Вам также может понравиться
- Lecture 4 ForgingДокумент6 страницLecture 4 ForgingbennyfergusonОценок пока нет
- Outline: Review of Mechanical Properties of MaterialsДокумент6 страницOutline: Review of Mechanical Properties of MaterialsDSGОценок пока нет
- L18 Lecture 18 Wear 1 PDFДокумент6 страницL18 Lecture 18 Wear 1 PDFDSGОценок пока нет
- Deformation Geometry for Materials Scientists: International Series on Materials Science and TechnologyОт EverandDeformation Geometry for Materials Scientists: International Series on Materials Science and TechnologyРейтинг: 5 из 5 звезд5/5 (1)
- Lecture 3 - Mechanical Properties of MetalsДокумент20 страницLecture 3 - Mechanical Properties of MetalsAtika AlamОценок пока нет
- Deformation and Mechanical BehaviourДокумент15 страницDeformation and Mechanical BehaviourSantanu Kumar SahooОценок пока нет
- Strength of Materials, Also Called Mechanics ofДокумент47 страницStrength of Materials, Also Called Mechanics ofGANESHОценок пока нет
- Slide 12 Sheet Forming 1Документ37 страницSlide 12 Sheet Forming 1john doeОценок пока нет
- 2 Torsion of ThinWalled StructuresДокумент12 страниц2 Torsion of ThinWalled StructuresJ.p. ZhuОценок пока нет
- Mechanical Prop Part 1Документ13 страницMechanical Prop Part 1eslamezzat21061990Оценок пока нет
- Sumsem1-2018-19 Mee1005 Eth Vl2018198000361 Reference Material I 20-May-2019 l28-29 - Mechanical Properties of MaterialsДокумент32 страницыSumsem1-2018-19 Mee1005 Eth Vl2018198000361 Reference Material I 20-May-2019 l28-29 - Mechanical Properties of MaterialsADAM ISMAILОценок пока нет
- 4 - TorsionДокумент30 страниц4 - TorsionMohamad HanifahОценок пока нет
- RollingДокумент19 страницRollingمحمد حميد جوادОценок пока нет
- CHT 2 Fundamentals of Mechanical Behavior of Metals: ObjectivesДокумент26 страницCHT 2 Fundamentals of Mechanical Behavior of Metals: ObjectivesWolf MoonОценок пока нет
- Stamping ProcessДокумент9 страницStamping ProcessAmp NurarakОценок пока нет
- Materials 11 01977Документ17 страницMaterials 11 01977Mei MeiОценок пока нет
- Mechanics of Materials: TorsionДокумент13 страницMechanics of Materials: TorsionKaty ReyesОценок пока нет
- Bab 2 Sifat MekanikДокумент63 страницыBab 2 Sifat MekanikArya AhmadОценок пока нет
- Mechanics of Materials: Analysis and Design of Beams For BendingДокумент22 страницыMechanics of Materials: Analysis and Design of Beams For BendingLife hacksОценок пока нет
- Study On Effect of Dimples On Friction of Parallel Surfaces Under Different Sliding ConditionsДокумент13 страницStudy On Effect of Dimples On Friction of Parallel Surfaces Under Different Sliding ConditionsSHARANYA ADIGAОценок пока нет
- Week 6 - Strengthening MechanismsДокумент54 страницыWeek 6 - Strengthening MechanismsJB HIFIОценок пока нет
- Mechanics of Materials: TorsionДокумент40 страницMechanics of Materials: TorsionGirmole WorkuОценок пока нет
- Mechanics of Materials: TorsionДокумент40 страницMechanics of Materials: TorsionGirmole WorkuОценок пока нет
- Tegangan PuntirДокумент20 страницTegangan PuntirAli PahlevyОценок пока нет
- ME MA Chanics of Terials: TorsionДокумент30 страницME MA Chanics of Terials: TorsionFebrian NurdinОценок пока нет
- 02 Som - MДокумент28 страниц02 Som - MSafikul HossainОценок пока нет
