Вам также может понравиться
- PLC Scada Training ReportДокумент31 страницаPLC Scada Training ReportÄkshãy SaçhånОценок пока нет
- National Institute of Technology, Kurukshetra Haryana: Submitted To Submitted byДокумент31 страницаNational Institute of Technology, Kurukshetra Haryana: Submitted To Submitted byÄkshãy SaçhånОценок пока нет
- Application of PLC's For Automation of Processes in IndustriesДокумент7 страницApplication of PLC's For Automation of Processes in IndustriesMHMDОценок пока нет
- Summer Training Report On PLC and Scada11Документ31 страницаSummer Training Report On PLC and Scada11Sahil SamotraОценок пока нет
- Temperature Sensor Interfacing With Embedded PLCДокумент5 страницTemperature Sensor Interfacing With Embedded PLCInternational Journal of Application or Innovation in Engineering & ManagementОценок пока нет
- Rajasthan Technical University: Bachelor of TechnologyДокумент40 страницRajasthan Technical University: Bachelor of TechnologyJaishree VyasОценок пока нет
- Simulation and Implementation of PLC Based For Detecting Burned Potato Chips and Remove Using PLCSIM and HMIДокумент6 страницSimulation and Implementation of PLC Based For Detecting Burned Potato Chips and Remove Using PLCSIM and HMIEditor IJTSRDОценок пока нет
- Training Report: Bachelor of TechnologyДокумент46 страницTraining Report: Bachelor of TechnologyHelloprojectОценок пока нет
- Dokumen - Tips - PLC and Scada Summer Training Report Government Engineering College Ajmer PDFДокумент41 страницаDokumen - Tips - PLC and Scada Summer Training Report Government Engineering College Ajmer PDFNaresh VermaОценок пока нет
- PLC ScadaДокумент4 страницыPLC ScadaRajeshОценок пока нет
- Scada Controlling Automatic Filling PlantДокумент38 страницScada Controlling Automatic Filling PlantDejan RadivojevicОценок пока нет
- Lab Manual: MCT-334L Industrial AutomationДокумент24 страницыLab Manual: MCT-334L Industrial AutomationAhmed ChОценок пока нет
- Lab Manual: MCT-334L Industrial AutomationДокумент38 страницLab Manual: MCT-334L Industrial AutomationAhmed ChОценок пока нет
- PLC and Scada Based Distribution and Substation AutomationДокумент4 страницыPLC and Scada Based Distribution and Substation AutomationMohammed IliazОценок пока нет
- Instrumentation and ControlДокумент25 страницInstrumentation and ControlPTk Daryl Cabañero TayongОценок пока нет
- JETIR2206863Документ7 страницJETIR2206863Kishore MОценок пока нет
- Air Supply For Industrial Process (PLC, SCADA & DCS) - The Start of Industrial Automation Systems EvolutionДокумент55 страницAir Supply For Industrial Process (PLC, SCADA & DCS) - The Start of Industrial Automation Systems EvolutionDhiraj PrakashОценок пока нет
- Automation of Tank Level by Using PLC and SCADA / HMI: ISSN: 2454-132X Impact Factor: 4.295Документ9 страницAutomation of Tank Level by Using PLC and SCADA / HMI: ISSN: 2454-132X Impact Factor: 4.295Nils BickelОценок пока нет
- MSD - Ha - Case StudyДокумент8 страницMSD - Ha - Case StudyNIRAJ BHOIОценок пока нет
- Design of A SCADA Graphical User Interface For An Industrial ProcessДокумент5 страницDesign of A SCADA Graphical User Interface For An Industrial ProcessvighneshОценок пока нет
- Rohit ReportДокумент37 страницRohit ReportRohitОценок пока нет
- Project SCADA Kel 1Документ28 страницProject SCADA Kel 1Muhammad KhairuddinОценок пока нет
- Ijsetr Vol 8 Issue 6 218 223Документ6 страницIjsetr Vol 8 Issue 6 218 223Dicky Andra IrawanОценок пока нет
- Role of SCADA in Hydro Power Plant AUTOMATION: October 2015Документ7 страницRole of SCADA in Hydro Power Plant AUTOMATION: October 2015sherub wangdiОценок пока нет
- Implementation of PLC Based Automated CNG Tank For Chuter Assembly LineДокумент9 страницImplementation of PLC Based Automated CNG Tank For Chuter Assembly LineIJRASETPublicationsОценок пока нет
