Вам также может понравиться
- C43Документ1 страницаC43rudramansingh123Оценок пока нет
- E985F8E88F069BF1BB6F005056AC67B7Документ1 страницаE985F8E88F069BF1BB6F005056AC67B7Jose ReynosoОценок пока нет
- 30 MM Round Bar - EN8 - MTCДокумент1 страница30 MM Round Bar - EN8 - MTCMohammad Adil0% (1)
- TubacexДокумент1 страницаTubacexMANUFACTURER OF FORGED FLANGES AND PIPE FITTINGSОценок пока нет
- ASTM A36 DatasheetДокумент4 страницыASTM A36 DatasheetRene D. ArrietaОценок пока нет
- TV 100x100x5#S235JRДокумент5 страницTV 100x100x5#S235JRRazvan CristeaОценок пока нет
- Flange Material TCДокумент1 страницаFlange Material TCSACHIN PATELОценок пока нет
- Hollow Bar 304L Φ80ΧΦ50Документ6 страницHollow Bar 304L Φ80ΧΦ50Agoritsa100% (1)
- Hastelloy B2 Alloy B2 UNS N10665 DIN 2.4617Документ3 страницыHastelloy B2 Alloy B2 UNS N10665 DIN 2.4617SamkitОценок пока нет
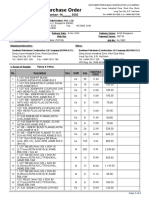
- Purchase Order: Number: 14 - SOOДокумент4 страницыPurchase Order: Number: 14 - SOOLê Đức ThiệnОценок пока нет
- AnexerДокумент52 страницыAnexernagarajhebbarОценок пока нет
- 041101Документ1 страница041101Carolina MolfinoОценок пока нет
- 1613 00443 PDFДокумент69 страниц1613 00443 PDFzaheerОценок пока нет
- Material Product Data SheetДокумент4 страницыMaterial Product Data SheethungОценок пока нет
- N.R. Engineering: Chemical AnalysisДокумент4 страницыN.R. Engineering: Chemical Analysisrajesh reddyОценок пока нет
- Offshore A312A358 R2Документ1 страницаOffshore A312A358 R2Prathamesh OmtechОценок пока нет
- Certificado 3.1 y Calibracion Termopares - TecamДокумент11 страницCertificado 3.1 y Calibracion Termopares - TecamigorОценок пока нет
- UGINEДокумент1 страницаUGINEjesusОценок пока нет
- Qtap 201901 0062, Pt. Wijaya Karya Rekayasa Konstruksi, 28-01-2019 PDFДокумент2 страницыQtap 201901 0062, Pt. Wijaya Karya Rekayasa Konstruksi, 28-01-2019 PDFAddin Galih PrakosoОценок пока нет
- Flexivity of Thermostat Metals: Standard Test Methods ForДокумент7 страницFlexivity of Thermostat Metals: Standard Test Methods ForAnurag YadavОценок пока нет
- MTC-SML (1) - 4500528257 I - Ii - Tubos GB - SCH 6MT - 210251 - 210291 - 210377Документ3 страницыMTC-SML (1) - 4500528257 I - Ii - Tubos GB - SCH 6MT - 210251 - 210291 - 210377Saul Omar Fernandez RojasОценок пока нет
- Esme TF Ger 1570527 00Документ1 страницаEsme TF Ger 1570527 00Fitroh MalikОценок пока нет
- 9q2fh6at-Brida BL Ac 300 A105 RF 2 MTFДокумент1 страница9q2fh6at-Brida BL Ac 300 A105 RF 2 MTFantonio larotta100% (1)
- MTC - 274470Документ2 страницыMTC - 274470sreejith123456Оценок пока нет
- Flange 8 Inch RTJДокумент3 страницыFlange 8 Inch RTJreniОценок пока нет
- WNRF 2 MFF ItalyДокумент1 страницаWNRF 2 MFF ItalyMohamed RaafatОценок пока нет
- Qap Sa420Документ3 страницыQap Sa420Abhishek NagОценок пока нет
- DIN 3015 ClampsДокумент17 страницDIN 3015 ClampsBalderas Rosas WilibaldoОценок пока нет
- MTC FITTINGSДокумент5 страницMTC FITTINGSAzee TitouОценок пока нет
- Outokumpu: Si MN P S CR NiДокумент3 страницыOutokumpu: Si MN P S CR NiDarkedgeОценок пока нет
- Abnahmeprüefzeugnis Inspection Certificate: Date: 12 - 3 - 2021 Certificate No.: 0tte8236Документ1 страницаAbnahmeprüefzeugnis Inspection Certificate: Date: 12 - 3 - 2021 Certificate No.: 0tte8236Mohamed RaafatОценок пока нет
- JIS Flange InformationДокумент3 страницыJIS Flange Informationmcoswald83Оценок пока нет
