Вам также может понравиться
- How To Design and Size A BaghouseДокумент25 страницHow To Design and Size A BaghouseWalter MustafaОценок пока нет
- Dust Collector DesignДокумент13 страницDust Collector DesignAekJay50% (2)
- Fabric Dust Collector SystemsДокумент50 страницFabric Dust Collector Systemsbreyes25100% (3)
- Wet Scrubber Application Guide: Impingement Plate Scrubbers Venturi Scrubbers Eductor Venturi ScrubbersДокумент17 страницWet Scrubber Application Guide: Impingement Plate Scrubbers Venturi Scrubbers Eductor Venturi ScrubbersAlvaro MathisonОценок пока нет
- Optimization of Bag FiltersДокумент8 страницOptimization of Bag FiltersAnand Gupta100% (1)
- Bag FilterДокумент64 страницыBag FilterAtul Jain100% (1)
- Dedusting SystemДокумент4 страницыDedusting SystemdanmertzОценок пока нет
- Loeffler Engineering Group Conveyor Design and Estimating Software Updated 4-13-07Документ5 страницLoeffler Engineering Group Conveyor Design and Estimating Software Updated 4-13-07Luis Matamala MoОценок пока нет
- Basic Cyclone DesignДокумент45 страницBasic Cyclone Designcuberbill1980Оценок пока нет
- WHRS and PP For Cement Plants - Todays Boiler Spring 2014Документ2 страницыWHRS and PP For Cement Plants - Todays Boiler Spring 2014ash22202Оценок пока нет
- EBook - Dust Collector MaintenanceДокумент33 страницыEBook - Dust Collector MaintenancejcpolicarpiОценок пока нет
- Pneumatic Conveying Design GuideДокумент33 страницыPneumatic Conveying Design GuideVisnu Sankar100% (2)
- ScrubberДокумент68 страницScrubberPitiporn Hasuankwan100% (1)
- Experimental Study of Pleated Fabric Cartridges in A Pulse-JДокумент9 страницExperimental Study of Pleated Fabric Cartridges in A Pulse-JumanathrpОценок пока нет
- Vent CalcДокумент5 страницVent CalcMichael LagundinoОценок пока нет
- Cyclone Design Calculation Tool SimplifiedДокумент6 страницCyclone Design Calculation Tool Simplifiedhellodilla channelОценок пока нет
- Dust Collection System: Raw Material Handling PlantДокумент83 страницыDust Collection System: Raw Material Handling PlantVishal HiremathОценок пока нет
- Bag FiltersДокумент23 страницыBag FiltersJunaid MazharОценок пока нет
- Air Classifier ArticleДокумент16 страницAir Classifier ArticleHemanth KumarОценок пока нет
- Slurry. Pumps. Power Law, Bingham. Heterogeneous FlowДокумент113 страницSlurry. Pumps. Power Law, Bingham. Heterogeneous FlowAnonymous K3FaYFlОценок пока нет
- Screw Conveyors PDFДокумент121 страницаScrew Conveyors PDFzackii90Оценок пока нет
- Baghouse CalculationДокумент2 страницыBaghouse CalculationJose Alfredo Rodriguez ColladoОценок пока нет
- Sly Venturi ScrubberДокумент2 страницыSly Venturi Scrubberzguy360Оценок пока нет
- Handbook of Air Pollution Control Systems and Devices-Margeret Pence 2012 PDFДокумент104 страницыHandbook of Air Pollution Control Systems and Devices-Margeret Pence 2012 PDFNurulika Damayanti100% (1)
- Coal Feeder Catalog (Color)Документ10 страницCoal Feeder Catalog (Color)suparnabhoseОценок пока нет
- Scrubbing SystemsДокумент68 страницScrubbing SystemsDr. Akepati Sivarami Reddy100% (15)
- Theory and Design of Dilute Phase Pneumatic Conveying SystemДокумент6 страницTheory and Design of Dilute Phase Pneumatic Conveying SystemDave_syn100% (1)
- Bucket Elevator DesignДокумент38 страницBucket Elevator DesignKamal RajuОценок пока нет
- Cyclone PDFДокумент34 страницыCyclone PDFEstefaniEscobarОценок пока нет
- 15 - Pneumatic ConveyingДокумент8 страниц15 - Pneumatic ConveyingFrekystay RosentОценок пока нет
- Analysis of Cyclone Collection EfficiencyДокумент10 страницAnalysis of Cyclone Collection Efficiencywilsonmeneses2014Оценок пока нет
- Pressure Drop Calculations MA59Документ4 страницыPressure Drop Calculations MA59Thakur Nagendra0% (1)