- Automatic Filling Management System For Industries Saubhagya Tandon, Shreya Srivastava, Sandeep Pal Srji Vol 3 Issue 2 Year 2014Документ6 страницAutomatic Filling Management System For Industries Saubhagya Tandon, Shreya Srivastava, Sandeep Pal Srji Vol 3 Issue 2 Year 2014Dr. Krishna N. SharmaОценок пока нет
- Scada PDFДокумент3 страницыScada PDFJasmine Athifa AzzahraОценок пока нет
- Automation of Cement Industries: Anil Kumar Udugu, Dr. Anand KhareДокумент5 страницAutomation of Cement Industries: Anil Kumar Udugu, Dr. Anand KharePhillip007Оценок пока нет
- IJREATV1I6038Документ5 страницIJREATV1I6038ambresh mirajkarОценок пока нет
- Automation Summer Training ReportДокумент45 страницAutomation Summer Training ReportLaxman GautamОценок пока нет
- Lab 1 Industrial AutomationДокумент4 страницыLab 1 Industrial AutomationMuhammad UmarОценок пока нет
- Design and Simulation of Remote Monitoring of The Intelligent Automatic Control System in The Production LineДокумент10 страницDesign and Simulation of Remote Monitoring of The Intelligent Automatic Control System in The Production LineIAES IJAIОценок пока нет
- Project Report: PLC & ScadaДокумент44 страницыProject Report: PLC & ScadaAhmed SamiОценок пока нет
- 09 1361685115 Initial Face of AutomationДокумент13 страниц09 1361685115 Initial Face of AutomationMohammed SelmanОценок пока нет
- ScadaДокумент13 страницScadamdayyub50% (6)
- Networking Programmable Logic Controllers: Pneumatic Cylinder Modelling and ControlДокумент12 страницNetworking Programmable Logic Controllers: Pneumatic Cylinder Modelling and Controlquangvu16Оценок пока нет
- 1634 PAC White Paper PDFДокумент6 страниц1634 PAC White Paper PDFLoganathan KrishnanОценок пока нет
- Scada PaperДокумент6 страницScada PaperhafizgОценок пока нет
- Scada ReportДокумент15 страницScada ReportmadhulavОценок пока нет
- Power System Automation: Eminar EportДокумент16 страницPower System Automation: Eminar EportAnurajОценок пока нет
- Process Automation ControlДокумент7 страницProcess Automation ControlYaseen AliОценок пока нет
- Industrial AutomationДокумент18 страницIndustrial AutomationBILLYОценок пока нет
- PLC SCADA Training ReportДокумент37 страницPLC SCADA Training ReportAarif HussainОценок пока нет
- Programable Logic Control (PLC) As A Smart Services in Industry With Internet of Things (Iot)Документ23 страницыProgramable Logic Control (PLC) As A Smart Services in Industry With Internet of Things (Iot)Vishal kaushikОценок пока нет
- Supervisory Control and Data Acquisition (SCADA) : July 2017Документ24 страницыSupervisory Control and Data Acquisition (SCADA) : July 2017Royal Ritesh SharmaОценок пока нет
- Automation and Treatment of Sewage Plant: Miss. Rachana R. SangitraoДокумент11 страницAutomation and Treatment of Sewage Plant: Miss. Rachana R. SangitraoshahqazwsxОценок пока нет
- 563 2046 1 PB PDFДокумент11 страниц563 2046 1 PB PDFWaleed AliОценок пока нет
- SCADA Seminar ReportДокумент34 страницыSCADA Seminar ReportAshutosh Maurya100% (2)
- Control of Boiler Operation Using Plc-ScadaДокумент4 страницыControl of Boiler Operation Using Plc-ScadaSiddhantОценок пока нет
- Summer Training Report On PLC and ScadaДокумент30 страницSummer Training Report On PLC and ScadaPooja Mandal73% (11)
- Electronics: Automatic Configuration of OPC UA For Industrial Internet of Things EnvironmentsДокумент17 страницElectronics: Automatic Configuration of OPC UA For Industrial Internet of Things EnvironmentsJean NeyraОценок пока нет
- Preface: AUTOMATION (Automatic Filing With The Help of Scada)Документ35 страницPreface: AUTOMATION (Automatic Filing With The Help of Scada)JagaОценок пока нет
- Star DeltaДокумент6 страницStar Deltaa durgadeviОценок пока нет
- Automation FileДокумент56 страницAutomation FileLoveable ShubhamОценок пока нет
- Industrial Drives & Automation Using PLCДокумент6 страницIndustrial Drives & Automation Using PLCGeetha VaishanaviОценок пока нет
- Introduction To AutomationДокумент20 страницIntroduction To AutomationGourav Solanki100% (1)
