Вам также может понравиться
- Astm A 249 PDFДокумент9 страницAstm A 249 PDFBez SofОценок пока нет
- All-in-One Manual of Industrial Piping Practice and MaintenanceОт EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceРейтинг: 5 из 5 звезд5/5 (1)
- Astm A249a249m-16Документ10 страницAstm A249a249m-16Eugene DerkachОценок пока нет
- A 249 - A 249M - 16a PDFДокумент10 страницA 249 - A 249M - 16a PDFأسامة وحيد الدين رمضانОценок пока нет
- Welded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser TubesДокумент10 страницWelded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser TubesErick ERICKОценок пока нет
- Welded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser TubesДокумент7 страницWelded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser Tubesvuqar0979Оценок пока нет
- Astm A249Документ8 страницAstm A249solrac4371Оценок пока нет
- Welded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser TubesДокумент10 страницWelded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser TubesJerry BeanОценок пока нет
- A 376 Â " A 376M Â " 00 - QTM3NI0WMEEДокумент6 страницA 376 Â " A 376M Â " 00 - QTM3NI0WMEEhОценок пока нет
- Seamless and Welded Austenitic Stainless Steel Tubing For General ServiceДокумент7 страницSeamless and Welded Austenitic Stainless Steel Tubing For General Servicesharon blushteinОценок пока нет
- A370-14 Standard Test Methods and Definitions For Mechanical Testing of Steel ProductsДокумент7 страницA370-14 Standard Test Methods and Definitions For Mechanical Testing of Steel ProductsChutha100% (2)
- Steel Line Pipe, Black, Plain-End, Electric-Resistance-WeldedДокумент6 страницSteel Line Pipe, Black, Plain-End, Electric-Resistance-WeldedAli Saleh Saad AL-isawiОценок пока нет
- Seamless and Welded Austenitic Stainless Steel Tubing For General ServiceДокумент7 страницSeamless and Welded Austenitic Stainless Steel Tubing For General ServiceAdrian RenteriaОценок пока нет
- Seamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesДокумент8 страницSeamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesBagus Panji RAОценок пока нет
- Seamless Ferritic Alloy-Steel Pipe For High-Temperature ServiceДокумент8 страницSeamless Ferritic Alloy-Steel Pipe For High-Temperature ServiceSofiaJabadanEspulgarОценок пока нет
- A269A269M-14e1 Standard Specification For Seamless and Welded Austenitic Stainless Steel Tubing For General ServiceДокумент7 страницA269A269M-14e1 Standard Specification For Seamless and Welded Austenitic Stainless Steel Tubing For General ServiceChuthaОценок пока нет
- Welded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser TubesДокумент11 страницWelded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser Tubesist93993Оценок пока нет
- Astm A333 A333m 15Документ4 страницыAstm A333 A333m 15zakariazelmatmecОценок пока нет
- Seamless and Welded Steel Pipe For Low-Temperature ServiceДокумент8 страницSeamless and Welded Steel Pipe For Low-Temperature ServiceDarwin DarmawanОценок пока нет
- A358/a358m 12Документ8 страницA358/a358m 12Maria Ivana100% (1)
- Astm A479Документ8 страницAstm A479Jamil SalmanОценок пока нет
- Astm A106 PDFДокумент8 страницAstm A106 PDFmobogdan_1Оценок пока нет
- Astm A 106 - A 106M-06Документ8 страницAstm A 106 - A 106M-06Ramsi AnkziОценок пока нет
- Astm A358Документ10 страницAstm A358Swapnil ModakОценок пока нет
- Seamless Austenitic Steel Pipe For High-Temperature Central-Station ServiceДокумент7 страницSeamless Austenitic Steel Pipe For High-Temperature Central-Station ServiceAlejandro GonzálezОценок пока нет
- Astm A479 A479m 2001Документ8 страницAstm A479 A479m 2001Roland CepedaОценок пока нет
- Seamless Carbon Steel Pipe For High-Temperature ServiceДокумент8 страницSeamless Carbon Steel Pipe For High-Temperature ServiceJamil SalmanОценок пока нет