- Bag FiltersДокумент23 страницыBag Filtersfgh1100% (5)
- Esp eДокумент40 страницEsp eVijayakumarVageesanОценок пока нет
- Encyclopedia of Dust CollectorДокумент28 страницEncyclopedia of Dust CollectorAkshay KadbeОценок пока нет
- Bag Filter ComponentsДокумент6 страницBag Filter ComponentsAhmad Dagamseh100% (2)
- Welcome To All: Basics of Dedusting (Nuisance) FilterДокумент109 страницWelcome To All: Basics of Dedusting (Nuisance) Filterm_verma21100% (2)
- Cyclone DesignДокумент10 страницCyclone DesignOmar EzzatОценок пока нет
- Pneumatic Transport Two Section Bge04Документ2 страницыPneumatic Transport Two Section Bge04MugurelVasilescuОценок пока нет
- Filter MaintenanceДокумент6 страницFilter MaintenanceTanmay MajhiОценок пока нет
- Cost Estimation of Rotary DryerДокумент4 страницыCost Estimation of Rotary DryerAlok NayakОценок пока нет
- Data Bag Filter Narogong 2: Polyster Antistatis Polyster Antistatis Polyster Antistatis Polyster AntistatisДокумент7 страницData Bag Filter Narogong 2: Polyster Antistatis Polyster Antistatis Polyster Antistatis Polyster AntistatisSafrin SangiaОценок пока нет
- Claudius Peters Pneumatic Conveying Brochure enДокумент16 страницClaudius Peters Pneumatic Conveying Brochure enSen VanОценок пока нет
- Bag FiltersДокумент18 страницBag FiltersMehmet C100% (2)
- Cyclonic Separation and Dust CollectorДокумент29 страницCyclonic Separation and Dust CollectorJoko DewotoОценок пока нет
- Cyclone Spreadsheet AC080120Документ10 страницCyclone Spreadsheet AC080120Azba ZuggishОценок пока нет
- Low NOx Rotary Kiln Burner TechnologyДокумент6 страницLow NOx Rotary Kiln Burner TechnologyKristínaОценок пока нет
- Proper Dryer AlignmentДокумент33 страницыProper Dryer AlignmentNguyễn Thanh SơnОценок пока нет
- 03 WSC 13Документ36 страниц03 WSC 13Madan YadavОценок пока нет
- 1224fabric Dust CollectorsДокумент2 страницы1224fabric Dust Collectorsrmm99rmm99Оценок пока нет
- Bag Filter & GasometerДокумент9 страницBag Filter & GasometerPoovanaan Sathiya SeelanОценок пока нет
- Cyclone Excel Calculation - Google SearchДокумент2 страницыCyclone Excel Calculation - Google SearchFucKerWengieОценок пока нет
- Chap 4 3 PDFДокумент28 страницChap 4 3 PDFtaghdirimОценок пока нет
- Should I Replace My Electrostatic Precipitator (ESP) With A Fabric Filter (FF) ?Документ19 страницShould I Replace My Electrostatic Precipitator (ESP) With A Fabric Filter (FF) ?Anonymous yF1z4oОценок пока нет
- Cyclone DesignДокумент11 страницCyclone DesignAnonymous NxpnI6jCОценок пока нет
- Dust Extraction SystemДокумент13 страницDust Extraction SystemEng Tennyson SigaukeОценок пока нет
- Horizontal and High-Efficiency CycloneДокумент6 страницHorizontal and High-Efficiency Cyclonemshah222Оценок пока нет
- Dust ExtractorДокумент25 страницDust ExtractoryaaawОценок пока нет
- 14 U Lwun Htet Nay Aung - PhyДокумент9 страниц14 U Lwun Htet Nay Aung - Phybrahm DuttОценок пока нет
- Comparison of Different Collection Efficiency Models For Venturi ScrubbersДокумент10 страницComparison of Different Collection Efficiency Models For Venturi ScrubbersPassmore DubeОценок пока нет
- Cinta TransportadoraДокумент6 страницCinta TransportadorasmendozaОценок пока нет
- Intelligent Garland - Conceptual Design and First Empirical ResultsДокумент12 страницIntelligent Garland - Conceptual Design and First Empirical ResultssmendozaОценок пока нет
- Dynamic Equations of Belt ConveyorДокумент21 страницаDynamic Equations of Belt ConveyorsmendozaОценок пока нет
- Pre-Feasibility StudyДокумент378 страницPre-Feasibility StudysmendozaОценок пока нет
- Pan Development of Stockpile Soft SensorДокумент13 страницPan Development of Stockpile Soft SensorsmendozaОценок пока нет
- Kenya Model Power Purchase AgreementДокумент68 страницKenya Model Power Purchase AgreementsmendozaОценок пока нет
