Вам также может понравиться
- WD-40 Multi-Use Product: Technical Data SheetДокумент3 страницыWD-40 Multi-Use Product: Technical Data SheetKatsukiDaito100% (1)
- Astm C 34Документ3 страницыAstm C 34Professor Dr. Nabeel Al-Bayati-Consultant Engineer100% (1)
- FR9500400 6ltaa9.5 G3 A303Документ5 страницFR9500400 6ltaa9.5 G3 A303Franyusmid Gomez BolivarОценок пока нет
- Avm Imnr70 17aДокумент2 страницыAvm Imnr70 17aRani HendrikusОценок пока нет
- Astm A 615 Steel 2015Документ8 страницAstm A 615 Steel 2015wenming chenОценок пока нет
- Design of Composite Haunch Beams and Connections For Long Span Applications PDFДокумент176 страницDesign of Composite Haunch Beams and Connections For Long Span Applications PDFVance kang100% (1)
- 2062Документ17 страниц2062hswed91100% (1)
- Guida Coprax Eng 2015 LightДокумент82 страницыGuida Coprax Eng 2015 Lightairsys7projec100% (1)
- NFPA 31 Fuel Oil Piping, Installation and Testing Chapter 8 Fuel Piping Systems and ComponentsДокумент5 страницNFPA 31 Fuel Oil Piping, Installation and Testing Chapter 8 Fuel Piping Systems and ComponentsprokjongОценок пока нет
- ProjectДокумент15 страницProjectAnil Singh Chauhan100% (1)
- Kalmatron KF-A For High Performance ConcreteДокумент15 страницKalmatron KF-A For High Performance ConcreteHelen A. Rusinoff100% (3)
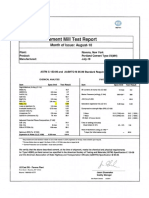
- Portland Cement I-II Mill CertДокумент1 страницаPortland Cement I-II Mill CertFiras Ashraf100% (1)
- Carbomastic 15 PDSДокумент4 страницыCarbomastic 15 PDSRiyaz Basheer100% (1)
- Carbomastic 801 PDFДокумент2 страницыCarbomastic 801 PDFkayОценок пока нет
- Sikatherm® Foam 45 IN: Product Data SheetДокумент4 страницыSikatherm® Foam 45 IN: Product Data SheetTarun KumarОценок пока нет
- Uxrvsnsrry Tecnxolocy (Buet) or CRVN It 'R: ProjectДокумент1 страницаUxrvsnsrry Tecnxolocy (Buet) or CRVN It 'R: ProjectMosharaf HossainОценок пока нет
- DTM Acrylic Coating: Protective & Marine CoatingsДокумент4 страницыDTM Acrylic Coating: Protective & Marine CoatingsAna CabreraОценок пока нет
- Davies Acreex TdsДокумент1 страницаDavies Acreex Tdsmelgarcia8290% (1)
- FW - 12.5mm Gypsum Board: Description Technical Data Physical PropertiesДокумент2 страницыFW - 12.5mm Gypsum Board: Description Technical Data Physical PropertiesRaghad GОценок пока нет
- Corro-Coat PE-F Façade: Series 1301, 1303, 1307 and 1308Документ2 страницыCorro-Coat PE-F Façade: Series 1301, 1303, 1307 and 1308girlie fabroОценок пока нет
- 10 - TDS - Emaco S22 NBДокумент3 страницы10 - TDS - Emaco S22 NBaahtagoОценок пока нет
- Presentation MSCДокумент10 страницPresentation MSCMd. Mominul IslamОценок пока нет
- Carbomastic 15 PDSДокумент2 страницыCarbomastic 15 PDSAnonymous 4fVUDODОценок пока нет
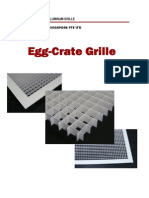
- Egg CrateДокумент6 страницEgg CrateZaw Moe KhineОценок пока нет
- Technical Data: Carbofol HDPE 406 1,0 S/s Smooth / Smooth OITДокумент1 страницаTechnical Data: Carbofol HDPE 406 1,0 S/s Smooth / Smooth OITAlex Lie100% (1)
- TDS005-Grade 2 and ASTM A307 BoltingДокумент2 страницыTDS005-Grade 2 and ASTM A307 BoltingKrish DoodnauthОценок пока нет
- en 197 1 2011 SR PDFДокумент1 страницаen 197 1 2011 SR PDFUdari LiyanageОценок пока нет
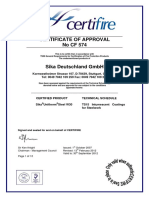
- Tablas Cf574 - Sika Base AguaДокумент13 страницTablas Cf574 - Sika Base AguaDaniel PatronОценок пока нет
- Astm A254 (1997)Документ4 страницыAstm A254 (1997)Yalavarthi ChandrasekharОценок пока нет
- C933 PDFДокумент2 страницыC933 PDFDIAZCORDOBAОценок пока нет
- LHV 124Документ1 страницаLHV 124huso0% (1)
