Вам также может понравиться
- 545 ELP-ES-2011 - Catálogo de DisipadoresДокумент24 страницы545 ELP-ES-2011 - Catálogo de DisipadoresrichkidОценок пока нет
- Chainsaw Operator's Manual: Chainsaw Safety, Maintenance and Cross-cutting TechniquesОт EverandChainsaw Operator's Manual: Chainsaw Safety, Maintenance and Cross-cutting TechniquesРейтинг: 5 из 5 звезд5/5 (1)
- Catalogo Parking MUTRADEДокумент16 страницCatalogo Parking MUTRADEIvan Monte NegroОценок пока нет
- 15 572 H - 653cvccДокумент54 страницы15 572 H - 653cvccJaime ArreolaОценок пока нет
- Thyristor 3PH Data Sheet PDFДокумент2 страницыThyristor 3PH Data Sheet PDFanilbabu4100% (1)
- Fpb1500c, D, e 500e or 1800a, B ManualДокумент150 страницFpb1500c, D, e 500e or 1800a, B ManualAzianCuz50% (2)
- Kemppi Master Tig Ac-Dc 2000 2500-w 3500w Inverteres Hegeszto SMДокумент83 страницыKemppi Master Tig Ac-Dc 2000 2500-w 3500w Inverteres Hegeszto SMairwolf4226100% (1)
- Manual Ram-400339-Af PDFДокумент48 страницManual Ram-400339-Af PDFRebeca Zarazúa Díaz0% (1)
- Panther Robust PN-T19-2 Model 2017 Price List Rev20161228.1Документ4 страницыPanther Robust PN-T19-2 Model 2017 Price List Rev20161228.1RonaldОценок пока нет
- Delta Standard Compact Drive MS300 Series User ManualДокумент516 страницDelta Standard Compact Drive MS300 Series User ManualDvid451Оценок пока нет
- Cable Variador YASKAWAДокумент2 страницыCable Variador YASKAWAmmreigen100% (1)
- PI500A Series Basic Frequency Inverter User Manual: ForewordДокумент16 страницPI500A Series Basic Frequency Inverter User Manual: ForewordMiller CcanccapaОценок пока нет
- Manual Miller Dimension 652Документ44 страницыManual Miller Dimension 652Nano Rios ChavezОценок пока нет
- Big Blue 502DДокумент116 страницBig Blue 502DejuarezdОценок пока нет
- BOTON NO TOUCH K1-1en PDFДокумент1 страницаBOTON NO TOUCH K1-1en PDFTas DtОценок пока нет
- Conexión Cable PLC Mini Din 8Документ1 страницаConexión Cable PLC Mini Din 8Luis Pedro LecheОценок пока нет
- Stock List PDFДокумент4 страницыStock List PDFAL Wahid SpareОценок пока нет
- 9L05A - Regulador NegativoДокумент13 страниц9L05A - Regulador NegativoPrimitivoCarrilloSilgadoОценок пока нет
- Manual Secadores SRCДокумент66 страницManual Secadores SRCElena IbarraОценок пока нет
- Control de Flama Honeywell 215Документ12 страницControl de Flama Honeywell 215Moreno NuevoОценок пока нет
- Manual de Instalación Ats Asco Serie 300 No.381333-403Документ8 страницManual de Instalación Ats Asco Serie 300 No.381333-403Elías NavarroОценок пока нет
- Secador Parker PDFДокумент68 страницSecador Parker PDFArmandoOlivaresОценок пока нет
- Xc6slx16 Sdram-User ManualДокумент13 страницXc6slx16 Sdram-User Manualjeni1086Оценок пока нет
- Bomba NT-2 Ou NT-3...Документ3 страницыBomba NT-2 Ou NT-3...Lucas Vinícius CostaОценок пока нет
- Enerpac PATG1102NДокумент72 страницыEnerpac PATG1102NAnonymous G6ceYCzwtОценок пока нет
- Test Link BeltДокумент25 страницTest Link BeltMANUEL CASTILLOОценок пока нет
- R&M Manual Partes CXTДокумент20 страницR&M Manual Partes CXTCarlos RomeroОценок пока нет
- 610 00165 40 000 enДокумент44 страницы610 00165 40 000 enAmandaОценок пока нет
- B800-1 ManualEДокумент35 страницB800-1 ManualESLAMET PAMBUDIОценок пока нет
- Technical Service Manual For Mastertig Acdc MachinesДокумент43 страницыTechnical Service Manual For Mastertig Acdc Machinesstefan raduОценок пока нет