- Feeder Type OptimisationДокумент7 страницFeeder Type OptimisationsmendozaОценок пока нет
- Calibration of Angle of ReposeДокумент2 страницыCalibration of Angle of ReposesmendozaОценок пока нет
- Main Plant Kamimine Plant: DistributorДокумент5 страницMain Plant Kamimine Plant: DistributorsmendozaОценок пока нет
- Gyratory CrushersДокумент19 страницGyratory CrusherssmendozaОценок пока нет
- Industrial Training ReportДокумент19 страницIndustrial Training ReportsmendozaОценок пока нет
- Bulk MaterialДокумент26 страницBulk MaterialsmendozaОценок пока нет
- Slurry PumpДокумент97 страницSlurry Pumpsmendoza100% (1)
- Bauxite Project WAДокумент36 страницBauxite Project WAsmendozaОценок пока нет
- Bomba Warman Ahf MF LF PDFДокумент1 страницаBomba Warman Ahf MF LF PDFsmendozaОценок пока нет
- Pumpperformancecurve PDFДокумент30 страницPumpperformancecurve PDFsmendozaОценок пока нет
- APTI413 PP Ch7Документ67 страницAPTI413 PP Ch7Stefanos DiamantisОценок пока нет
- Coal Ash: Characteristics, Management And: Environmental IssuesДокумент12 страницCoal Ash: Characteristics, Management And: Environmental IssuesWelsinsin Kevin SinОценок пока нет
- Astec Voyager 140 enДокумент8 страницAstec Voyager 140 enumerОценок пока нет
- ET673 Assingment2 - Air PollutionДокумент3 страницыET673 Assingment2 - Air PollutionLee MinkОценок пока нет
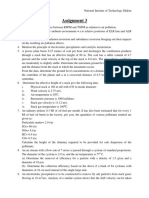
- Assignment 3Документ3 страницыAssignment 3HARIОценок пока нет
- Instrument Preventive MaintenanceДокумент50 страницInstrument Preventive MaintenanceDawud ArdiansyahОценок пока нет
- BTTB1031 Lesson 5 - Chapter 5 - Asphalt Plants - Manufacture of HMAДокумент35 страницBTTB1031 Lesson 5 - Chapter 5 - Asphalt Plants - Manufacture of HMADoy PatioОценок пока нет
- Air Pollution ControlДокумент35 страницAir Pollution ControlPraveen YadavОценок пока нет
- Manual RF Baghouse CollectorДокумент24 страницыManual RF Baghouse Collectorheroj83100% (1)
- 7.0 Fabric Filter & ScrubberДокумент78 страниц7.0 Fabric Filter & ScrubberohoreyОценок пока нет
- Control of Particulate Matter Emissions: APTI Course 413 Third EditionДокумент358 страницControl of Particulate Matter Emissions: APTI Course 413 Third EditionAlex RomeroОценок пока нет
- Adsorption of VOCДокумент24 страницыAdsorption of VOCMuhammad Farhan MokhtarОценок пока нет
- 03-Control of Primary PatriculatesДокумент239 страниц03-Control of Primary PatriculatesYashwanth Kumar100% (1)
- FS Solutions Parts Catalog PDFДокумент168 страницFS Solutions Parts Catalog PDFManuel Alfredo Olmedo PradoОценок пока нет
- 1456129044-Guidebook of Bag FilterДокумент80 страниц1456129044-Guidebook of Bag FilterGhalib Raduan100% (4)
- Ecomak - 2019 DeSOx PresentationДокумент37 страницEcomak - 2019 DeSOx PresentationHsein WangОценок пока нет
- EAF BasicsДокумент29 страницEAF BasicsAndavilli Srihari KumarОценок пока нет
- Bag FiltersДокумент18 страницBag FiltersMehmet C100% (2)
- Pentair Goyen Blowtube Nozzles and Cartridge Cleaning Cones PDFДокумент12 страницPentair Goyen Blowtube Nozzles and Cartridge Cleaning Cones PDFAnonymous l2h7rn1Оценок пока нет
- A Scientific Review of Dust Collection BookДокумент81 страницаA Scientific Review of Dust Collection Bookyilo2000100% (1)
- Module IIlДокумент11 страницModule IIlRudraksh ShivhareОценок пока нет
- BAGHOUSEДокумент210 страницBAGHOUSEAllan Roelen Bacaron100% (5)
- Dust Collection System: Raw Material Handling PlantДокумент83 страницыDust Collection System: Raw Material Handling PlantVishal HiremathОценок пока нет
- F3 Seperators and ClassifiersДокумент52 страницыF3 Seperators and ClassifiersadityaksrivastavaОценок пока нет
- Guzzler CLДокумент2 страницыGuzzler CLMatty Vw QuadradoОценок пока нет