- Guide To ICBO Evaluation Reports For Monokote MK6Документ8 страницGuide To ICBO Evaluation Reports For Monokote MK6Eric SoОценок пока нет
- ASTM A184 Welded Deformed Steel Bar Mats For Concrete ReinforcementДокумент2 страницыASTM A184 Welded Deformed Steel Bar Mats For Concrete ReinforcementAmanda Ariesta Aprilia100% (1)
- Technical Guide Ver2.0Документ42 страницыTechnical Guide Ver2.0Danciu IonutОценок пока нет
- 9 Painting WorksДокумент5 страниц9 Painting WorksNorazmiMohdNorОценок пока нет
- Rust-O-Cap FC: Technical DataДокумент1 страницаRust-O-Cap FC: Technical DataGunjan GaganОценок пока нет
- Projectmodified Mix Design For ConcreteДокумент32 страницыProjectmodified Mix Design For ConcreteSagarОценок пока нет
- D43 PDFДокумент2 страницыD43 PDFArnold RojasОценок пока нет
- Engineering Bricks Technical Detail PDFДокумент1 страницаEngineering Bricks Technical Detail PDFhemendraeng100% (1)
- Concure WBДокумент2 страницыConcure WBR.ThangarajОценок пока нет
- Basf Masterprotect 1815 TdsДокумент3 страницыBasf Masterprotect 1815 TdsEngTamer100% (1)
- Din 4 MM Standard and Dip CupsДокумент7 страницDin 4 MM Standard and Dip CupsDmitry_ucpОценок пока нет
- Spec Booklet Complete PDFДокумент276 страницSpec Booklet Complete PDFresellana5893Оценок пока нет
- IndustrialДокумент462 страницыIndustrialTamagnsewNegnОценок пока нет
- TDS - Sonoshield ParkcoatДокумент2 страницыTDS - Sonoshield ParkcoatVenkata RaoОценок пока нет
- NFPA 31 - FAQsДокумент4 страницыNFPA 31 - FAQsReza Andika SetyadiОценок пока нет
- Epoxy ChalkingДокумент2 страницыEpoxy Chalkingiran1362100% (1)
- Insulation PDS & MSDS PDFДокумент11 страницInsulation PDS & MSDS PDFsmartayaz1987Оценок пока нет
- 01 02 10 Reference StandardsДокумент49 страниц01 02 10 Reference StandardsKiran D AnvekarОценок пока нет
- Roberto C. A. Pinto and Kenneth C. Hover Frost and Scaling Resistance of High-Strength ConcreteДокумент75 страницRoberto C. A. Pinto and Kenneth C. Hover Frost and Scaling Resistance of High-Strength ConcreteFaroq MaraqaОценок пока нет
- P8 TELEDYNE CORMONweight - Loss - Coupons - Coupon - Holders - Cmec003Документ4 страницыP8 TELEDYNE CORMONweight - Loss - Coupons - Coupon - Holders - Cmec003Shruti SrinivasОценок пока нет
- R-Kem II Masonry - OptДокумент7 страницR-Kem II Masonry - OptGnomo GnominОценок пока нет
- Estimating Guide For Woven Mesh GabionsДокумент3 страницыEstimating Guide For Woven Mesh GabionsJayson TeeОценок пока нет
- Technical Details of 24 Fibre (g652d)Документ2 страницыTechnical Details of 24 Fibre (g652d)ahmedshah512Оценок пока нет
- Filling Sand, Sylhet Sand, 4.75mm Stone, Geotextile SamplingДокумент3 страницыFilling Sand, Sylhet Sand, 4.75mm Stone, Geotextile SamplingSA023Оценок пока нет
- Isobond: SBR Bonding AdmixtureДокумент3 страницыIsobond: SBR Bonding AdmixtureHussain MarzooqОценок пока нет
- APPROVED - Module 15 - Mechanical Installation in Buildings - July 09Документ109 страницAPPROVED - Module 15 - Mechanical Installation in Buildings - July 09George100% (1)
- Carbomastic15BNX EngДокумент2 страницыCarbomastic15BNX Engfazeel mohammedОценок пока нет
- F13 - Carboguard 893-Zn PDS 10-09Документ2 страницыF13 - Carboguard 893-Zn PDS 10-09naveenbaskaran1989Оценок пока нет
- Carboguard 60: Selection & Specification Data Substrates & Surface PreparationДокумент2 страницыCarboguard 60: Selection & Specification Data Substrates & Surface PreparationImran AhmadОценок пока нет
- Carboguard Low Haps Epoxy: Selection & Specification Data Substrates & Surface PreparationДокумент2 страницыCarboguard Low Haps Epoxy: Selection & Specification Data Substrates & Surface PreparationImran AhmadОценок пока нет
