Вам также может понравиться
- Optimización de Balance de Cargas en Sistemas de Distribución de Energía EléctricaДокумент22 страницыOptimización de Balance de Cargas en Sistemas de Distribución de Energía EléctricaJose Eduardo ZeballosОценок пока нет
- Peru en La HistoriaДокумент4 страницыPeru en La HistoriaJUNIOR LEONОценок пока нет
- Texto8 PDFДокумент6 страницTexto8 PDFanon_312107033Оценок пока нет
- Examen Final de SeguridadДокумент3 страницыExamen Final de SeguridadChristian MontesОценок пока нет
- Examen Gestion Del Mantenimiento PDFДокумент5 страницExamen Gestion Del Mantenimiento PDFJose Eduardo ZeballosОценок пока нет
- 1 - Movimiento OscilatorioДокумент22 страницы1 - Movimiento OscilatorioFrancisco Garcia AvilaОценок пока нет
- Parte 1 PDFДокумент13 страницParte 1 PDFAntonio Miguel Dominguez MateosОценок пока нет
- Laboratorio 6 Optimización de Frecuencias de Mtto - GrupoДокумент4 страницыLaboratorio 6 Optimización de Frecuencias de Mtto - GrupoJose Eduardo ZeballosОценок пока нет
- Flujo de CajaДокумент4 страницыFlujo de CajaMc VillacortaОценок пока нет
- Trabajo en PartesДокумент4 страницыTrabajo en PartesJose Eduardo ZeballosОценок пока нет
- (A) Recurso de AutoAprendizaje Tecnologia Fluidica Valvulas Electroneumaticas y Ejemplos de Funcionamiento 1595Документ15 страниц(A) Recurso de AutoAprendizaje Tecnologia Fluidica Valvulas Electroneumaticas y Ejemplos de Funcionamiento 1595Jefferson O Cobos SuarezОценок пока нет
- Laboratorio 5 - Mantenimiento AutonomoДокумент16 страницLaboratorio 5 - Mantenimiento AutonomoJose Eduardo ZeballosОценок пока нет
- Calculos de SuavizadoДокумент10 страницCalculos de SuavizadoJose Eduardo ZeballosОценок пока нет
- Ejercicios de Gases IdealesДокумент2 страницыEjercicios de Gases IdealesLizeth ariasОценок пока нет
- APUNTES BIORREACTORES Unidad3Документ10 страницAPUNTES BIORREACTORES Unidad3lizetteОценок пока нет
- Macro GoteoДокумент47 страницMacro GoteoSanti MaestroОценок пока нет
- Programa de Química 5to1ra Esc 728-2022Документ4 страницыPrograma de Química 5to1ra Esc 728-2022Serena Libros MendezОценок пока нет
- Fermentación y RespiraciónДокумент15 страницFermentación y RespiraciónMariaОценок пока нет
- Objetivos GeneralesДокумент25 страницObjetivos GeneralesIvar AlexisОценок пока нет
- Predicción de Propiedades Química IIIДокумент8 страницPredicción de Propiedades Química IIIMaleyca BolañosОценок пока нет
- Ejercicios Resueltos y Propuestos de ElectroquímicaДокумент6 страницEjercicios Resueltos y Propuestos de Electroquímica5 B Pariona Rodrigo Maribel StefanyОценок пока нет
- Configuracion ElectronicaДокумент3 страницыConfiguracion Electronicaluis franciaОценок пока нет
- RefinoII - Guía de InformeДокумент17 страницRefinoII - Guía de InformeLeo Jiménez MontesОценок пока нет
- Analisis de AguaДокумент18 страницAnalisis de AguaJuliana Guerrero PacherresОценок пока нет
- Practica 5 Quimica IndustrialДокумент9 страницPractica 5 Quimica IndustrialAntonio Aviles GudiñoОценок пока нет
- Quimica Informe 1Документ6 страницQuimica Informe 1Jimena Anali Vargas HaroОценок пока нет
- Presentación Membrana PlasmáticaДокумент49 страницPresentación Membrana PlasmáticaMaria Fernanda S. RiveraОценок пока нет
- Doal Fondo PX Chocolate PDFДокумент1 страницаDoal Fondo PX Chocolate PDFASIMETRONОценок пока нет
- Consultar Las Aplicaciones de Las Sales Binarias Que Se Pueden Formar Con Los Elementos HalógenosДокумент4 страницыConsultar Las Aplicaciones de Las Sales Binarias Que Se Pueden Formar Con Los Elementos HalógenosMaria Belen FajardoОценок пока нет
- Unidad I Fluidos de Perforacion 2017 (Parte I)Документ30 страницUnidad I Fluidos de Perforacion 2017 (Parte I)Migzar Salazar100% (1)
- Actividad de Practica #02Документ7 страницActividad de Practica #02ZOILA MARIA GAMBOA RIOSОценок пока нет
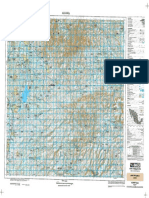
- Carta Topográfica PDFДокумент1 страницаCarta Topográfica PDFAlejandro ReyesОценок пока нет
- Cirugía PlásticaДокумент8 страницCirugía PlásticaNatalia Orozco SolanoОценок пока нет
- Examen Final 2020 IДокумент2 страницыExamen Final 2020 IElian Herrera LeonОценок пока нет
- Quim310-Qui120 Tema 7 Compuestos Nitrogenados 2022Документ29 страницQuim310-Qui120 Tema 7 Compuestos Nitrogenados 2022Alan HonoresОценок пока нет
- Soluciones Buffer (Foro)Документ4 страницыSoluciones Buffer (Foro)Marysol Rivas100% (1)
- 07 Deber Reaccion 2020A IIB PDFДокумент2 страницы07 Deber Reaccion 2020A IIB PDFViviana AngosОценок пока нет
- Informe 4Документ4 страницыInforme 4Sebastián LОценок пока нет
- Rust-O-Thane AcceleratorДокумент6 страницRust-O-Thane Acceleratorkinich acevedoОценок пока нет
- Waterfull Mask Pip CLДокумент1 страницаWaterfull Mask Pip CLTabita GutierrezОценок пока нет
- P #01. Det. Del Peso Atómico Del Mg..Документ8 страницP #01. Det. Del Peso Atómico Del Mg..LUIS ALBERTO PEREZ GARCIAОценок пока нет
- 4toa LABORATORIO DE OSTEOLOGIA Karen Villanueva FloresДокумент2 страницы4toa LABORATORIO DE OSTEOLOGIA Karen Villanueva FloresScarlen Villanueva FloresОценок пока нет
- 1 - PINTURAS y RECUBRIMIENTOSДокумент12 страниц1 - PINTURAS y RECUBRIMIENTOSAugusto GiardinaОценок пока нет