- Din 17100Документ4 страницыDin 17100Sheby SandyОценок пока нет
- 20-2572-MTC - 2 PDFДокумент1 страница20-2572-MTC - 2 PDFQualityОценок пока нет
- Alloy Steel p22 PlatesДокумент3 страницыAlloy Steel p22 PlatesMiguel PulidoОценок пока нет
- Rajendra Ferromet Pvt. LTD.: Material Test Certificate According To en 10204:2004 / 3.1Документ1 страницаRajendra Ferromet Pvt. LTD.: Material Test Certificate According To en 10204:2004 / 3.1qualityОценок пока нет
- Test Certificate: T T T T %elon H.No. A B H.No. Size (MM) Hardness (BHN) Yield Strength UTS (Kg/mm2)Документ1 страницаTest Certificate: T T T T %elon H.No. A B H.No. Size (MM) Hardness (BHN) Yield Strength UTS (Kg/mm2)yskushwah16Оценок пока нет
- Teava Rect 50X50X3MM PDFДокумент1 страницаTeava Rect 50X50X3MM PDFCiprian ShaolinОценок пока нет
- 347623-Po 4503181944-Li 1Документ6 страниц347623-Po 4503181944-Li 1Rita WilliamsОценок пока нет
- Test Certificate: D & H Secheron Electrodes Pvt. LTDДокумент1 страницаTest Certificate: D & H Secheron Electrodes Pvt. LTDSagar KumarОценок пока нет
- MTC - Oufo (Argentina) - 16Документ1 страницаMTC - Oufo (Argentina) - 16Aceros DessolОценок пока нет
- 14mm Gr60Документ1 страница14mm Gr60alshaya steelОценок пока нет
- JCOUSER03Документ1 страницаJCOUSER03Neem LalОценок пока нет
- QM-System: Certification As Per ISO 9001: (WWW - Dillinger.de/certificate)Документ20 страницQM-System: Certification As Per ISO 9001: (WWW - Dillinger.de/certificate)hemantmech099200Оценок пока нет
- 60 MM SA 516 GR 70 MTCДокумент21 страница60 MM SA 516 GR 70 MTCgeoanburajaОценок пока нет
- 5D Bends Combine RFQДокумент376 страниц5D Bends Combine RFQMuhammad Ghufran KhanОценок пока нет
- Werkszeugnis Altena Blech Vom 17.06.PDF 1Документ2 страницыWerkszeugnis Altena Blech Vom 17.06.PDF 1MuzammilОценок пока нет
- Seamless and Welded Carbon Steel Water-Well Pipe: Standard Specification ForДокумент12 страницSeamless and Welded Carbon Steel Water-Well Pipe: Standard Specification ForKamlesh Vaishnav100% (1)
- Commented - 8' PIPE TCДокумент1 страницаCommented - 8' PIPE TCAqib Khan VCSPОценок пока нет
- JTS Series High Speed Bevel Gear Screw Jack, Bevel Gear Driven Screw Jack, Bevel Gearbox Jack, Bevel Screw Jack Travel Speed, Screw Jack Bevel, Jack Screw Bevel Gearbox, Quick Lifting Screw JackДокумент19 страницJTS Series High Speed Bevel Gear Screw Jack, Bevel Gear Driven Screw Jack, Bevel Gearbox Jack, Bevel Screw Jack Travel Speed, Screw Jack Bevel, Jack Screw Bevel Gearbox, Quick Lifting Screw JackWarren LeeОценок пока нет
- Mechnical Property For Q235B Carbon SteelДокумент3 страницыMechnical Property For Q235B Carbon SteelPritom Ahmed100% (1)
- MOE Simplex - 24.06.2016 PDFДокумент4 страницыMOE Simplex - 24.06.2016 PDFSabyasachi BangalОценок пока нет
- En 8Документ3 страницыEn 8ajaykrishnaaОценок пока нет
- MTC 8,10Документ2 страницыMTC 8,10Vu NamОценок пока нет
- Welding SAF2205 Tubes To CS TubesheetДокумент2 страницыWelding SAF2205 Tubes To CS Tubesheetmasterdol1983Оценок пока нет
- Fittings ThrededДокумент2 страницыFittings ThrededreniОценок пока нет
- Varilla B7 3-8 X 144 MT (B7)Документ1 страницаVarilla B7 3-8 X 144 MT (B7)Carlos Lluen AquinoОценок пока нет
- MTC Item # 02Документ26 страницMTC Item # 02ClarkFedele27Оценок пока нет
- 7) Bolt & Nut Sample MTC 3.1 - AIIДокумент2 страницы7) Bolt & Nut Sample MTC 3.1 - AIITri Aditha NugrahaОценок пока нет