- Packer Failure PDFДокумент23 страницыPacker Failure PDFAnonymous rey6aU3ZОценок пока нет
- UniConn Reference Guide Ver G - Addendum - 3953183 - 3953183 - 01Документ1 страницаUniConn Reference Guide Ver G - Addendum - 3953183 - 3953183 - 01Ade SuryaОценок пока нет
- IntegralДокумент4 страницыIntegralprasenjitsayantanОценок пока нет
- Holling, Goldberg - 1971 - Ecology and PlanningДокумент11 страницHolling, Goldberg - 1971 - Ecology and PlanningShreyas SrivatsaОценок пока нет
- Alfa Laval Heating and Cooling Hub Air-Conditioning and Chillers BrochureДокумент6 страницAlfa Laval Heating and Cooling Hub Air-Conditioning and Chillers BrochureEmmaОценок пока нет
- Laboratory Determination of Density (Unit Weight) of Soil SpecimensДокумент7 страницLaboratory Determination of Density (Unit Weight) of Soil SpecimensIecsa IngenieriaОценок пока нет
- Parametric Optimization of Microwave Reflux Extraction of Spice Oleoresin From White Pepper (Piper Nigrum)Документ8 страницParametric Optimization of Microwave Reflux Extraction of Spice Oleoresin From White Pepper (Piper Nigrum)Dewi nur thohidahОценок пока нет
- Ana Lúcia de Lima, Claudio J. A. Mota, Daniella R. Fernandes, Bianca P. Pinto - Levulinic Acid - A Sustainable Platform Chemical For Value-Added Products-Wiley (2023)Документ219 страницAna Lúcia de Lima, Claudio J. A. Mota, Daniella R. Fernandes, Bianca P. Pinto - Levulinic Acid - A Sustainable Platform Chemical For Value-Added Products-Wiley (2023)董芳儒Оценок пока нет
- JEE Main 2023 31 January Shift 2Документ13 страницJEE Main 2023 31 January Shift 2barnwalk367Оценок пока нет
- RRL - FerrrocksДокумент4 страницыRRL - FerrrocksSimОценок пока нет
- 201505 緑測器カタログ 中国版 0604Документ12 страниц201505 緑測器カタログ 中国版 0604YiBiauChiouОценок пока нет
- Good PDFДокумент3 страницыGood PDFDarshna SoniОценок пока нет
- Design Permanent Magnet Motor Water Jacket Cooled MotorДокумент5 страницDesign Permanent Magnet Motor Water Jacket Cooled Motorhpham2005Оценок пока нет
- Common Causes of Battery FailuresДокумент2 страницыCommon Causes of Battery Failuresavandetq15Оценок пока нет
- PF 42 - USP 1058 in Process RevisionДокумент16 страницPF 42 - USP 1058 in Process Revisionrodcam1Оценок пока нет
- Hydrcolloids 2Документ24 страницыHydrcolloids 2nakshatra1714Оценок пока нет
- G484 Jan 11Документ12 страницG484 Jan 11samy9387Оценок пока нет
- Mouse Cell Surface MarkersДокумент9 страницMouse Cell Surface Markersavalon784Оценок пока нет
- Unit 4 ClimateДокумент14 страницUnit 4 Climatebego docenciaОценок пока нет
- Shotcrete Evaluation and TestingДокумент5 страницShotcrete Evaluation and TestingMohammed ZaheriОценок пока нет
- (UAV) - Building A Composite AircraftДокумент5 страниц(UAV) - Building A Composite AircraftVany BraunОценок пока нет
- Cmo11l Quiz 2Документ6 страницCmo11l Quiz 2Ryan GanabОценок пока нет
- Slugging in A Flare HeaderДокумент34 страницыSlugging in A Flare Headercepong89Оценок пока нет
- Rheology of Drilling MudДокумент20 страницRheology of Drilling MudAnonymous bFVPpQjwj0% (1)
- IGUS TW-01 PatinesДокумент20 страницIGUS TW-01 Patinesjorge7702Оценок пока нет
- NVT Simulation of Argon Using Lennard-Jones PotentialДокумент2 страницыNVT Simulation of Argon Using Lennard-Jones Potentialt_sairamОценок пока нет
- Masterfill™ 300: Semi - Flexible Epoxy Joint SealantДокумент2 страницыMasterfill™ 300: Semi - Flexible Epoxy Joint SealantDoby YuniardiОценок пока нет
- Chapter 4 - Design For Single ReactionsДокумент21 страницаChapter 4 - Design For Single ReactionsPHƯƠNG ĐẶNG YẾNОценок пока нет