- Centrifugally Cast Austenitic Steel Pipe For High-Temperature ServiceДокумент4 страницыCentrifugally Cast Austenitic Steel Pipe For High-Temperature ServiceNur Achmad BusairiОценок пока нет
- Stainless Steel Bars and Shapes For Use in Boilers and Other Pressure VesselsДокумент8 страницStainless Steel Bars and Shapes For Use in Boilers and Other Pressure VesselsKipper KimОценок пока нет
- A269A269M-15a Standard Specification For Seamless and Welded Austenitic Stainless Steel Tubing For General ServiceДокумент7 страницA269A269M-15a Standard Specification For Seamless and Welded Austenitic Stainless Steel Tubing For General ServiceChuthaОценок пока нет
- A 213 Â " A 213M Â " 03 - QTIXMY0WMWДокумент10 страницA 213 Â " A 213M Â " 03 - QTIXMY0WMWhОценок пока нет
- A 213 Â " A 213M Â " 03 - QTIXMY0WMWДокумент10 страницA 213 Â " A 213M Â " 03 - QTIXMY0WMWhans ccОценок пока нет
- Seamless and Welded Ferritic/Austenitic Stainless Steel PipeДокумент8 страницSeamless and Welded Ferritic/Austenitic Stainless Steel PipeKhaled BoughellaОценок пока нет
- Seamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesДокумент12 страницSeamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesSimet AvrОценок пока нет
- Seamless and Welded Steel Pipe For Low-Temperature ServiceДокумент8 страницSeamless and Welded Steel Pipe For Low-Temperature ServicemilecsaОценок пока нет
- Seamless and Welded Ferritic/Austenitic Stainless Steel PipeДокумент8 страницSeamless and Welded Ferritic/Austenitic Stainless Steel PipeAlejandro GonzálezОценок пока нет
- A420A420M-14 Standard Specification For Piping Fittings of Wrought Carbon Steel and Alloy Steel For Low-Temperature ServiceДокумент3 страницыA420A420M-14 Standard Specification For Piping Fittings of Wrought Carbon Steel and Alloy Steel For Low-Temperature ServiceChuthaОценок пока нет
- A 334 Â " A 334M Â " 04 - QTMZNC0WNAДокумент6 страницA 334 Â " A 334M Â " 04 - QTMZNC0WNAhОценок пока нет
- Sa 249Документ10 страницSa 249ismaelarchilacastilloОценок пока нет
- Astm A106Документ8 страницAstm A106LaLo AtОценок пока нет
- ASTM A276 - Stainless Steel Bars and Shapes (2017.3)Документ8 страницASTM A276 - Stainless Steel Bars and Shapes (2017.3)정영우100% (1)
- Seamless Ferritic Alloy-Steel Pipe For High-Temperature ServiceДокумент8 страницSeamless Ferritic Alloy-Steel Pipe For High-Temperature ServiceMartuaHaojahanSaragihSidabutarОценок пока нет
- Astm A358Документ8 страницAstm A358Dyna Mafikasari100% (2)
- ASTM A106-2008 Seamless Carbon Steel Pipe For High-Temperature ServiceДокумент9 страницASTM A106-2008 Seamless Carbon Steel Pipe For High-Temperature ServiceTerrier HuangОценок пока нет
- Astm A582Документ3 страницыAstm A582ferrer0000Оценок пока нет
- A 376 Â " A 376M Â " 01 - QTM3NI0WMUEДокумент7 страницA 376 Â " A 376M Â " 01 - QTM3NI0WMUEhОценок пока нет
- A790a790m ObsoletoДокумент8 страницA790a790m ObsoletoAcácio AlvesОценок пока нет
- ASTM A 789 A789M.wzlh9249Документ6 страницASTM A 789 A789M.wzlh9249Mohammed AliОценок пока нет
- Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip For Pressure Vessels and For General ApplicationsДокумент12 страницChromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip For Pressure Vessels and For General ApplicationsJohn HollandОценок пока нет
- Seamless Austenitic Steel Pipe For High-Temperature Central-Station ServiceДокумент7 страницSeamless Austenitic Steel Pipe For High-Temperature Central-Station ServicehОценок пока нет
- Astm A333 A333m 16Документ4 страницыAstm A333 A333m 16mrwolveringОценок пока нет
- A 333 Â " A 333M Â " 04 - QTMZMY0WNAДокумент7 страницA 333 Â " A 333M Â " 04 - QTMZMY0WNAhОценок пока нет
- A 276 - 02 Qti3ni0wmkeДокумент7 страницA 276 - 02 Qti3ni0wmkeGsuslionelОценок пока нет
- ASTM A106 Seamless Carbon Steel Pipe For High Temperature Service PDFДокумент9 страницASTM A106 Seamless Carbon Steel Pipe For High Temperature Service PDFsingaravelan narayanasamyОценок пока нет
