Вам также может понравиться
- Astm D5436Документ4 страницыAstm D5436Canek Cañedo ChavezОценок пока нет
- Mil STD 40007Документ19 страницMil STD 40007engine100% (2)
- Astm 401Документ4 страницыAstm 401JOSEPH REFUERZOОценок пока нет
- CHP 1 HypersonicsДокумент76 страницCHP 1 HypersonicsMatthew AustinОценок пока нет
- Din en 1172 e 2010-07Документ16 страницDin en 1172 e 2010-07Niko Zurabishvili100% (1)
- Al Si 7 MG 03Документ2 страницыAl Si 7 MG 03CSayanavaramОценок пока нет
- Editorial Procedures and Form of Product Specifications For Steel, Stainless Steel, and Related AlloysДокумент10 страницEditorial Procedures and Form of Product Specifications For Steel, Stainless Steel, and Related AlloysDarwin DarmawanОценок пока нет
- Standard Specification For: Designation: B574 17Документ6 страницStandard Specification For: Designation: B574 17raulОценок пока нет
- Astm A 668 A668m 2013 PDFДокумент10 страницAstm A 668 A668m 2013 PDFCarlos GuerraОценок пока нет
- Astm B335-08Документ4 страницыAstm B335-08Srinivasan KrishnamoorthyОценок пока нет
- Three Grades of Rivets and Bolts Used in Building ConstructionДокумент4 страницыThree Grades of Rivets and Bolts Used in Building ConstructiontheDLordP15Оценок пока нет
- Spring Grade 52cr4mo2v ChemicalДокумент1 страницаSpring Grade 52cr4mo2v ChemicalSujin SujiОценок пока нет
- Astm A276-06Документ7 страницAstm A276-06NadhiraОценок пока нет
- Sa 414Документ4 страницыSa 414AnilОценок пока нет
- ABNT NBR 7482 08 EngДокумент12 страницABNT NBR 7482 08 EngSghaier MedОценок пока нет
- FW F436 P PDFДокумент2 страницыFW F436 P PDFLuis CarlosОценок пока нет
- GBT 1228-2006 High Strength Bolts With Large Hexagon Head For Steel StructuresДокумент7 страницGBT 1228-2006 High Strength Bolts With Large Hexagon Head For Steel Structures494328514Оценок пока нет
- A276a276m 2023Документ8 страницA276a276m 20237620383tlОценок пока нет
- Renault Truck - KДокумент16 страницRenault Truck - KPaul FisherОценок пока нет
- A 1008 - A 1008M - 02 Qtewmdgtmdjfmq - PDFДокумент7 страницA 1008 - A 1008M - 02 Qtewmdgtmdjfmq - PDFTiến Lượng NguyễnОценок пока нет
- National Standard's China - Wrougth Aluminium Alloy ExtrudedДокумент18 страницNational Standard's China - Wrougth Aluminium Alloy ExtrudedMauricio RiquelmeОценок пока нет
- NES-M2032 - 2021 - (ColdRoll-High Tensile)Документ13 страницNES-M2032 - 2021 - (ColdRoll-High Tensile)dpfloresОценок пока нет
- Maleable Cast IronsДокумент0 страницMaleable Cast IronsGilang Miky Pratama AlwianОценок пока нет
- Astm A 143M-03Документ3 страницыAstm A 143M-03MritunjayОценок пока нет
- Bent Tubes: DocumentationДокумент17 страницBent Tubes: DocumentationAkmal NizametdinovОценок пока нет
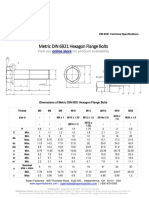
- Metric DIN 6921 Hexagon Flange Bolts: Visit Our For Product AvailabilityДокумент5 страницMetric DIN 6921 Hexagon Flange Bolts: Visit Our For Product AvailabilityJaganОценок пока нет
- Astm A756 PDFДокумент3 страницыAstm A756 PDFCristian OtivoОценок пока нет
- Material Specification: Specification: Revision Date: Revision LevelДокумент2 страницыMaterial Specification: Specification: Revision Date: Revision LevelReginaldo Santos100% (1)
- ISO1133 Melt Volume Flow Rate MVRДокумент2 страницыISO1133 Melt Volume Flow Rate MVRMichele Preghenella100% (1)
- Asme B18.2.6 2003Документ11 страницAsme B18.2.6 2003Jesse ChenОценок пока нет
- ASTM D 2000: Specification NumberДокумент3 страницыASTM D 2000: Specification NumberjanarthananОценок пока нет