- Specification For Wrought Austenitic Stainless Steel Piping FittingsДокумент10 страницSpecification For Wrought Austenitic Stainless Steel Piping FittingsAnilОценок пока нет
- Technical Note: Fatigue Assessment of Local Stress Spot Welds Parameters Based OnДокумент3 страницыTechnical Note: Fatigue Assessment of Local Stress Spot Welds Parameters Based Ondavid perezОценок пока нет
- A New Approach To Improving The Properties of Brazed JointsДокумент8 страницA New Approach To Improving The Properties of Brazed Jointsdavid perezОценок пока нет
- A Hot-Cracking Mitigation Technique For Welding High-Strength Aluminum AlloyДокумент9 страницA Hot-Cracking Mitigation Technique For Welding High-Strength Aluminum Alloydavid perezОценок пока нет
- WJ 2000 01 s18 PDFДокумент6 страницWJ 2000 01 s18 PDFdavid perezОценок пока нет
- A Method For Studying Weld Fusion Boundary Microstructure Evolution in Aluminum AlloysДокумент8 страницA Method For Studying Weld Fusion Boundary Microstructure Evolution in Aluminum AlloystazzorroОценок пока нет
- Improved Ferrite Number Prediction in Stainless Steel Arc Welds Using Artificial Neural Networks Part 1: Neural Network DevelopmentДокумент8 страницImproved Ferrite Number Prediction in Stainless Steel Arc Welds Using Artificial Neural Networks Part 1: Neural Network Developmentdavid perezОценок пока нет
- Technical Note: Approximate Stress Intensity Factor and NotchДокумент2 страницыTechnical Note: Approximate Stress Intensity Factor and Notchdavid perezОценок пока нет
- Asme Section Ii A Sa-134 PDFДокумент6 страницAsme Section Ii A Sa-134 PDFdavid perezОценок пока нет
- Sa 31Документ4 страницыSa 31Wagner Renato AraújoОценок пока нет
- Sa 29.sa 29MДокумент26 страницSa 29.sa 29MWagner Renato AraújoОценок пока нет
- Asme Section II A Sa-105 Sa-105mДокумент6 страницAsme Section II A Sa-105 Sa-105mAnonymous GhPzn1xОценок пока нет
- Sa 36.sa 36MДокумент6 страницSa 36.sa 36MWagner Renato AraújoОценок пока нет
- Asme Section Ii A Sa-20 Sa-20m PDFДокумент44 страницыAsme Section Ii A Sa-20 Sa-20m PDFdavid perezОценок пока нет
- Asme Section Ii A Sa-409 Sa-409m PDFДокумент10 страницAsme Section Ii A Sa-409 Sa-409m PDFdavid perezОценок пока нет
- Asme Section II A Sa-358 Sa-358mДокумент10 страницAsme Section II A Sa-358 Sa-358mAnonymous GhPzn1xОценок пока нет
- Asme Section II A Sa-403 Sa-403mДокумент12 страницAsme Section II A Sa-403 Sa-403mAnonymous GhPzn1x100% (1)
- Asme Section II A Sa-387 Sa-387mДокумент8 страницAsme Section II A Sa-387 Sa-387mAnonymous GhPzn1xОценок пока нет
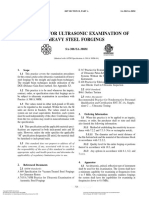
- Asme Section Ii A Sa-388 Sa-388m PDFДокумент10 страницAsme Section Ii A Sa-388 Sa-388m PDFdavid perezОценок пока нет
- Asme Section Ii A Sa-351 Sa-351m PDFДокумент8 страницAsme Section Ii A Sa-351 Sa-351m PDFdavid perezОценок пока нет
- Asme Section Ii A Sa-414 Sa-414m PDFДокумент4 страницыAsme Section Ii A Sa-414 Sa-414m PDFdavid perezОценок пока нет
- Asme Section II A Sa 395 PDFДокумент12 страницAsme Section II A Sa 395 PDFIksan MustofaОценок пока нет
- Asme Section II A Sa-369 Sa-369mДокумент6 страницAsme Section II A Sa-369 Sa-369mAnonymous GhPzn1xОценок пока нет
- Asme Section Ii A Sa-376 Sa-376m PDFДокумент10 страницAsme Section Ii A Sa-376 Sa-376m PDFdavid perezОценок пока нет