- Seamless Ferritic Alloy-Steel Pipe For High-Temperature ServiceДокумент8 страницSeamless Ferritic Alloy-Steel Pipe For High-Temperature ServiceDamian AzcuetaОценок пока нет
- Plain End Seamless and Electric-Resistance-Welded Steel Pipe For High-Pressure Pipe-Type Cable CircuitsДокумент5 страницPlain End Seamless and Electric-Resistance-Welded Steel Pipe For High-Pressure Pipe-Type Cable Circuitsrobert gridleyОценок пока нет
- A 213 Â " A 213M Â " 03 - QTIXMY0WM0EДокумент11 страницA 213 Â " A 213M Â " 03 - QTIXMY0WM0Ehans ccОценок пока нет
- A 213 Â " A 213M Â " 03 - QTIXMY0WM0EДокумент11 страницA 213 Â " A 213M Â " 03 - QTIXMY0WM0EhОценок пока нет
- Carbon and Ferritic Alloy Steel Forged and Bored Pipe For High-Temperature ServiceДокумент4 страницыCarbon and Ferritic Alloy Steel Forged and Bored Pipe For High-Temperature ServiceHoem ITОценок пока нет
- Seamless Medium-Carbon Steel Boiler and Superheater Tubes: Standard Specification ForДокумент3 страницыSeamless Medium-Carbon Steel Boiler and Superheater Tubes: Standard Specification ForJuan Pablo BautistaОценок пока нет
- API MPMS 4.8 - Operation of Proving Systems PDFДокумент3 страницыAPI MPMS 4.8 - Operation of Proving Systems PDFIng. Adolfo Garcia50% (2)
- Astm - A214 - 1996Документ2 страницыAstm - A214 - 1996masoud132Оценок пока нет
- Astm A234 PDFДокумент8 страницAstm A234 PDFhans30Оценок пока нет
- A194a194m PDFДокумент13 страницA194a194m PDFIng. Adolfo GarciaОценок пока нет
- Seamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesДокумент12 страницSeamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesIng. Adolfo GarciaОценок пока нет
- A193a193m PDFДокумент13 страницA193a193m PDFIng. Adolfo GarciaОценок пока нет
- Seamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesДокумент12 страницSeamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesIng. Adolfo GarciaОценок пока нет
- QTIWOS9BMJA5TQДокумент3 страницыQTIWOS9BMJA5TQquiensabe0077Оценок пока нет
- QTIWOS9BMJA5TQДокумент3 страницыQTIWOS9BMJA5TQquiensabe0077Оценок пока нет
- A194a194m PDFДокумент13 страницA194a194m PDFIng. Adolfo GarciaОценок пока нет
- A105A105MДокумент5 страницA105A105MEric Mrth Hernandez MОценок пока нет
- Seamless Medium-Carbon Steel Boiler and Superheater Tubes: Standard Specification ForДокумент3 страницыSeamless Medium-Carbon Steel Boiler and Superheater Tubes: Standard Specification ForJuan Pablo BautistaОценок пока нет
- ASTM A 192A 192M 02 Standard Specification For Seamless Carbon Steel Boiler Tubes For High Pressure Service1 PDFДокумент3 страницыASTM A 192A 192M 02 Standard Specification For Seamless Carbon Steel Boiler Tubes For High Pressure Service1 PDFjromero_rpgОценок пока нет
- A134 PDFДокумент4 страницыA134 PDFAlberto DiazОценок пока нет
- Astm A 181 - A 181M - 01 Qte4ms9bmtgxtqДокумент3 страницыAstm A 181 - A 181M - 01 Qte4ms9bmtgxtqAngel ValladaresОценок пока нет
- A182a182m PDFДокумент17 страницA182a182m PDFIng. Adolfo GarciaОценок пока нет
- A 139 - A 139M - 04 Qtezos9bmtm5tq - PDFДокумент6 страницA 139 - A 139M - 04 Qtezos9bmtm5tq - PDFMan98Оценок пока нет
- ASTM A 178 Specification For ERW Carbon Steel and Carbon Manganese Steel Boiler and Superheater TubesДокумент4 страницыASTM A 178 Specification For ERW Carbon Steel and Carbon Manganese Steel Boiler and Superheater TubesAnibal QuezadaОценок пока нет
- A179a179m PDFДокумент2 страницыA179a179m PDFBorza DorinОценок пока нет
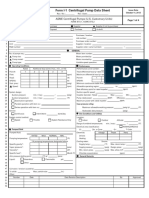
- Centrifugal Pump Data SheetДокумент4 страницыCentrifugal Pump Data SheetJohnОценок пока нет
- A106a106m PDFДокумент8 страницA106a106m PDFIng. Adolfo GarciaОценок пока нет
- Astm d445 1965Документ8 страницAstm d445 1965dorbarelОценок пока нет
- A135 PDFДокумент9 страницA135 PDFIng. Adolfo GarciaОценок пока нет
- Use of The Petroleum Measurement Tables: Standard Guide ForДокумент7 страницUse of The Petroleum Measurement Tables: Standard Guide ForIng. Adolfo GarciaОценок пока нет