- Blackmer Power Pumps: MODELS: GX2B, GX2.5B, GX3E, GX4B, X2B, X2.5B, X3E, X4B, XH2B, XH2.5B, XH3E, XH4BДокумент16 страницBlackmer Power Pumps: MODELS: GX2B, GX2.5B, GX3E, GX4B, X2B, X2.5B, X3E, X4B, XH2B, XH2.5B, XH3E, XH4BAbdulrahman Al Huriby100% (1)
- HB 8218Документ2 страницыHB 8218Eong Huat Corporation Sdn BhdОценок пока нет
- YASKAWA MH5f Manual PDFДокумент66 страницYASKAWA MH5f Manual PDFRafaelОценок пока нет
- Sec. M7 LT-7 K227 OR K395 Lightweight Tractor Parts List: Model IndexДокумент22 страницыSec. M7 LT-7 K227 OR K395 Lightweight Tractor Parts List: Model IndexJorge Lopez AguilarОценок пока нет
- Motor de ArranqueДокумент2 страницыMotor de ArranqueJorge Mario Candama CastroОценок пока нет
- 2.14.4.2 Powerflex 753 Adjustable Frequency Ac Drive-1-717 XXXДокумент717 страниц2.14.4.2 Powerflex 753 Adjustable Frequency Ac Drive-1-717 XXXcreyesdear3978Оценок пока нет
- Ysd e Cat PPT-PPT KДокумент4 страницыYsd e Cat PPT-PPT KAdrian Bayu BagaskaraОценок пока нет
- InteliCharger 65 - 24 AF DatasheetДокумент3 страницыInteliCharger 65 - 24 AF Datasheetjean sanchezОценок пока нет
- F24 60 en (A4) V1.2Документ2 страницыF24 60 en (A4) V1.2dozer_kamilОценок пока нет
- Macurco GD-6 Manual ESFДокумент72 страницыMacurco GD-6 Manual ESFFelipe Sanchez HernandezОценок пока нет
- HGM6300D V2.1 enДокумент34 страницыHGM6300D V2.1 enSteven BaynesОценок пока нет
- Capacitors - GE Two BushingДокумент9 страницCapacitors - GE Two Bushingmu5eedОценок пока нет
- Rm5 Operation Manual (1-38Документ45 страницRm5 Operation Manual (1-38tonnytoons67% (3)
- DELTA VFD-MS300 ManualДокумент512 страницDELTA VFD-MS300 ManualDavidОценок пока нет
- Cecato DryerДокумент6 страницCecato DryerGodel KHolikОценок пока нет
- Kipor - KDE7000T Generator-EnДокумент20 страницKipor - KDE7000T Generator-EnEzzadin Baban50% (4)
- 2cr Klixon 6Документ2 страницы2cr Klixon 6AlejandroCoila100% (1)
- WC67-160 3200 Bending Machine From JIUYING LydiaДокумент9 страницWC67-160 3200 Bending Machine From JIUYING LydiaSantiago LeivaОценок пока нет
- Electrical Commissioning ChecklistДокумент2 страницыElectrical Commissioning Checklistalban ramabajaОценок пока нет
- Yaskawa GPD 503 Manual PDFДокумент160 страницYaskawa GPD 503 Manual PDFArturo Sánchez100% (2)
- Hoist MonitorДокумент105 страницHoist MonitorJoss Maykol Mundaca VasquezОценок пока нет
- Motores PDFДокумент196 страницMotores PDFDanilo CherresОценок пока нет
- Miller 09Документ149 страницMiller 09Emílio BeckerОценок пока нет
- De DriveДокумент6 страницDe DriveEdgar RdzОценок пока нет
- Sensor de Compartimento Del Operador ReachДокумент20 страницSensor de Compartimento Del Operador ReachDetodito VentasОценок пока нет
- Manual Comap Inteli Lite Mrs 16 NegroДокумент20 страницManual Comap Inteli Lite Mrs 16 NegroGONZALOОценок пока нет
- Operator's Guide and Instruction Manual: Digital Bypass Solid State StarterДокумент48 страницOperator's Guide and Instruction Manual: Digital Bypass Solid State StarterMatthew Keegan100% (1)
- Cigweld Transmig 200 Operating ManualДокумент32 страницыCigweld Transmig 200 Operating ManualBrad James100% (2)
- SIFANG CSC-100EB Line ProtectionДокумент507 страницSIFANG CSC-100EB Line ProtectionMarkusKunОценок пока нет
- B22 ZERO 29220 Catalogue Sheet EN 04 23Документ2 страницыB22 ZERO 29220 Catalogue Sheet EN 04 23Victor PATIÑOОценок пока нет
- ED57 Big Blue 400 Pro EnglishДокумент8 страницED57 Big Blue 400 Pro EnglishVictor PATIÑOОценок пока нет