- PPT4. PlasticityIITKДокумент70 страницPPT4. PlasticityIITKKartik Shankar KumbhareОценок пока нет
- 06 - Sheet-Metal Forming PDFДокумент52 страницы06 - Sheet-Metal Forming PDFmandakini baskeyОценок пока нет
- Mechanics of Materials: Analysis and Design of Beams For BendingДокумент22 страницыMechanics of Materials: Analysis and Design of Beams For BendingKhaNsa'a ZaОценок пока нет
- Deformation and Mechanical BehaviourДокумент20 страницDeformation and Mechanical Behaviourعبدالله المصريОценок пока нет
- Design Against Static LoadДокумент27 страницDesign Against Static LoadM Shoaib AkramОценок пока нет
- Sheet Metal Design Training 25april2018 R1Документ85 страницSheet Metal Design Training 25april2018 R1dhruv kumar yashОценок пока нет
- 1541393156H08TM33 QiДокумент15 страниц1541393156H08TM33 QiJhilik DeyОценок пока нет
- Lecture 6 Extrusion and DrawingДокумент5 страницLecture 6 Extrusion and DrawingMing ChenОценок пока нет
- X-Ray Diffraction Provides Answers To Bearing Failures 1997 E4 enДокумент7 страницX-Ray Diffraction Provides Answers To Bearing Failures 1997 E4 enangel017Оценок пока нет
- Analysis and Design of Beams For Bending: © 2002 The Mcgraw-Hill Companies, Inc. All Rights ReservedДокумент22 страницыAnalysis and Design of Beams For Bending: © 2002 The Mcgraw-Hill Companies, Inc. All Rights ReservedEnes Can KaradenizОценок пока нет
- 3 TorsionДокумент30 страниц3 Torsiontigin100% (4)
- Strength of Materials: Chapter 2: STRAINДокумент41 страницаStrength of Materials: Chapter 2: STRAINsolehah misniОценок пока нет
- Lecture14 - Design and Detailing of RC Frames-Is13920 - Part-1Документ6 страницLecture14 - Design and Detailing of RC Frames-Is13920 - Part-1Rahul SehgalОценок пока нет
- Chp3 Part1 Torsion-ITДокумент17 страницChp3 Part1 Torsion-ITschool800saОценок пока нет
- Mechanics of Materials: Analysis and Design of Beams For BendingДокумент22 страницыMechanics of Materials: Analysis and Design of Beams For BendingRashmi SahooОценок пока нет
- Lecture 3 - Flexural BehaviorДокумент11 страницLecture 3 - Flexural Behaviorbra22222Оценок пока нет
- Module #15Документ27 страницModule #15kamel touilebОценок пока нет
- Materials and Metallurgy (ME-209) Week 1 - Lecture 2 Mechanical Properties of MaterialsДокумент28 страницMaterials and Metallurgy (ME-209) Week 1 - Lecture 2 Mechanical Properties of MaterialsFahad afzalОценок пока нет
- Mechanics of Materials: TorsionДокумент24 страницыMechanics of Materials: TorsionDavid DramaniОценок пока нет
- BAB 7. Mechanical PropertiesДокумент63 страницыBAB 7. Mechanical PropertiesRissaОценок пока нет
- PROJECT PPT 3rd SemДокумент19 страницPROJECT PPT 3rd SemanimeshОценок пока нет
- Chapter 3 TorsionДокумент30 страницChapter 3 TorsionAbdul RehmanОценок пока нет
- Discussion On STR Eng Brijesh PandeyДокумент23 страницыDiscussion On STR Eng Brijesh PandeyBrijesh PandeyОценок пока нет
- Tension MembersДокумент48 страницTension MembersNIBEDITA DEYОценок пока нет
- Plastic DeformationДокумент4 страницыPlastic DeformationBharanitharan SundaramОценок пока нет
- Sheet Metal Forming: Formability & Forming LimitsДокумент53 страницыSheet Metal Forming: Formability & Forming Limitsamit gajbhiyeОценок пока нет
- Chapter 6Документ55 страницChapter 6SAIF ULLAHОценок пока нет
