Вам также может понравиться
- MFMEA Workshop Class Overhead 04Документ43 страницыMFMEA Workshop Class Overhead 04Carlos Lourenço100% (2)
- Xfmea Report Sample - Machinery FMEA: in Addition To This Summary, This Report Includes The Following FormsДокумент5 страницXfmea Report Sample - Machinery FMEA: in Addition To This Summary, This Report Includes The Following FormsMalkeet SinghОценок пока нет
- FMEA PG Seminar For WebsiteДокумент21 страницаFMEA PG Seminar For WebsiteMuhd HazwanОценок пока нет
- Warm-Up - Day 2: Place Self Others Team Purpose AgendaДокумент85 страницWarm-Up - Day 2: Place Self Others Team Purpose AgendaSanjeev SharmaОценок пока нет
- 2016 05 Talk in The Royal Park - ASPICE 3.0 Method ParkДокумент63 страницы2016 05 Talk in The Royal Park - ASPICE 3.0 Method Parkbnd1uОценок пока нет
- Core Tools Alphabet SoupДокумент72 страницыCore Tools Alphabet Soupdhir.ankurОценок пока нет
- GD3 Activity (English)Документ40 страницGD3 Activity (English)api-3770121100% (2)
- Fundamentals of FMEA PDFДокумент35 страницFundamentals of FMEA PDFPriatna suheriОценок пока нет
- A Agile PDFДокумент44 страницыA Agile PDFresmi tandjungОценок пока нет
- SOD Machinery FMEAДокумент3 страницыSOD Machinery FMEAUmashankar Gautam100% (1)
- Process Flow Diagram: Part Name: Process Responsibily Part No: Key Date (Origin) Core Team: Date (Origin)Документ6 страницProcess Flow Diagram: Part Name: Process Responsibily Part No: Key Date (Origin) Core Team: Date (Origin)hazlanОценок пока нет
- Tokyo PresentationДокумент109 страницTokyo PresentationMoti Ben-ZurОценок пока нет
- Aiag Fmea TrainingДокумент10 страницAiag Fmea TrainingJohn OoОценок пока нет
- CP Gear Spindle MkeДокумент2 страницыCP Gear Spindle Mkeamol vadnereОценок пока нет
- VDA-RGA Questionaire V2.0Документ70 страницVDA-RGA Questionaire V2.0docsenОценок пока нет
- How Are They Related ?Документ39 страницHow Are They Related ?MURALIDHRAОценок пока нет
- Lesson - 1.1 - Six Sigma and Organizational GoalsДокумент65 страницLesson - 1.1 - Six Sigma and Organizational Goalsطلال المطيريОценок пока нет
- Design Review Based On Failure Mode 1-Day Workshop by TetrahedronДокумент2 страницыDesign Review Based On Failure Mode 1-Day Workshop by TetrahedrontetrahedronОценок пока нет
- PCM SLP - Introduction: PreparationДокумент12 страницPCM SLP - Introduction: PreparationDavid MorenoОценок пока нет
- Ii. Structure Analysis Iii. Function Analysis: Company NameДокумент6 страницIi. Structure Analysis Iii. Function Analysis: Company NameJohn OoОценок пока нет
- ZF QD83-2018 - English-French - WebДокумент70 страницZF QD83-2018 - English-French - WebBESОценок пока нет
- International Electrotechnical Commission: (Iecq HSPM)Документ16 страницInternational Electrotechnical Commission: (Iecq HSPM)biomech99100% (1)
- Spec Characteristics GdlnesДокумент2 страницыSpec Characteristics Gdlnessathyabalaraman0% (1)
- Welcome - Day 1 2012: Failure Mode and Effects AnalysisДокумент63 страницыWelcome - Day 1 2012: Failure Mode and Effects AnalysisKaya Eralp AsanОценок пока нет
- Structure Analysis (3) Function AnalysisДокумент6 страницStructure Analysis (3) Function Analysisprasathm873900Оценок пока нет
- The 5-Whys' Method: Example 1Документ3 страницыThe 5-Whys' Method: Example 1initiative1972Оценок пока нет
- The Case Against The AIAG-VDA DFMEAДокумент22 страницыThe Case Against The AIAG-VDA DFMEA57641Оценок пока нет
- Lean Six Sigma Green Belt Certification CourseДокумент47 страницLean Six Sigma Green Belt Certification Courseطلال المطيريОценок пока нет
- Seminar On Statistical Process Control On Cylinder LinersДокумент56 страницSeminar On Statistical Process Control On Cylinder LinersSatadru BeraОценок пока нет