- C Series Product Guide PDFДокумент112 страницC Series Product Guide PDFVictor PATIÑOОценок пока нет
- Fast Cam Machine ControllersДокумент1 страницаFast Cam Machine ControllersJimmy MyОценок пока нет
- DC1896 XMT 350 FieldPro Systems EnglishДокумент8 страницDC1896 XMT 350 FieldPro Systems EnglishVictor PATIÑOОценок пока нет
- Fastshapes - Penstock: Typical ApplicationsДокумент1 страницаFastshapes - Penstock: Typical ApplicationsVictor PATIÑOОценок пока нет
- Fast Cam ComparisonДокумент2 страницыFast Cam ComparisonJimmy MyОценок пока нет
- ED442 Bobcat 260 EnglishДокумент8 страницED442 Bobcat 260 EnglishVictor PATIÑO100% (1)
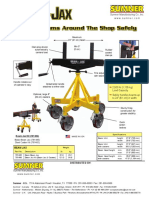
- Move Beams Around The Shop Safely: Sumner Manufacturing Co, IncДокумент1 страницаMove Beams Around The Shop Safely: Sumner Manufacturing Co, IncVictor PATIÑOОценок пока нет
- XMT 350 FieldPro-SpecsДокумент8 страницXMT 350 FieldPro-SpecsVictor PATIÑOОценок пока нет
- BM16 0417 PostДокумент2 страницыBM16 0417 PostVictor PATIÑOОценок пока нет
- Miller Electric Submerged Arc Welding TractorДокумент4 страницыMiller Electric Submerged Arc Welding TractorVictor PATIÑOОценок пока нет
- Auto-Feed Beveling Machine From SteelmaxДокумент2 страницыAuto-Feed Beveling Machine From SteelmaxVictor PATIÑOОценок пока нет
- BN 350E Mig/Mag Torch Range: ModelДокумент1 страницаBN 350E Mig/Mag Torch Range: ModelVictor PATIÑOОценок пока нет
- 900 - 2100mm Shaft Junction - Jul19Документ1 страница900 - 2100mm Shaft Junction - Jul19Victor PATIÑOОценок пока нет
- Köco-Compact Stud Welding Equipment: Elotop 2010Документ1 страницаKöco-Compact Stud Welding Equipment: Elotop 2010Victor PATIÑOОценок пока нет
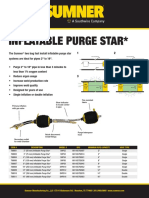
- 2001 PURGE STAR Spec Sheet-SumnerДокумент1 страница2001 PURGE STAR Spec Sheet-SumnerVictor PATIÑOОценок пока нет
- Move Beams Around The Shop Safely: Sumner Manufacturing Co, IncДокумент1 страницаMove Beams Around The Shop Safely: Sumner Manufacturing Co, IncVictor PATIÑOОценок пока нет
- Portable Beveling Machine From SteelmaxДокумент2 страницыPortable Beveling Machine From SteelmaxVictor PATIÑOОценок пока нет
- Robot HonyenДокумент36 страницRobot HonyenVictor PATIÑOОценок пока нет
- Operator'S Manual: The Tools of InnovationДокумент33 страницыOperator'S Manual: The Tools of InnovationVictor PATIÑOОценок пока нет
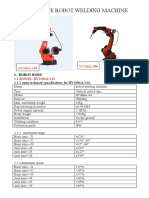
- 6-Axis Type Robot Welding MachineДокумент5 страниц6-Axis Type Robot Welding MachineVictor PATIÑOОценок пока нет
- IRON MIG 221-221P MULTI - EnglishДокумент11 страницIRON MIG 221-221P MULTI - EnglishVictor PATIÑOОценок пока нет
- XPR170 Manual en PDFДокумент400 страницXPR170 Manual en PDFVictor PATIÑOОценок пока нет
- Arc Spray TechnologyДокумент11 страницArc Spray TechnologyVictor PATIÑOОценок пока нет
- Auto-Feed Beveling Machine From SteelmaxДокумент2 страницыAuto-Feed Beveling Machine From SteelmaxVictor PATIÑOОценок пока нет
- TKW series ultr1 (new) 有高压-2014.1.13Документ236 страницTKW series ultr1 (new) 有高压-2014.1.13Victor PATIÑOОценок пока нет
- Pipe BevelerДокумент21 страницаPipe BevelerVictor PATIÑOОценок пока нет
- Swot Analysis of Revlon IncДокумент5 страницSwot Analysis of Revlon IncSubhana AsimОценок пока нет
- Evaluation - Chemical Pit - 0Документ8 страницEvaluation - Chemical Pit - 0Aiman AmirullahОценок пока нет
- Acc Inter 3 AtsiriДокумент9 страницAcc Inter 3 AtsiriZania Putri100% (1)