- Module 1: Shear Strength of Soil: Engr. Vuangh Erick B. Barrantes, MSCДокумент34 страницыModule 1: Shear Strength of Soil: Engr. Vuangh Erick B. Barrantes, MSCKenneth Bryan FontanillasОценок пока нет
- Mechanical Properties of MaterialsДокумент24 страницыMechanical Properties of MaterialsMohannad sehwailОценок пока нет
- Testing-Prof. Altoubat WORD ShoptДокумент44 страницыTesting-Prof. Altoubat WORD ShoptVictor FuentesОценок пока нет
- TORSION NOTE 2021pptxДокумент69 страницTORSION NOTE 2021pptxTiofelus H. HamutenyaОценок пока нет
- ThermodynamicProperties PDFДокумент20 страницThermodynamicProperties PDFVikas KunduОценок пока нет
- Change Change: Our Ways. Our WorldДокумент2 страницыChange Change: Our Ways. Our WorldVikas KunduОценок пока нет
- Bubble PowerДокумент20 страницBubble PowerVikas KunduОценок пока нет
- 6twa 1972Документ45 страниц6twa 1972Vikas KunduОценок пока нет
- Array: Passing Arrays As Function Arguments in CДокумент10 страницArray: Passing Arrays As Function Arguments in CVikas KunduОценок пока нет
- 1ST YearДокумент5 страниц1ST YearVikas KunduОценок пока нет
- Basic Screw Thread Terminology: (Back To Contents)Документ1 страницаBasic Screw Thread Terminology: (Back To Contents)Vikas KunduОценок пока нет
- Part No/ Rev NoДокумент2 страницыPart No/ Rev NoVikas Kundu100% (1)
- Temperature ControllerДокумент4 страницыTemperature ControllerVikas KunduОценок пока нет
- Internal Combustion Engine: I.C. Engines ME 4803Документ7 страницInternal Combustion Engine: I.C. Engines ME 4803Vikas KunduОценок пока нет
- Resume of Vishwadeep VatsДокумент3 страницыResume of Vishwadeep VatsVikas KunduОценок пока нет
- Shivpuri Halduchaur Haldwani Uttrakhand-263139: TH THДокумент2 страницыShivpuri Halduchaur Haldwani Uttrakhand-263139: TH THVikas KunduОценок пока нет
- Vivek Kundu: Haldwani, Nainital, Uttarakhand (India) 7310709284Документ2 страницыVivek Kundu: Haldwani, Nainital, Uttarakhand (India) 7310709284Vikas KunduОценок пока нет
- THE Classical Period: Classical Music and Its FormsДокумент20 страницTHE Classical Period: Classical Music and Its FormsVikas KunduОценок пока нет
- Date: 01/04/2020 Mumbai For ICICI Securities Limited. Yours Faithfully, PlaceДокумент2 страницыDate: 01/04/2020 Mumbai For ICICI Securities Limited. Yours Faithfully, PlaceVikas KunduОценок пока нет
- Address & Communication: Quality EngineerДокумент4 страницыAddress & Communication: Quality EngineerVikas KunduОценок пока нет
- Reengineering: Matthew HoytДокумент23 страницыReengineering: Matthew HoytVikas KunduОценок пока нет
- Music in The Classical Period: Franz Joseph Haydn & Wolfgang Amadeus MozartДокумент19 страницMusic in The Classical Period: Franz Joseph Haydn & Wolfgang Amadeus MozartVikas KunduОценок пока нет
- Alloy WireДокумент92 страницыAlloy WireAdriano GaioОценок пока нет
- Copper Silicon C87500Документ1 страницаCopper Silicon C87500Deepak KumarОценок пока нет
- High Temperature Metal Sheathed Thermocouples - Type 27: TC LTD For Temperature Sensing, Measurement and ControlДокумент4 страницыHigh Temperature Metal Sheathed Thermocouples - Type 27: TC LTD For Temperature Sensing, Measurement and ControlSyed Zakir Hussain ZaidiОценок пока нет
- Pipe Fitting CatalogueДокумент48 страницPipe Fitting CatalogueKyaw KhОценок пока нет
