Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Introduction To Linear Algebra 6th Edition and A CR - 05Документ14 страницIntroduction To Linear Algebra 6th Edition and A CR - 05maviarena44% (9)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Heat Exchangers Hydrostatic Test ProcedureДокумент1 страницаHeat Exchangers Hydrostatic Test Procedureqaisarabbas900288% (17)
- AIAG SPC-3 Statistical Process Control (SPC), Version 2, 2005 - Putra StandardsДокумент1 страницаAIAG SPC-3 Statistical Process Control (SPC), Version 2, 2005 - Putra StandardsFaiq Nur ZamanОценок пока нет
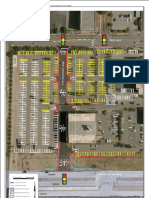
- Oklahoma Ave Conceptual-Exhibit 3 1.24.19 (HALF)Документ1 страницаOklahoma Ave Conceptual-Exhibit 3 1.24.19 (HALF)BrandonОценок пока нет
- Addendum #2 TitleДокумент1 страницаAddendum #2 TitleBrandonОценок пока нет
- 114967L (M3-C010+WC-0979) Project OverviewДокумент1 страница114967L (M3-C010+WC-0979) Project OverviewBrandonОценок пока нет
- Location Map Additional Area No. 2Документ1 страницаLocation Map Additional Area No. 2BrandonОценок пока нет
- 114967l Robinson Ave - 12in Waterline ExhibitДокумент1 страница114967l Robinson Ave - 12in Waterline ExhibitBrandonОценок пока нет
- Line A: Proposed 8" Water VFG - C.R.L. - NW 8Th STДокумент3 страницыLine A: Proposed 8" Water VFG - C.R.L. - NW 8Th STBrandonОценок пока нет
- Week 1 Problem SetДокумент28 страницWeek 1 Problem SetBrandonОценок пока нет
- Week 1 Problem Set Wsolutions PDFДокумент58 страницWeek 1 Problem Set Wsolutions PDFBrandonОценок пока нет
- (M3-C010+WC-0979+DC-0303+WC-0970+PC-0728) Addendum #2 - COMBINED PDFДокумент103 страницы(M3-C010+WC-0979+DC-0303+WC-0970+PC-0728) Addendum #2 - COMBINED PDFBrandonОценок пока нет
- X-85 Lightweight External Chimney Seal - TDSДокумент4 страницыX-85 Lightweight External Chimney Seal - TDSBrandonОценок пока нет
- P.E. Civil Exam Review: Structural AnalysisДокумент46 страницP.E. Civil Exam Review: Structural AnalysisBrandonОценок пока нет
- (M3-C010+WC-0979+DC-0303+WC-0970+PC-0728) Transmittal Letter PDFДокумент1 страница(M3-C010+WC-0979+DC-0303+WC-0970+PC-0728) Transmittal Letter PDFBrandonОценок пока нет
- X-85 Installation PDFДокумент1 страницаX-85 Installation PDFBrandonОценок пока нет
- X-85 Lightweight External Chimney Seal - SpecificationДокумент1 страницаX-85 Lightweight External Chimney Seal - SpecificationBrandonОценок пока нет
- AluminaLiner SDSДокумент6 страницAluminaLiner SDSBrandonОценок пока нет
- X-85 Installation PDFДокумент1 страницаX-85 Installation PDFBrandonОценок пока нет
- X-85 Drawing PDFДокумент1 страницаX-85 Drawing PDFBrandonОценок пока нет
- X-85 Drawing PDFДокумент1 страницаX-85 Drawing PDFBrandonОценок пока нет
- AluminaLiner TDSДокумент2 страницыAluminaLiner TDSBrandonОценок пока нет
- Quadex Rehabilitation ProductsДокумент6 страницQuadex Rehabilitation ProductsBrandonОценок пока нет
- MX4000/6000 Dual: 4550 193 80281 Revision AДокумент31 страницаMX4000/6000 Dual: 4550 193 80281 Revision AMarco MantovaniОценок пока нет