- CATEGORY - Green (III) Consent To EstablishДокумент4 страницыCATEGORY - Green (III) Consent To EstablishROOPDIP MUKHOPADHYAYОценок пока нет
- 78-SAFETY - QUESTIO in PDFДокумент21 страница78-SAFETY - QUESTIO in PDFIndermohan MehtaОценок пока нет
- Ravens Advanced Progressive Matrices Practice Book IQ Test Previewinjaplus - IrДокумент10 страницRavens Advanced Progressive Matrices Practice Book IQ Test Previewinjaplus - IrFriend KatsumataОценок пока нет
- Orient Technologies Profile PresentationДокумент27 страницOrient Technologies Profile PresentationNisarg ShahОценок пока нет
- Enabling Secure Broadband Access Anywhere Anytime Access Anywhere, AnytimeДокумент4 страницыEnabling Secure Broadband Access Anywhere Anytime Access Anywhere, AnytimeEmmanuelОценок пока нет
- Symposium's Platonic LoveДокумент10 страницSymposium's Platonic LovezkottОценок пока нет
- Lesson4 1515Документ14 страницLesson4 1515gm hashОценок пока нет
- Nola PenderДокумент9 страницNola PenderAndrea YangОценок пока нет
- 1-Perceived Threat of Covid-19 and T.I (Reference Article)Документ10 страниц1-Perceived Threat of Covid-19 and T.I (Reference Article)Hassan NadeemОценок пока нет
- USDP Shehzore02Документ39 страницUSDP Shehzore02Feroz GullОценок пока нет
- Applied-Signed Product Cordial Labeling and - Santhi.mДокумент6 страницApplied-Signed Product Cordial Labeling and - Santhi.mImpact JournalsОценок пока нет
- HP RT3000 G2 Toronto UPS SpecsДокумент13 страницHP RT3000 G2 Toronto UPS SpecsJokBalingitОценок пока нет
- Romeo and Juliet RubricДокумент2 страницыRomeo and Juliet Rubricapi-237888592Оценок пока нет
- CNSB Bypass Separator Commissioning and Maintenance Guide: Conder® Tanks Covered by This GuideДокумент4 страницыCNSB Bypass Separator Commissioning and Maintenance Guide: Conder® Tanks Covered by This GuidesterlingОценок пока нет
- Simulation & Role PlayДокумент10 страницSimulation & Role Playpreeti sharma100% (2)
- TEST Unit 5Документ5 страницTEST Unit 5Giang Nguyen Thi ThuОценок пока нет
- Foreign Direct Investment in Manufacturing and Service Sector in East AfricaДокумент13 страницForeign Direct Investment in Manufacturing and Service Sector in East AfricaFrancis NyoniОценок пока нет
- Communication Skills For Effective LeadershipДокумент12 страницCommunication Skills For Effective LeadershipKovaОценок пока нет
- Laws of ThermoДокумент13 страницLaws of ThermofabyunaaaОценок пока нет
- Khairro SanfordДокумент2 страницыKhairro SanfordJezreel SabadoОценок пока нет
- All Excell FunctionsДокумент3 страницыAll Excell Functionsrajesh_jeyachandranОценок пока нет
- Practicality and Efficiency: Presented By: Grace EscabasДокумент11 страницPracticality and Efficiency: Presented By: Grace EscabasMiaeОценок пока нет
- Product Leaflet Seawater ElectrochlorinationДокумент4 страницыProduct Leaflet Seawater Electrochlorinationgkdora574Оценок пока нет
- Eurotuner February 2010 PDFДокумент1 страницаEurotuner February 2010 PDFJenniferОценок пока нет
- FZ1 Parts CatalogДокумент78 страницFZ1 Parts CatalogAntonis Fotis100% (1)
- 14.ergonomic Workstation Design For Science Laboratory (Norhafizah Rosman) PP 93-102Документ10 страниц14.ergonomic Workstation Design For Science Laboratory (Norhafizah Rosman) PP 93-102upenapahangОценок пока нет
- CBSE Class 6 - MCQ Separation of SubstancesДокумент4 страницыCBSE Class 6 - MCQ Separation of Substancesvinod1577100% (1)