- Mott Appendix PDFДокумент65 страницMott Appendix PDFbrian_fanОценок пока нет
- GAS PROBLEM in Steel Sand CastingsДокумент7 страницGAS PROBLEM in Steel Sand CastingsVasu RajaОценок пока нет
- Astm A965x 2021aДокумент7 страницAstm A965x 2021aamitОценок пока нет
- Commercial Catalog PIVAДокумент12 страницCommercial Catalog PIVAVanja Zoric SundicОценок пока нет
- Training 1 LF IntroductionДокумент14 страницTraining 1 LF IntroductionprasenjitsayantanОценок пока нет
- Husn KimiaДокумент10 страницHusn KimiahusniОценок пока нет
- TP48 Materials For Pumping Seawater and Media With High Chloride Content G.Pini and J.Weber Sulzer Technical Review PDFДокумент10 страницTP48 Materials For Pumping Seawater and Media With High Chloride Content G.Pini and J.Weber Sulzer Technical Review PDFOmar GRОценок пока нет
- Determination Aluminium, Calcium, Manganese and Titanium in Ferrosilicon Alloys by Atomic-Absorption SpectrophotometryДокумент5 страницDetermination Aluminium, Calcium, Manganese and Titanium in Ferrosilicon Alloys by Atomic-Absorption SpectrophotometryAhmed IsmailОценок пока нет
- F 708 - 92 R04 - Rjcwoa - PDFДокумент14 страницF 708 - 92 R04 - Rjcwoa - PDFOh No PotatoОценок пока нет
- 26875303Документ9 страниц26875303Haresh RaisinghaniОценок пока нет
- Sae - Ams 2759-7B - 01.14Документ15 страницSae - Ams 2759-7B - 01.14Fahri YüzerОценок пока нет
- Coating TableДокумент1 страницаCoating TableBartek HajaОценок пока нет
- Objective: Theory: 1. Motion Economy:: Lab Session: 2Документ5 страницObjective: Theory: 1. Motion Economy:: Lab Session: 2Ali NoraizОценок пока нет
- Weld Integrity and Performance A Source Book Adapted From ASMДокумент518 страницWeld Integrity and Performance A Source Book Adapted From ASMPrakash Raj100% (3)
- Tempering Behavior of The Fusion Boundary Region of Anf22 - 625 Weld OverlayДокумент14 страницTempering Behavior of The Fusion Boundary Region of Anf22 - 625 Weld OverlayAnonymous GhPzn1xОценок пока нет
- Nas 64 eДокумент4 страницыNas 64 eDaoОценок пока нет
- Annealed Pickled SS Tubing (MS 02 315 ER0)Документ2 страницыAnnealed Pickled SS Tubing (MS 02 315 ER0)herysyam1980Оценок пока нет
- Koyo SuffixsДокумент10 страницKoyo SuffixsOktavianus Paul Mulalinda100% (1)
- Chetan Mane: Personal Profile ExperienceДокумент1 страницаChetan Mane: Personal Profile ExperienceKetan MОценок пока нет
- EN Vs DIN PDFДокумент3 страницыEN Vs DIN PDFStadtplan SarajevoОценок пока нет
- Weld Neck Body Flange Design Calculation: HE-CGI, HE-CG, Spiral Wound Gaskets For Heat ExchangersДокумент25 страницWeld Neck Body Flange Design Calculation: HE-CGI, HE-CG, Spiral Wound Gaskets For Heat ExchangersLipika GayenОценок пока нет
- Welding, Brazing & Cutting - 11-21-2007Документ7 страницWelding, Brazing & Cutting - 11-21-2007Jimmy ClavelОценок пока нет
- Materials Today: ProceedingsДокумент4 страницыMaterials Today: ProceedingsMITUSHI AGRAWALОценок пока нет
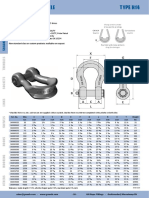
- Type H14 Wide Body Shackle: Non-Standard Sizes or Custom Products Available On RequestДокумент2 страницыType H14 Wide Body Shackle: Non-Standard Sizes or Custom Products Available On RequestDiaz JorgeОценок пока нет
- Sae Ams6303hДокумент7 страницSae Ams6303hfarhad pashaei mehrОценок пока нет
- CuZn40 01 2019 PDFДокумент7 страницCuZn40 01 2019 PDFMisaelОценок пока нет