- Nfa 49 310 Grade Tu 52 B Tubes PDFДокумент1 страницаNfa 49 310 Grade Tu 52 B Tubes PDFMitul MehtaОценок пока нет
- BS en 1412-2016Документ12 страницBS en 1412-2016S TОценок пока нет
- Brass MachiningДокумент68 страницBrass MachiningVaibhav ShuklaОценок пока нет
- Steel Bars, Alloy, Standard GradesДокумент4 страницыSteel Bars, Alloy, Standard GradesGian SennaОценок пока нет
- Astm A319Документ2 страницыAstm A319Mailson RochaОценок пока нет
- Metallisches Strahlmittel Gerundetes Stahldrahtkorn Bezeichnung, Güteanforderungen, PrüfungenДокумент5 страницMetallisches Strahlmittel Gerundetes Stahldrahtkorn Bezeichnung, Güteanforderungen, PrüfungenWilmer Quezada MurilloОценок пока нет
- Norma Ps Fiat 50116Документ6 страницNorma Ps Fiat 50116Hatada FelipeОценок пока нет
- Steel Bars, Carbon and Alloy, Hot-Wrought, General Requirements ForДокумент16 страницSteel Bars, Carbon and Alloy, Hot-Wrought, General Requirements Forsharon blushteinОценок пока нет
- AMS4930LДокумент8 страницAMS4930Lremaja1249Оценок пока нет
- Is 6911 1992Документ18 страницIs 6911 1992RINJUОценок пока нет
- Hes C 071-04 Hot-Dip Galvannealed Steel Sheets and Strip For Automobile UsesДокумент23 страницыHes C 071-04 Hot-Dip Galvannealed Steel Sheets and Strip For Automobile UsesDouglas A. da SilvaОценок пока нет
- Subject: STI For Hollow Steel Sections For Structural Use (Doc: STI /4923/9/october 2017) As Per IS 4923:2017Документ6 страницSubject: STI For Hollow Steel Sections For Structural Use (Doc: STI /4923/9/october 2017) As Per IS 4923:2017TARUNKUMARОценок пока нет
- Asme B18.2.3.9M 1999Документ15 страницAsme B18.2.3.9M 1999Jesse ChenОценок пока нет
- Sae j429. Vs Astm A354 BDДокумент2 страницыSae j429. Vs Astm A354 BDOswaldo Leyva RОценок пока нет
- ISO 1302 DIN 4768 Comparison of Surface Roughness Values Stainless Steel T PDFДокумент2 страницыISO 1302 DIN 4768 Comparison of Surface Roughness Values Stainless Steel T PDFWega Wahyu100% (2)
- E1009Документ4 страницыE1009sumedh11septОценок пока нет
- 219-Asme-Sec-Ii-B-Sb-211 Alu AlloyДокумент14 страниц219-Asme-Sec-Ii-B-Sb-211 Alu AlloyGRIPHOLD Engineering ServicesОценок пока нет
- Conical Seat Spherical Washer Is 4297Документ6 страницConical Seat Spherical Washer Is 4297Rajasekaran Murugan0% (1)
- Nickel and Nickel-Base Alloy-Clad Steel Plate: Standard Specification ForДокумент6 страницNickel and Nickel-Base Alloy-Clad Steel Plate: Standard Specification Forsharon blushteinОценок пока нет
- Astm B575Документ5 страницAstm B575Jota JacquesОценок пока нет
- BPVC Code Cases Supplement 6Документ34 страницыBPVC Code Cases Supplement 6cilgin cobanОценок пока нет
- FT Grease 22Документ2 страницыFT Grease 22Edgar Leonel CortésОценок пока нет
- Astm A 1054-07Документ4 страницыAstm A 1054-07Keven Montgemry100% (1)
- Sa 325 PDFДокумент12 страницSa 325 PDFMo'men Abu-SmaihaОценок пока нет
- Asme B1.3M 1992Документ9 страницAsme B1.3M 1992Jesse ChenОценок пока нет
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987От EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonОценок пока нет
- 05 73 13 Glazed Metal RailingsДокумент9 страниц05 73 13 Glazed Metal RailingsdeepuVNITОценок пока нет
- CHF-ENG-SP-L-300 Rev 0 PDFДокумент302 страницыCHF-ENG-SP-L-300 Rev 0 PDFMo'men Abu-SmaihaОценок пока нет
- Psa B15 3320 B enДокумент13 страницPsa B15 3320 B enhkatzerОценок пока нет
- 10-000000-0000100595-ACM-ENG-SPC-000430 - Section 032000Документ20 страниц10-000000-0000100595-ACM-ENG-SPC-000430 - Section 032000ahmad.suliman.saeedОценок пока нет
