Вам также может понравиться
- Datos Estandar LauraДокумент26 страницDatos Estandar LauraMiguel Angel Uribe Ramirez50% (2)
- Instituto Tecnologico Superior de La Sierra Norte de PueblaДокумент5 страницInstituto Tecnologico Superior de La Sierra Norte de PueblaSamuel VGОценок пока нет
- 4.1.2 - Operaciones en MaquinadosДокумент7 страниц4.1.2 - Operaciones en MaquinadosJose Mauricio Figueroa EncinasОценок пока нет
- Actividad 2-Unidad 4-EjerciciosДокумент16 страницActividad 2-Unidad 4-EjerciciosAna Litzy Rodriguez GranadosОценок пока нет
- Parcial 1 Procesos Industriales Gonzalez Gomez Hernandez Ulloa MartinezДокумент19 страницParcial 1 Procesos Industriales Gonzalez Gomez Hernandez Ulloa MartinezGeovanis pastranaОценок пока нет
- TAREA N°08 Ecuacion de Taylor G2Документ16 страницTAREA N°08 Ecuacion de Taylor G2LUIS ALBERTO MENDEZ MANTILLAОценок пока нет
- Tema9 - Conformación Por Eliminación de Material IДокумент5 страницTema9 - Conformación Por Eliminación de Material IIgnacio VillasevilОценок пока нет
- 4.1.2 - 3 S4 Gutierrez SofiaДокумент8 страниц4.1.2 - 3 S4 Gutierrez SofiaSofia GutiérrezОценок пока нет
- Unidad 47Документ4 страницыUnidad 47David Heredia100% (5)
- Tornillo de PotenciaДокумент5 страницTornillo de PotenciaLaliitaegcОценок пока нет
- Datos EstándarДокумент10 страницDatos EstándarKachinsky UserОценок пока нет
- SECADORДокумент43 страницыSECADORWilliamGregorioJuniorEpifaníaChávezОценок пока нет
- Calculo de Red de Aire (Trabajo)Документ13 страницCalculo de Red de Aire (Trabajo)jopo locoОценок пока нет
- Instituto Tecnologico de Piedras NegrasДокумент18 страницInstituto Tecnologico de Piedras NegrasLuis EnriqueОценок пока нет
- Tiempos de MecanizadoДокумент21 страницаTiempos de Mecanizadotxarlitxan100% (3)
- Libro Perforacion y VoladuraДокумент46 страницLibro Perforacion y VoladuraSebastian Ignacio ZumaranОценок пока нет
- Act 3Документ13 страницAct 3Gom CarletteОценок пока нет
- Tolerancias y AjustesДокумент16 страницTolerancias y AjustesCarlos GonzalesОценок пока нет
- Clase 8 - Ejercicios de MaquinadoДокумент7 страницClase 8 - Ejercicios de MaquinadookОценок пока нет
- Lectura 1Документ26 страницLectura 1Angelica TorresОценок пока нет
- Ejercicios Resueltos RectificadoДокумент7 страницEjercicios Resueltos RectificadoJorge Hernández100% (1)
- Informe de Torno-Lab1Документ12 страницInforme de Torno-Lab1Nicole JiménezОценок пока нет
- Unidad 3 Datos EstandarДокумент9 страницUnidad 3 Datos EstandarMAYRA MACEDOОценок пока нет
- NOH DZIB - Exposición Sobre Los Datos Estándar en Operaciones de Maquinado para Establecer Tasas de Producción en Las Empresas Manufactureras.Документ39 страницNOH DZIB - Exposición Sobre Los Datos Estándar en Operaciones de Maquinado para Establecer Tasas de Producción en Las Empresas Manufactureras.Sofia Andrade100% (1)
- Metrología - Tolerancias y AjustesДокумент27 страницMetrología - Tolerancias y AjustesTomasОценок пока нет
- ControlДокумент16 страницControlMag AguilarОценок пока нет
- Resumen Datos EstandarДокумент6 страницResumen Datos EstandarEduardo OrosioОценок пока нет