- QSBДокумент62 страницыQSBLorenzo HolguinОценок пока нет
- Design Verification Process Project III Samudra Indonesia 20/11/2019 Samudra Indonesia 21/12/2019 See Project III R1 ReportДокумент6 страницDesign Verification Process Project III Samudra Indonesia 20/11/2019 Samudra Indonesia 21/12/2019 See Project III R1 ReportAufa Jaya Perkasa LegalityОценок пока нет
- APQP Review File - Production Suppliers RecomendacionesДокумент12 страницAPQP Review File - Production Suppliers RecomendacionesBenygg GlezОценок пока нет
- Pass Through CharacteristicsДокумент10 страницPass Through CharacteristicsmirosekОценок пока нет
- KMM Suplier Quality Manual 2018Документ23 страницыKMM Suplier Quality Manual 2018Jesus Cardona RezaОценок пока нет
- INGFRT-11 Run at RateДокумент3 страницыINGFRT-11 Run at RateMarisol RubioОценок пока нет
- Process Flow/Control Plan WorksheetДокумент4 страницыProcess Flow/Control Plan WorksheetVu NguyenОценок пока нет
- Design Failure Mode and Effect Analysis - Case StuДокумент13 страницDesign Failure Mode and Effect Analysis - Case Stusanjay chamoliОценок пока нет
- AIAG FMEA Heat TreatДокумент36 страницAIAG FMEA Heat TreatSoraida Ramirez100% (1)
- ANOVA-Single Factor - Tukey Test For DifferencesДокумент5 страницANOVA-Single Factor - Tukey Test For Differencesaaandik123Оценок пока нет
- 02a ASpice-Intro VDAGuidelinesДокумент17 страниц02a ASpice-Intro VDAGuidelinesevan leeОценок пока нет
- CEM 515 SPC Quiz Student Name: - Student NoДокумент2 страницыCEM 515 SPC Quiz Student Name: - Student NodjОценок пока нет
- 7 FmeaДокумент25 страниц7 Fmeaprx4177Оценок пока нет
- FMEA Facilitator Thought-Starter QuestionsДокумент5 страницFMEA Facilitator Thought-Starter QuestionsvikeshmОценок пока нет
- AQE (FMEA) Selling DocumentДокумент17 страницAQE (FMEA) Selling DocumentArshad AnsariОценок пока нет
- Drill DeepДокумент9 страницDrill DeepDiogo Andrade FonteneleОценок пока нет
- Bliss Manufacturing Company Internal Lab Scope: Laboratory PersonnelДокумент2 страницыBliss Manufacturing Company Internal Lab Scope: Laboratory PersonnelsachОценок пока нет
- 03 APQP Oberhausen PDFДокумент32 страницы03 APQP Oberhausen PDFMani Rathinam RajamaniОценок пока нет
- Aiag-Vda Process FmeaДокумент18 страницAiag-Vda Process Fmeasagarpatil986Оценок пока нет
- Guidelines For Auditing FMEAДокумент3 страницыGuidelines For Auditing FMEAalex1123Оценок пока нет
- Software Test Report: Appendix To The PPA ReportДокумент4 страницыSoftware Test Report: Appendix To The PPA ReportJuliaОценок пока нет
- Good Process / Good Part: QRQC For Non Manufacturing ProcessesДокумент1 страницаGood Process / Good Part: QRQC For Non Manufacturing ProcessesVeung SingkhekОценок пока нет
- MMOG v4 Roll OutДокумент1 страницаMMOG v4 Roll Outdreyes130Оценок пока нет
- F M E A (FMEA) P 4 - C C: Ailure Ode and Ffects Nalysis ART Haracteristic LassificationДокумент12 страницF M E A (FMEA) P 4 - C C: Ailure Ode and Ffects Nalysis ART Haracteristic LassificationGonzalo MazaОценок пока нет
- Chapter 5 - Quality CostДокумент16 страницChapter 5 - Quality CostDM RodОценок пока нет
- MSA Example WorkbookДокумент41 страницаMSA Example Workbookll vvОценок пока нет
- IATF AwarenessДокумент241 страницаIATF AwarenessRajdeep SinghОценок пока нет
- 7 FMEA NewДокумент38 страниц7 FMEA NewrakeshОценок пока нет
- Machinery Failure Mode Effects AnalysisДокумент2 страницыMachinery Failure Mode Effects AnalysisTeguh NugrahaОценок пока нет
- TQM Assignment On Failure Mode Effect Analysis: Srideep Kumar Mohanta 215112033 2013-14Документ13 страницTQM Assignment On Failure Mode Effect Analysis: Srideep Kumar Mohanta 215112033 2013-14mechatronicsmkОценок пока нет