- Benefits of STT PDFДокумент8 страницBenefits of STT PDFElias KapaОценок пока нет
- PS-1 Question PapersДокумент98 страницPS-1 Question Paperssatyakar_vvkОценок пока нет
- Standard 028-300 Welds Classification - Inspections: Hydro Power Segment Turbine Technology CenterДокумент12 страницStandard 028-300 Welds Classification - Inspections: Hydro Power Segment Turbine Technology CenterMarcoОценок пока нет
- Aws Practicle Reference Guide For Welding Metallurgy-1999Документ34 страницыAws Practicle Reference Guide For Welding Metallurgy-1999Yasser Hammad MohamedОценок пока нет
- Welding Economy and ProductivityДокумент29 страницWelding Economy and Productivitykmas1612100% (4)
- Welding ProcedureДокумент2 страницыWelding ProcedureAndrey GyrychОценок пока нет
- EN ISO 15609-1 135 PG A Step-By-Step ExplanationДокумент8 страницEN ISO 15609-1 135 PG A Step-By-Step Explanationalok987Оценок пока нет
- CHW 50C6Документ1 страницаCHW 50C6scribdsonbaОценок пока нет
- Hydrogen Bake OutДокумент4 страницыHydrogen Bake OutArun Kochery SomanОценок пока нет
- Innershield NS-3M: Welding Positions Key FeaturesДокумент2 страницыInnershield NS-3M: Welding Positions Key FeaturesGiancarlo BlandinoОценок пока нет
- Seafastening Manual For The Carriage of Anode Cages On Seagoing Vessels Rev. 3Документ17 страницSeafastening Manual For The Carriage of Anode Cages On Seagoing Vessels Rev. 3JackОценок пока нет
- Q1, Module 1, Lesson4Документ11 страницQ1, Module 1, Lesson4Jerome A. Gomez100% (1)
- Welding of Pressure VesselsДокумент2 страницыWelding of Pressure VesselsDvida PleasureОценок пока нет
- Iso 12633 1 2011 en PDFДокумент11 страницIso 12633 1 2011 en PDFAlessioОценок пока нет
- Abrasion Resistance of Fe CR C Coating Deposited by FCAW Welding PR - 2021 - WeaДокумент12 страницAbrasion Resistance of Fe CR C Coating Deposited by FCAW Welding PR - 2021 - WeaEdsonОценок пока нет
- Weld Wire Surface Contaminationand Porosityin GMAAluminum WeldsДокумент33 страницыWeld Wire Surface Contaminationand Porosityin GMAAluminum WeldsdietersimaОценок пока нет
- Corrosion of Reactor Effluent Air Coolers-20180315Документ47 страницCorrosion of Reactor Effluent Air Coolers-20180315庄查理100% (1)
- DSWD SMAW NC Training Budget: Total Amount P147,050.00Документ1 страницаDSWD SMAW NC Training Budget: Total Amount P147,050.00Ramil Raquit0% (1)
- Contoh ITP Dan ChecklistДокумент21 страницаContoh ITP Dan Checklistandy100% (5)
- Utilization of Electrical EnergyДокумент8 страницUtilization of Electrical EnergyKalyan BollapragadaОценок пока нет
- Catalogue FARETE International Club 2019Документ46 страницCatalogue FARETE International Club 2019radule021Оценок пока нет
- ERW Hook CrackДокумент9 страницERW Hook CrackElias KapaОценок пока нет
- Security Fencing Range: Quick Reference GuideДокумент17 страницSecurity Fencing Range: Quick Reference GuideMohammad SaleemОценок пока нет
- 01 Samss 051 PDFДокумент13 страниц01 Samss 051 PDFnadeem shaikh100% (1)
- WPS For Smaw06-001 (Pipe 6G CS)Документ10 страницWPS For Smaw06-001 (Pipe 6G CS)walitedison100% (1)
- Draft For Public Comment: Latest Date For Receipt of Comments: 30 April 2013Документ237 страницDraft For Public Comment: Latest Date For Receipt of Comments: 30 April 2013mordidomi0% (1)
- Preliminary Welding Procedure Specification No.: MCC/WF/pWPS/002Документ1 страницаPreliminary Welding Procedure Specification No.: MCC/WF/pWPS/002Nuwan RanaweeraОценок пока нет
- NDT CONTROL-CNI-PP5 04-Nov-2020 Rev00Документ33 страницыNDT CONTROL-CNI-PP5 04-Nov-2020 Rev00freeman11072000Оценок пока нет
- Application Manual: Torch ServicesДокумент44 страницыApplication Manual: Torch ServicesGrahamОценок пока нет
- Acom85 - 4 High Temperature Behaviour of The Austenitic SS UNS S30815 (253 MA) & Weldments PDFДокумент16 страницAcom85 - 4 High Temperature Behaviour of The Austenitic SS UNS S30815 (253 MA) & Weldments PDFpipedown456Оценок пока нет