- Bhandare Part 3Документ21 страницаBhandare Part 353-Ram GoreОценок пока нет
- PLC Programming Using RSLogix 500 & Industrial Applications: Learn ladder logic step by step with real-world applicationsОт EverandPLC Programming Using RSLogix 500 & Industrial Applications: Learn ladder logic step by step with real-world applicationsРейтинг: 5 из 5 звезд5/5 (1)
- IBM Quick Reference To CVS CommandsДокумент6 страницIBM Quick Reference To CVS Commandspaladdin3210Оценок пока нет
- C. ISO 9001Документ7 страницC. ISO 9001Lê ĐạiОценок пока нет
- FCFS Disk SchedulingДокумент2 страницыFCFS Disk SchedulingYzza Veah Esquivel100% (5)
- IoT Paper Big DataДокумент6 страницIoT Paper Big DataMuhammad Uzair GhaniОценок пока нет
- Intercepts, Zeroes, and Asymptotes of Rational FunctionsДокумент33 страницыIntercepts, Zeroes, and Asymptotes of Rational Functionsaiza100% (2)
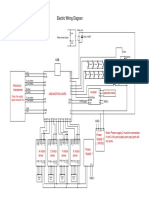
- Mach3 Electric Wiring DiagramДокумент1 страницаMach3 Electric Wiring DiagramSimasArmonas100% (1)
- User Manual: How To Use It?Документ5 страницUser Manual: How To Use It?ariel marinОценок пока нет
- MS-95, MS-95T: DescriptionДокумент2 страницыMS-95, MS-95T: Descriptioncarlos yepezОценок пока нет
- 009-1969-01 Savant IP Audio WiSA Bridge (Stereo) QRGДокумент2 страницы009-1969-01 Savant IP Audio WiSA Bridge (Stereo) QRGTung Vu.Оценок пока нет
- Yabs C5Документ2 страницыYabs C5We WoОценок пока нет
- Evolution Group ISO 27001 2021-01Документ3 страницыEvolution Group ISO 27001 2021-01ROBGStoriusLordОценок пока нет
- How To Prepare Artwork For ScreenДокумент15 страницHow To Prepare Artwork For ScreenKhairil Anuar JasОценок пока нет
- MM2 Linear Algebra 2011 I 1x2Документ33 страницыMM2 Linear Algebra 2011 I 1x2Aaron LeeОценок пока нет
- Colorful Universal Company ProfileДокумент31 страницаColorful Universal Company ProfilePiroska Luca KovácsОценок пока нет
- The Players Guide To Text Game Ebook PDFДокумент69 страницThe Players Guide To Text Game Ebook PDFMatt Smith100% (3)
- DVP&R - Design Verification Plan and Report - Quality-OneДокумент8 страницDVP&R - Design Verification Plan and Report - Quality-OneTOSIF MUJAWARОценок пока нет
- Dec8H4Mj: PRECIO 3500 $Документ6 страницDec8H4Mj: PRECIO 3500 $Victor Hugo Paco FloresОценок пока нет
- InstructionsДокумент9 страницInstructionsNicholas CageОценок пока нет
- Mos 6545-1 CRTC RecreatedДокумент12 страницMos 6545-1 CRTC RecreatedarcarliniОценок пока нет
- SystemVerilog Assertions Handbook, 4th Edition - Functional Covergae PagesДокумент5 страницSystemVerilog Assertions Handbook, 4th Edition - Functional Covergae PagesSam HoneyОценок пока нет
- Implementation of File Transfer With GNU-RADIO Toolon SDR PlatformДокумент5 страницImplementation of File Transfer With GNU-RADIO Toolon SDR PlatformtaloulОценок пока нет
- Laboratory Exercise 2Документ5 страницLaboratory Exercise 2BriNyanОценок пока нет
- Exp19 Word Ch04 CapAssessment Retirement InstructionsДокумент2 страницыExp19 Word Ch04 CapAssessment Retirement InstructionsReniel Roy MatiasОценок пока нет
- 2022 Cayle y ContestДокумент6 страниц2022 Cayle y Contest12- 10T1-Đào Tuấn KhanhОценок пока нет
- Using GIS To Measure ConnectivityДокумент43 страницыUsing GIS To Measure ConnectivityVictor ElguetaОценок пока нет
- Digital Engineering - 2017-01Документ44 страницыDigital Engineering - 2017-01Бушинкин ВладиславОценок пока нет
- CSE 211 Spring 2023 (JTT) PDFДокумент8 страницCSE 211 Spring 2023 (JTT) PDFMahede HassanОценок пока нет
- Mammography Systems Maintenance Protocol System Maintenance Protocol-XPW7-000.832.01.02.02Документ9 страницMammography Systems Maintenance Protocol System Maintenance Protocol-XPW7-000.832.01.02.02service iyadMedicalОценок пока нет
- Maths Form 1 End TermДокумент6 страницMaths Form 1 End Termparmeet singh100% (1)
- Risk Management: Presented byДокумент23 страницыRisk Management: Presented byKaren OribeОценок пока нет