- Howtodoagage R&R When You Can'T Do A Gage R&R: Thomas RustДокумент21 страницаHowtodoagage R&R When You Can'T Do A Gage R&R: Thomas Rustnelson.rodriguezm6142Оценок пока нет
- Lesson 6 - The - (2 K - ) Factorial DesignДокумент30 страницLesson 6 - The - (2 K - ) Factorial Designnelson.rodriguezm6142Оценок пока нет
- CAPA Presentation Spring 2009 PDFДокумент30 страницCAPA Presentation Spring 2009 PDFnelson.rodriguezm6142Оценок пока нет
- IATF - Final 2Документ58 страницIATF - Final 2nelson.rodriguezm6142Оценок пока нет
- Design Control PrinciplesДокумент31 страницаDesign Control Principlesnelson.rodriguezm6142Оценок пока нет
- Arc Flash Safety TipДокумент11 страницArc Flash Safety Tipnelson.rodriguezm6142Оценок пока нет
- Joe Cobb Crawford, P.E.,C.E.M. Crawford Engineering Services Toccoa, GeorgiaДокумент40 страницJoe Cobb Crawford, P.E.,C.E.M. Crawford Engineering Services Toccoa, Georgianelson.rodriguezm6142Оценок пока нет
- Aeaugsept 2011 WebversionДокумент21 страницаAeaugsept 2011 Webversionnelson.rodriguezm6142Оценок пока нет
- Part 1 Improved Gage RR Measurement StudiesДокумент3 страницыPart 1 Improved Gage RR Measurement Studiesnelson.rodriguezm6142Оценок пока нет
- An Honest Gauge R&RДокумент19 страницAn Honest Gauge R&Rnelson.rodriguezm6142Оценок пока нет
- Zuckerberg Statement To CongressДокумент7 страницZuckerberg Statement To CongressJordan Crook100% (1)
- Brochure (Pdf/Brochure - PDF) : Student RegistrationДокумент3 страницыBrochure (Pdf/Brochure - PDF) : Student Registrationanurag vermaОценок пока нет
- LESSON 3 Mensuration and Calculation 2Документ4 страницыLESSON 3 Mensuration and Calculation 2Celestine MaeОценок пока нет
- OverthinkingДокумент9 страницOverthinkinghabibatullah nur hanifahОценок пока нет
- EF3e Intplus Filetest 4aДокумент7 страницEF3e Intplus Filetest 4aЯна ИвановаОценок пока нет
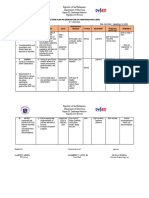
- Action Plan ESP 2023 24Документ2 страницыAction Plan ESP 2023 24Je-Ann EstriborОценок пока нет
- Risk Analysis Tools NIOSH Lifting EquationДокумент14 страницRisk Analysis Tools NIOSH Lifting EquationMarian RaduОценок пока нет
- Case Study Research DesignДокумент2 страницыCase Study Research Designmariposa rosaОценок пока нет
- School MemoДокумент2 страницыSchool MemoMA. KRISTINA HIPOSОценок пока нет
- CHEM1701-lab3-202341 - 202341.12623-CHEM-1701-08 - PRE-HEALTH CHEMISTRY IДокумент1 страницаCHEM1701-lab3-202341 - 202341.12623-CHEM-1701-08 - PRE-HEALTH CHEMISTRY IMartha ChalmenageОценок пока нет
- Abs 0678Документ11 страницAbs 0678Jorge OrtegaОценок пока нет
- Issue: 3D at Depth: The Future Is GreenДокумент72 страницыIssue: 3D at Depth: The Future Is GreenPepeОценок пока нет
- 4.4.1.4 DLL - ENGLISH-6 - Q4 - W4.docx Version 1Документ13 страниц4.4.1.4 DLL - ENGLISH-6 - Q4 - W4.docx Version 1Gie Escoto Ocampo100% (1)
- Radar Systems Engineering - MATLAB & SimulinkДокумент2 страницыRadar Systems Engineering - MATLAB & SimulinkAdfgatLjsdcolqwdhjpОценок пока нет
- Chapter 1 Cognitive Psychology NotesДокумент6 страницChapter 1 Cognitive Psychology NotesShekinah Pearl NiogОценок пока нет
- Rectangular Coordinate SystemДокумент16 страницRectangular Coordinate SystemNaBi MinОценок пока нет
- EWPC 901/A: Temperature Controller With Alarm OutputДокумент5 страницEWPC 901/A: Temperature Controller With Alarm OutputOswaldo Rengifo MuozОценок пока нет
- Raju ComparativePhilosophySpiritual 1963Документ16 страницRaju ComparativePhilosophySpiritual 1963Kent Jerson CasianoОценок пока нет
- Contoh Sterilefiltration Pada Viral Vaccine Live AtenuatedДокумент10 страницContoh Sterilefiltration Pada Viral Vaccine Live Atenuatedkomang inggasОценок пока нет
- Living in A Dream WorldДокумент8 страницLiving in A Dream WorldTrọng Nguyễn DuyОценок пока нет