- Taller de LaminadoДокумент18 страницTaller de LaminadoMauro RdrgzОценок пока нет
- Cálculo de Tiempos de MaquinadoДокумент37 страницCálculo de Tiempos de MaquinadoSergio CorteОценок пока нет
- Datos Estándar U4Документ21 страницаDatos Estándar U4Juan manuel Vera Hernandez100% (1)
- Modelo - Diseño Ventilador AxialДокумент19 страницModelo - Diseño Ventilador AxialAdrian Arauco CarhuasОценок пока нет
- 04 DTSTDДокумент32 страницы04 DTSTDSinay OrtegaОценок пока нет
- A3 Ejercicios (1) Taller de Egreso LLДокумент12 страницA3 Ejercicios (1) Taller de Egreso LLDaniel farid Monterrubio villanuevaОценок пока нет
- 2.7 Calculo de Tiempos de SimulacionДокумент11 страниц2.7 Calculo de Tiempos de SimulacionCinthia Morales RendonОценок пока нет
- TAREA1 - CYT Jeremy y FernandaДокумент13 страницTAREA1 - CYT Jeremy y FernandafernandaОценок пока нет
- Fuerza y Potencia de CorteДокумент10 страницFuerza y Potencia de CorteAnthony D. Escobar100% (1)
- Cuestionario-Capitulo 18Документ5 страницCuestionario-Capitulo 18Arturo CLorcaОценок пока нет
- Problemas de EngranajesДокумент10 страницProblemas de EngranajesCarla DelgadoОценок пока нет
- Tarea 06 - Ejercicios de TornoДокумент13 страницTarea 06 - Ejercicios de TornoCristhian EnriqueОценок пока нет
- Problema de Diseño Con Engranes RectosДокумент13 страницProblema de Diseño Con Engranes RectosRoberto Mauricio MoncadaОценок пока нет
- Calculos Del TornoДокумент7 страницCalculos Del TornoEsteban Sándiga GrandaОценок пока нет
- Informe Laboratorio #7 - Procesos IndustrialesДокумент21 страницаInforme Laboratorio #7 - Procesos IndustrialesKathia Lucia Llamoca AranzamendiОценок пока нет
- Practica U4Документ11 страницPractica U4JOSE EMANUELОценок пока нет
- Calculo de EjesДокумент22 страницыCalculo de EjesJonathan GironОценок пока нет
- 4 Tolerancias y AjustesДокумент16 страниц4 Tolerancias y AjustesSantiago Marti RodriguezОценок пока нет
- Calculo Tecnico Ii - Calculos para El Mecanizado en Maquinas HerramientasДокумент5 страницCalculo Tecnico Ii - Calculos para El Mecanizado en Maquinas HerramientasNeptaliОценок пока нет
- Estudio Del Trabajo II Unidad 3. Datos EstandarДокумент12 страницEstudio Del Trabajo II Unidad 3. Datos EstandarAdair Rodríguez ZuraОценок пока нет
- Formativa Proposito Del T.E.Документ11 страницFormativa Proposito Del T.E.JOAN LLAMAS GUTIERREZОценок пока нет
- Cálculo de Tiempos para El LimadoДокумент21 страницаCálculo de Tiempos para El Limadodomepol100% (1)
- Diseño y Cálculo de Un Engranaje RectoДокумент8 страницDiseño y Cálculo de Un Engranaje Rectogiovanny alvaradoОценок пока нет
- Reporte de La Práctica 1-TFДокумент10 страницReporte de La Práctica 1-TFBeto AlquiciraОценок пока нет
- Problemas Propuestos ManufacturaДокумент8 страницProblemas Propuestos ManufacturaEduardo Huanca50% (2)
- Datos Estandar Taladro Fresadora - 2Документ11 страницDatos Estandar Taladro Fresadora - 2Lu ArellanoОценок пока нет
- Actividad4 - Conformado de MaterialesДокумент4 страницыActividad4 - Conformado de Materialeslos vasquezОценок пока нет