- Refrigeration Compressor Zr190kce Tfd.Документ4 страницыRefrigeration Compressor Zr190kce Tfd.Mlayeh MohamedОценок пока нет
- Trojan HorseДокумент6 страницTrojan Horsemathew roshanОценок пока нет
- LV Cable Catalogue (Copper)Документ49 страницLV Cable Catalogue (Copper)tees220510Оценок пока нет
- Level 9.1: Instruction ManualДокумент26 страницLevel 9.1: Instruction ManualakshayuppalОценок пока нет
- 1 Year Pressure Vessel Experience ResumeДокумент2 страницы1 Year Pressure Vessel Experience ResumevivekОценок пока нет
- Solved Problem - Critical Path MethodДокумент6 страницSolved Problem - Critical Path MethoddyingasОценок пока нет
- Introducción Literaria 1. Ed. EstradaДокумент198 страницIntroducción Literaria 1. Ed. EstradaFlorencia JustoОценок пока нет
- PD Interview QuestionsДокумент3 страницыPD Interview QuestionsChiranjeevi PandamaneniОценок пока нет
- Computer Science Paper Scheme (Marks Distribution)Документ4 страницыComputer Science Paper Scheme (Marks Distribution)Honey BunnyОценок пока нет
- 73-9564-Appl - Note - ABS-EIP - CLC5000 - v.0.20Документ10 страниц73-9564-Appl - Note - ABS-EIP - CLC5000 - v.0.20Jorge MezaОценок пока нет
- E 1211 - 97 - RteymtetukveДокумент6 страницE 1211 - 97 - RteymtetukveLENDОценок пока нет
- IC Project Plan Dashboard With Gantt Chart 11422Документ6 страницIC Project Plan Dashboard With Gantt Chart 11422Washington FonsecaОценок пока нет
- W4 NewProductLaunch ScenarioAnalysisДокумент83 страницыW4 NewProductLaunch ScenarioAnalysisChip choiОценок пока нет
- Grade 10 Math Q2 FULL Week 1 - WatermarkДокумент28 страницGrade 10 Math Q2 FULL Week 1 - WatermarkSophia Junelle100% (1)
- CB 150S PDFДокумент107 страницCB 150S PDFMack DieselОценок пока нет
- Modern Accounting How To Overcome Financial Close ChallengesДокумент26 страницModern Accounting How To Overcome Financial Close ChallengesGracie BautistaОценок пока нет
- Development Conversation Template GuideДокумент2 страницыDevelopment Conversation Template GuideKavitha Alva100% (1)
- Cyclohexane ProductionДокумент12 страницCyclohexane ProductionDoctor LiaqatОценок пока нет
- Study Guide: CBCN4103 Introduction To NetworkingДокумент271 страницаStudy Guide: CBCN4103 Introduction To NetworkingHuy HAОценок пока нет
- Digital Marketing and CommunicationДокумент9 страницDigital Marketing and CommunicationKezaiahОценок пока нет
- PrivateДокумент774 страницыPrivateazoz alseanОценок пока нет
- Assessment Ers5900Документ7 страницAssessment Ers5900Asma AsmaОценок пока нет
- John Collier, Malcolm Collier Visual Anthropology Photography As A Research Method 1986Документ135 страницJohn Collier, Malcolm Collier Visual Anthropology Photography As A Research Method 1986Paul Alexandru ChirilăОценок пока нет
- FT ExadropДокумент2 страницыFT ExadropABRAHAM MANUEL MEDINA LEYTONОценок пока нет
- Research 2 Week 1-2 LessonsДокумент62 страницыResearch 2 Week 1-2 LessonsJenn Imperial100% (1)
- Investigating Quadratic EquationsДокумент4 страницыInvestigating Quadratic Equationsapi-491544575Оценок пока нет