- Asme Section II A Sa-353 Sa-353mДокумент6 страницAsme Section II A Sa-353 Sa-353mAnonymous GhPzn1xОценок пока нет
- Asme Section Ii A Sa-426 PDFДокумент6 страницAsme Section Ii A Sa-426 PDFAnonymous GhPzn1xОценок пока нет
- Asme Section Ii A Sa-423 Sa-423m PDFДокумент6 страницAsme Section Ii A Sa-423 Sa-423m PDFdavid perezОценок пока нет
- Asme Section Ii A Sa-352 Sa-352m PDFДокумент8 страницAsme Section Ii A Sa-352 Sa-352m PDFdavid perezОценок пока нет
- Asme Section II A Sa-354Документ8 страницAsme Section II A Sa-354Anonymous GhPzn1xОценок пока нет
- Asme Section II A Sa-435 Sa-435mДокумент4 страницыAsme Section II A Sa-435 Sa-435mAnonymous GhPzn1xОценок пока нет
- Asme Section Ii A Sa-450 Sa-450m PDFДокумент12 страницAsme Section Ii A Sa-450 Sa-450m PDFdavid perezОценок пока нет
- Ii 2015 1Документ266 страницIi 2015 1tuni santeОценок пока нет
- Index PDFДокумент159 страницIndex PDFHüseyin IşlakОценок пока нет
- Single Door Feeder Pillar 200A MCCBДокумент1 страницаSingle Door Feeder Pillar 200A MCCBMiqdad AliОценок пока нет
- 09.tracheostomy Management by Speech Language Pathologists in SwedenДокумент12 страниц09.tracheostomy Management by Speech Language Pathologists in SwedenCarlonchaCáceresОценок пока нет
- Mathematical Modeling of Mechanical Systems and Electrical SystemsДокумент49 страницMathematical Modeling of Mechanical Systems and Electrical SystemsMary DunhamОценок пока нет
- All Pop SongsДокумент53 страницыAll Pop SongsMadeleneQuiogueОценок пока нет
- THE WEATHER LISTENING - Stalin GuañunaДокумент1 страницаTHE WEATHER LISTENING - Stalin GuañunaSTALIN JESUS GUA�UNA CHICAIZAОценок пока нет
- Analysis of LaminatedДокумент31 страницаAnalysis of LaminatedKaustubh JadhavОценок пока нет
- Industrial Internet of Things: Presented To-Presented byДокумент18 страницIndustrial Internet of Things: Presented To-Presented byGaurav RaturiОценок пока нет
- YellowstoneДокумент1 страницаYellowstoneOana GalbenuОценок пока нет
- Nicholas Hudson - From Nation To Race: The Origin of Racial Classification in Eighteenth-CenturyДокумент19 страницNicholas Hudson - From Nation To Race: The Origin of Racial Classification in Eighteenth-CenturyPedro IIОценок пока нет
- Chapter 5 AGVДокумент76 страницChapter 5 AGVQuỳnh NguyễnОценок пока нет
- Drug Study LidocaineДокумент15 страницDrug Study LidocaineFrancym R. BatengaОценок пока нет
- Zincanode 304 pc142Документ3 страницыZincanode 304 pc142kushar_geoОценок пока нет
- Tran-Effects of Assisted JumpingДокумент5 страницTran-Effects of Assisted JumpingyoungjessОценок пока нет
- CE Review GEOMETRY 2Документ6 страницCE Review GEOMETRY 2Paul Gerard AguilarОценок пока нет
- (Eng) Zx890lch 5a Ks En316Документ13 страниц(Eng) Zx890lch 5a Ks En316MC TAK LEEОценок пока нет
- All About PlantsДокумент14 страницAll About Plantsapi-234860390Оценок пока нет
- Vallarpadam Terminal ChallengesДокумент3 страницыVallarpadam Terminal Challengespriya rajeev100% (1)
- Hurricanes Grade5Документ3 страницыHurricanes Grade5Anonymous m3yrUPОценок пока нет
- Sample Dilapidation ReportДокумент8 страницSample Dilapidation ReportczarusОценок пока нет
- Generalized Anxiety DisorderДокумент24 страницыGeneralized Anxiety DisorderEula Angelica OcoОценок пока нет
- Opex and CapexДокумент5 страницOpex and CapexATM Shafiq Ul AlamОценок пока нет