- Psyd CourseworkДокумент5 страницPsyd Courseworkguj0zukyven2100% (2)
- Sample Ym ProposalДокумент11 страницSample Ym ProposalAfiq KechekОценок пока нет
- SAT Essay FormatДокумент5 страницSAT Essay FormatPrabh SimarОценок пока нет
- Quick Start Guide For The Futures Trading Secrets ProgramДокумент4 страницыQuick Start Guide For The Futures Trading Secrets ProgramH C LimОценок пока нет
- Project ReportДокумент12 страницProject ReportMuhammad SulemanОценок пока нет
- BUS 8375 Lec. 11 Assignment 4 Qualitative Analysis v.1 1Документ8 страницBUS 8375 Lec. 11 Assignment 4 Qualitative Analysis v.1 1Jaspal SinghОценок пока нет
- App Chem Assign 1Документ7 страницApp Chem Assign 1Furqan MughalОценок пока нет
- Yan Li 2016Документ10 страницYan Li 2016Hendy Dwi WarmikoОценок пока нет
- c300b3fa-a7b0-4208-9ab7-dedb183f0559 (1)Документ112 страницc300b3fa-a7b0-4208-9ab7-dedb183f0559 (1)SalimОценок пока нет
- Sizing and Selecting Pressure Relief ValvesДокумент70 страницSizing and Selecting Pressure Relief ValvesSagar Naduvinamani100% (1)
- QM For Business MIDTERM EXAMINATION REVIEW Apr 23 2020 BULLSHIT CONTENTДокумент10 страницQM For Business MIDTERM EXAMINATION REVIEW Apr 23 2020 BULLSHIT CONTENTArgen GrzesiekОценок пока нет
- Well Control for Completions and InterventionsОт EverandWell Control for Completions and InterventionsРейтинг: 4 из 5 звезд4/5 (10)
- The ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemОт EverandThe ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemОценок пока нет
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideОт EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideРейтинг: 2 из 5 звезд2/5 (1)
- A Complete Guide to Safety Officer Interview Questions and AnswersОт EverandA Complete Guide to Safety Officer Interview Questions and AnswersРейтинг: 4 из 5 звезд4/5 (1)
- Redefining Work Health and Safety: Systems, Strategies, and Progressive ApproachesОт EverandRedefining Work Health and Safety: Systems, Strategies, and Progressive ApproachesОценок пока нет
- Guidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisОт EverandGuidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisРейтинг: 5 из 5 звезд5/5 (1)
- Advanced Production Decline Analysis and ApplicationОт EverandAdvanced Production Decline Analysis and ApplicationРейтинг: 3.5 из 5 звезд3.5/5 (4)
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsОт EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsОценок пока нет
- Rules of Thumb for Maintenance and Reliability EngineersОт EverandRules of Thumb for Maintenance and Reliability EngineersРейтинг: 4.5 из 5 звезд4.5/5 (12)
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesОт EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesРейтинг: 4 из 5 звезд4/5 (2)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsОт EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsОценок пока нет
- Fire Fighting Pumping Systems at Industrial FacilitiesОт EverandFire Fighting Pumping Systems at Industrial FacilitiesРейтинг: 4.5 из 5 звезд4.5/5 (3)
- Fundamentals of Risk Management for Process Industry EngineersОт EverandFundamentals of Risk Management for Process Industry EngineersОценок пока нет
- Asset Integrity Management for Offshore and Onshore StructuresОт EverandAsset Integrity Management for Offshore and Onshore StructuresОценок пока нет
- Healthy Buildings: How Indoor Spaces Drive Performance and ProductivityОт EverandHealthy Buildings: How Indoor Spaces Drive Performance and ProductivityРейтинг: 5 из 5 звезд5/5 (2)
- Casing and Liners for Drilling and Completion: Design and ApplicationОт EverandCasing and Liners for Drilling and Completion: Design and ApplicationРейтинг: 5 из 5 звезд5/5 (3)