- Manual Conmtrol Particulas Epa PDFДокумент552 страницыManual Conmtrol Particulas Epa PDFFelipe FonsecaОценок пока нет
- WIL Cement Separators Brochure PDFДокумент12 страницWIL Cement Separators Brochure PDFPaulo Vidas100% (3)
- Ultraplant PortableДокумент13 страницUltraplant PortableFrancisco PerezОценок пока нет
- Asphalt Plant OperationДокумент4 страницыAsphalt Plant OperationJack MorrisОценок пока нет
- AFT Filter BagsДокумент12 страницAFT Filter BagsNkosilozwelo SibandaОценок пока нет
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionОт EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionРейтинг: 4 из 5 звезд4/5 (331)
- The Journeyman Electrician Exam Study Guide: Proven Methods for Successfully Passing the Journeyman Electrician Exam with ConfidenceОт EverandThe Journeyman Electrician Exam Study Guide: Proven Methods for Successfully Passing the Journeyman Electrician Exam with ConfidenceОценок пока нет
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionОт EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionРейтинг: 4.5 из 5 звезд4.5/5 (543)
- Foundations of Western Civilization II: A History of the Modern Western World (Transcript)От EverandFoundations of Western Civilization II: A History of the Modern Western World (Transcript)Рейтинг: 4.5 из 5 звезд4.5/5 (12)
- Practical Troubleshooting of Electrical Equipment and Control CircuitsОт EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsРейтинг: 4 из 5 звезд4/5 (5)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tОт EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tРейтинг: 4.5 из 5 звезд4.5/5 (27)
- Beginner's Guide to Reading Schematics, Fourth EditionОт EverandBeginner's Guide to Reading Schematics, Fourth EditionРейтинг: 3.5 из 5 звезд3.5/5 (10)
- Cleanroom Technology: Fundamentals of Design, Testing and OperationОт EverandCleanroom Technology: Fundamentals of Design, Testing and OperationОценок пока нет
- 2022 Adobe® Premiere Pro Guide For Filmmakers and YouTubersОт Everand2022 Adobe® Premiere Pro Guide For Filmmakers and YouTubersРейтинг: 5 из 5 звезд5/5 (1)
- Practical Guide to FMEA : A Proactive Approach to Failure AnalysisОт EverandPractical Guide to FMEA : A Proactive Approach to Failure AnalysisРейтинг: 5 из 5 звезд5/5 (1)
- Marine Rudders and Control Surfaces: Principles, Data, Design and ApplicationsОт EverandMarine Rudders and Control Surfaces: Principles, Data, Design and ApplicationsРейтинг: 4.5 из 5 звезд4.5/5 (3)
- Programming the Raspberry Pi, Third Edition: Getting Started with PythonОт EverandProgramming the Raspberry Pi, Third Edition: Getting Started with PythonРейтинг: 5 из 5 звезд5/5 (2)
- Empires of Light: Edison, Tesla, Westinghouse, and the Race to Electrify the WorldОт EverandEmpires of Light: Edison, Tesla, Westinghouse, and the Race to Electrify the WorldРейтинг: 4 из 5 звезд4/5 (87)
- Guide to the IET Wiring Regulations: IET Wiring Regulations (BS 7671:2008 incorporating Amendment No 1:2011)От EverandGuide to the IET Wiring Regulations: IET Wiring Regulations (BS 7671:2008 incorporating Amendment No 1:2011)Рейтинг: 4 из 5 звезд4/5 (2)
- Open Radio Access Network (O-RAN) Systems Architecture and DesignОт EverandOpen Radio Access Network (O-RAN) Systems Architecture and DesignОценок пока нет
- Practical Electrical Wiring: Residential, Farm, Commercial, and IndustrialОт EverandPractical Electrical Wiring: Residential, Farm, Commercial, and IndustrialРейтинг: 3.5 из 5 звезд3.5/5 (3)
- The Fast Track to Your Extra Class Ham Radio License: Covers All FCC Amateur Extra Class Exam Questions July 1, 2020 Through June 30, 2024От EverandThe Fast Track to Your Extra Class Ham Radio License: Covers All FCC Amateur Extra Class Exam Questions July 1, 2020 Through June 30, 2024Оценок пока нет