- Ch-19 Gas Welding, Gas Cutting & Arc WeldingДокумент30 страницCh-19 Gas Welding, Gas Cutting & Arc WeldingJAYANT KUMARОценок пока нет
- Correlation of Free Fall Drop To Instrumented ShockДокумент14 страницCorrelation of Free Fall Drop To Instrumented Shockpyuen1976Оценок пока нет
- Visualization of Magnetic Field Generated by PortaДокумент6 страницVisualization of Magnetic Field Generated by PortajuanОценок пока нет
- Wastewater - Types, Characteristics & RegulationДокумент50 страницWastewater - Types, Characteristics & Regulationsam samОценок пока нет
- Polymer: Adil Sultan, Faiz MohammadДокумент12 страницPolymer: Adil Sultan, Faiz MohammadenggsantuОценок пока нет
- Vollhardt Chapter 18 OChem PracticeДокумент23 страницыVollhardt Chapter 18 OChem PracticeDanОценок пока нет
- Introduction and Perspectives: December 28, 2015 14:27 Macroscopic Electrodynamics: An - . - 9in X 6in EmbookДокумент28 страницIntroduction and Perspectives: December 28, 2015 14:27 Macroscopic Electrodynamics: An - . - 9in X 6in EmbookMartín FigueroaОценок пока нет
- Krafft Antisieze 907Документ6 страницKrafft Antisieze 907Imran MustafaОценок пока нет
- Ib Chemistry: Higher LevelДокумент72 страницыIb Chemistry: Higher LeveldeveenОценок пока нет
- A New Synthetic Method For The Preparation of 5-Deazaflavins and 5-Deaza-10-OxaflavinsДокумент2 страницыA New Synthetic Method For The Preparation of 5-Deazaflavins and 5-Deaza-10-OxaflavinsThéoОценок пока нет
- Factor Affecting Rate of Reaction ExerciseДокумент3 страницыFactor Affecting Rate of Reaction ExerciseRafiq IrdhinaОценок пока нет
- Chapter 11.Документ45 страницChapter 11.HalaОценок пока нет
- Quantum MechanicsДокумент35 страницQuantum MechanicsJonОценок пока нет
- Zonyl FSO PDFДокумент2 страницыZonyl FSO PDFarguijОценок пока нет
- D 819Документ56 страницD 819ksvinyk7193Оценок пока нет
- MKP Map UpДокумент5 страницMKP Map Upfertilizer exporterОценок пока нет
- Insulect Specification PDFДокумент10 страницInsulect Specification PDFThuan NguyenОценок пока нет
- Polyacetal (POM) : Polyplastics Co., LTDДокумент19 страницPolyacetal (POM) : Polyplastics Co., LTDPhuoc Thinh TruongОценок пока нет
- Title of ExperimentДокумент17 страницTitle of ExperimentSaranya KannanОценок пока нет
- Chapter 4 (Ceramic Matrix Composites)Документ34 страницыChapter 4 (Ceramic Matrix Composites)Sri TharanОценок пока нет
- The Information Contained in This Document Supersedes All Similar Information That May Be Found Elsewhere in This ManualДокумент11 страницThe Information Contained in This Document Supersedes All Similar Information That May Be Found Elsewhere in This Manual林苏文Оценок пока нет
- Null 9Документ18 страницNull 933 Umang Choraria XAОценок пока нет
- Reinforced Concrete Design: (CIVL 3320)Документ24 страницыReinforced Concrete Design: (CIVL 3320)taiman chanОценок пока нет
- Aplikasi Metode Geomagnet Dalam Eksplorasi Panas BumiДокумент10 страницAplikasi Metode Geomagnet Dalam Eksplorasi Panas Bumijalu sri nugrahaОценок пока нет
- Chemical Kinetics Lecture NotesДокумент27 страницChemical Kinetics Lecture NotesRicosushiОценок пока нет
- AlumxxxДокумент4 страницыAlumxxxDjugian GebhardОценок пока нет
- Co3 LPДокумент8 страницCo3 LPChiara Yasmin HanduganОценок пока нет
- 2423L3Документ8 страниц2423L3Ruben SyОценок пока нет
- Study Guide Bonding Ionic CovalentДокумент4 страницыStudy Guide Bonding Ionic Covalentapi-267858901Оценок пока нет