil Catalog HC2000 Rev12 PDFДокумент40 страницHeli-Coil Catalog HC2000 Rev12 PDFnovkovic1984Оценок пока нет
- Vrsta Alata Tip Alata VarijantaДокумент2 страницыVrsta Alata Tip Alata Varijantanovkovic1984Оценок пока нет
- Deburring Underestimated TaskДокумент4 страницыDeburring Underestimated Tasknovkovic1984Оценок пока нет
- Maryland Metrics Thread Data ChartsДокумент3 страницыMaryland Metrics Thread Data Chartsnovkovic1984Оценок пока нет
- Aalco Metals LTD Aluminium Alloy 2011 T6 Extruded Rod and Bar 56 SS4355Документ2 страницыAalco Metals LTD Aluminium Alloy 2011 T6 Extruded Rod and Bar 56 SS4355novkovic1984Оценок пока нет
- DXF Import&Export Ver2Документ5 страницDXF Import&Export Ver2novkovic1984Оценок пока нет
- 20160323010442-C50E (Ck50)Документ2 страницы20160323010442-C50E (Ck50)novkovic1984Оценок пока нет
- Iso 13715 PDFДокумент2 страницыIso 13715 PDFnovkovic1984Оценок пока нет
- 20160323110453-11SMn30 (9SMn28)Документ1 страница20160323110453-11SMn30 (9SMn28)novkovic1984Оценок пока нет
- ᎌਦߙถࡼறමၫ఼ޱᇷআᒦቦ A Precision CNC Turn-Mill Machining Center with Gear Hobbing CapabilityДокумент9 страницᎌਦߙถࡼறමၫ఼ޱᇷআᒦቦ A Precision CNC Turn-Mill Machining Center with Gear Hobbing Capabilitynovkovic1984Оценок пока нет
- Role of Silica and Alumina Content in The Flotation of Iron OresДокумент9 страницRole of Silica and Alumina Content in The Flotation of Iron OresBismark SarpongОценок пока нет
- Perspective of The Mining Sector in MauritaniaДокумент2 страницыPerspective of The Mining Sector in MauritaniaAdda KaderОценок пока нет
- A 1008 - A 1008M - Steel Sheets Improved Formeability-16Документ10 страницA 1008 - A 1008M - Steel Sheets Improved Formeability-16Ahmed SalehОценок пока нет
- Casting ProcessesДокумент40 страницCasting ProcessesreynierОценок пока нет
- Coating Handbook 2016Документ17 страницCoating Handbook 2016Nayan PatelОценок пока нет
- Bohler CatalogueДокумент38 страницBohler Catalogueaariefmaulana100% (2)
- Asme Section Ii A Sa-325 PDFДокумент12 страницAsme Section Ii A Sa-325 PDFHyunjong MoonОценок пока нет
- SAF-FRO - Welding Consumables CatalogueДокумент194 страницыSAF-FRO - Welding Consumables CatalogueLLОценок пока нет
- Weldability of Steel PDFДокумент5 страницWeldability of Steel PDFVC100% (3)
- Spodumene Pegmatites PDFДокумент53 страницыSpodumene Pegmatites PDFcrazybearОценок пока нет
- Gas Welding, Brazing and SolderingДокумент7 страницGas Welding, Brazing and SolderingAkashОценок пока нет
- Superalloys 1991 663 680Документ18 страницSuperalloys 1991 663 680wholenumberОценок пока нет
- Unit One Material and Geometry of Cutting Tools 2015Документ46 страницUnit One Material and Geometry of Cutting Tools 2015elnat feyisa100% (1)
- Brazilian Ceramic and Refractory Industry in The Last DecadeДокумент7 страницBrazilian Ceramic and Refractory Industry in The Last DecadestargmstarОценок пока нет
- StainlessSteels at HighTemperatures enДокумент40 страницStainlessSteels at HighTemperatures enle vinhОценок пока нет
- What Are The Main Ores of IronДокумент8 страницWhat Are The Main Ores of IronGian Francis Eizeckel RomeroОценок пока нет
- Material ListДокумент4 страницыMaterial ListFilip RațiuОценок пока нет
- Current Rates 22.23 As of 11.02.2022Документ2 страницыCurrent Rates 22.23 As of 11.02.2022web supportОценок пока нет
- Species Variety Readings/Features Notes: GIA Colored Stone Tip SheetДокумент4 страницыSpecies Variety Readings/Features Notes: GIA Colored Stone Tip SheetXapes100% (1)
- Atlas Grade Datasheet 410 Rev May 2008Документ2 страницыAtlas Grade Datasheet 410 Rev May 2008Satendra ThakurОценок пока нет
- GS52Документ3 страницыGS52S.Hasan MirasadiОценок пока нет
- Production Process Flow DiagramДокумент4 страницыProduction Process Flow DiagramSuntech Engineering CorporationОценок пока нет
- Al-Cu-Mg AlloyДокумент6 страницAl-Cu-Mg AlloyJoseph Pius PrasanthОценок пока нет
- Passive Films On Stainless Steels - Chemistry, Structure and GrowthДокумент12 страницPassive Films On Stainless Steels - Chemistry, Structure and GrowthaauriscОценок пока нет
- Tech 6 (Solved)Документ7 страницTech 6 (Solved)Saif Ullah100% (3)
- Surface Treatment of Metals 31 Oct 1200 HДокумент51 страницаSurface Treatment of Metals 31 Oct 1200 HAdya Surbhi0% (1)
- Thermals Pray Material GuideДокумент132 страницыThermals Pray Material GuideKyeong Cheol LeeОценок пока нет
- KME PowderДокумент4 страницыKME Powderfrankypanky123Оценок пока нет
- JS Page Manhour Productivity (09-30-2019)Документ335 страницJS Page Manhour Productivity (09-30-2019)Rainier Gemuel TomОценок пока нет
- Copper Alloy Cross ReferenceДокумент3 страницыCopper Alloy Cross ReferencenotZm62FОценок пока нет