- Chemistry Notes: SUBJECT: Leaving Cert Chemistry Level: TEACHER: Tara LyonsДокумент5 страницChemistry Notes: SUBJECT: Leaving Cert Chemistry Level: TEACHER: Tara LyonsSevinc NuriyevaОценок пока нет
- Basses: Pricelist March 2019Документ3 страницыBasses: Pricelist March 2019zhaihaijunОценок пока нет
- L2 Biostatistics ProbabilityДокумент84 страницыL2 Biostatistics ProbabilityAaron CiudadОценок пока нет
- Spectroscopy (L-26 To 29)Документ81 страницаSpectroscopy (L-26 To 29)Vashistha GargОценок пока нет
- 7 +Royal+Court+Affairs,+Sultanate+of+OmanДокумент12 страниц7 +Royal+Court+Affairs,+Sultanate+of+OmanElencheliyan PandeeyanОценок пока нет
- Aesculap Saw GD307 - Service ManualДокумент16 страницAesculap Saw GD307 - Service ManualFredi PançiОценок пока нет
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tОт EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tРейтинг: 4.5 из 5 звезд4.5/5 (27)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchОт EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchРейтинг: 4 из 5 звезд4/5 (10)
- Analog Design and Simulation Using OrCAD Capture and PSpiceОт EverandAnalog Design and Simulation Using OrCAD Capture and PSpiceОценок пока нет
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceОт EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceРейтинг: 4 из 5 звезд4/5 (19)
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsОт EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsРейтинг: 5 из 5 звезд5/5 (1)
- Laws of UX: Using Psychology to Design Better Products & ServicesОт EverandLaws of UX: Using Psychology to Design Better Products & ServicesРейтинг: 5 из 5 звезд5/5 (9)
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneОт EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneРейтинг: 4.5 из 5 звезд4.5/5 (5)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsОт EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsОценок пока нет
- Design for How People Think: Using Brain Science to Build Better ProductsОт EverandDesign for How People Think: Using Brain Science to Build Better ProductsРейтинг: 4 из 5 звезд4/5 (8)
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersОт EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersРейтинг: 4 из 5 звезд4/5 (13)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureОт EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureРейтинг: 4.5 из 5 звезд4.5/5 (2)
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsОт EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsОценок пока нет
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableОт EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableОценок пока нет
- Basic Electric Circuits: Pergamon International Library of Science, Technology, Engineering and Social StudiesОт EverandBasic Electric Circuits: Pergamon International Library of Science, Technology, Engineering and Social StudiesРейтинг: 3 из 5 звезд3/5 (1)
- Interfacing PIC Microcontrollers: Embedded Design by Interactive SimulationОт EverandInterfacing PIC Microcontrollers: Embedded Design by Interactive SimulationОценок пока нет
- Lean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsОт EverandLean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsРейтинг: 4 из 5 звезд4/5 (2)
- Understanding Automotive Electronics: An Engineering PerspectiveОт EverandUnderstanding Automotive Electronics: An Engineering PerspectiveРейтинг: 3.5 из 5 звезд3.5/5 (16)