- Proyecto Canteadora Sierra Circular CorregidoДокумент22 страницыProyecto Canteadora Sierra Circular CorregidoGeret JorОценок пока нет
- Problemas resueltos de Hidráulica de CanalesОт EverandProblemas resueltos de Hidráulica de CanalesРейтинг: 4.5 из 5 звезд4.5/5 (7)
- Diseño de utillajes, matricería y prototipado con SolidWorksОт EverandDiseño de utillajes, matricería y prototipado con SolidWorksРейтинг: 3 из 5 звезд3/5 (1)
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónОт EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónРейтинг: 5 из 5 звезд5/5 (1)
- Desarrollo SustentableДокумент1 страницаDesarrollo SustentableEduardoОценок пока нет
- Guia de Presentacion Cacei IttlaДокумент4 страницыGuia de Presentacion Cacei IttlaEduardoОценок пока нет
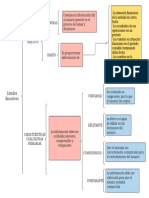
- Estados FinancierosДокумент1 страницаEstados FinancierosEduardoОценок пока нет
- EXAMEN DIAGNÓSTICO DE ADMINISTRACIÓN DE PROYECTOS Torales EduardoДокумент1 страницаEXAMEN DIAGNÓSTICO DE ADMINISTRACIÓN DE PROYECTOS Torales EduardoEduardoОценок пока нет
- Tensión PracticaДокумент18 страницTensión PracticaEduardoОценок пока нет
- Grafito para LapicesДокумент17 страницGrafito para LapicesEduardoОценок пока нет
- Nikolas TeslaДокумент6 страницNikolas TeslaEduardoОценок пока нет
- Lista de UtilesДокумент1 страницаLista de UtilesElisa Salas VillaseñorОценок пока нет
- Imforme Semana 1 SoldaduraДокумент15 страницImforme Semana 1 SoldaduraJesus Ivan Quispe PaucarОценок пока нет
- Instructivo para La Construcción de Paredes y Cielorrasos Con GypsumДокумент6 страницInstructivo para La Construcción de Paredes y Cielorrasos Con GypsumMilton Ortiz56% (9)
- Unidad 41 y 47Документ4 страницыUnidad 41 y 47Yovanny AlmonteОценок пока нет
- Hoja de Procesos Practica de TornoДокумент4 страницыHoja de Procesos Practica de TornoJesus SerranoОценок пока нет
- Fabricacion Del TornilloДокумент12 страницFabricacion Del Tornillocody100% (1)
- Informe Final de Pruebas Brocas SandvikДокумент28 страницInforme Final de Pruebas Brocas SandvikElvis ChambiОценок пока нет
- Informe Tecnico Mina Pallca-Voladura-11abril18Документ18 страницInforme Tecnico Mina Pallca-Voladura-11abril18Iber Jhon Alvarado VillanuevaОценок пока нет
- PresupuestoДокумент33 страницыPresupuestoJonathan HernandezОценок пока нет
- Mccu Mccu-217 TrabajofinalДокумент6 страницMccu Mccu-217 Trabajofinalpoleio polioisОценок пока нет
- Lista de Precios Ferrelectricos 2000Документ10 страницLista de Precios Ferrelectricos 2000Yorman RojasОценок пока нет
- Catalogo Joyfra 2020Документ32 страницыCatalogo Joyfra 2020JcMhОценок пока нет
- Tarea Construccion Arq. AlfonsoДокумент39 страницTarea Construccion Arq. AlfonsoAlan J. González RamírezОценок пока нет
- MA ResumenTema4 FranciscoGomez 18130352Документ5 страницMA ResumenTema4 FranciscoGomez 18130352Mc DacronerОценок пока нет
- Asamblea en La Carpintería Primera ClaseДокумент1 страницаAsamblea en La Carpintería Primera ClaseRodrigo Yago GarcíaОценок пока нет
- Metrado de CargasДокумент40 страницMetrado de CargasARMANDOОценок пока нет
- Ejercicios Resueltos de RM Unidad 3Документ13 страницEjercicios Resueltos de RM Unidad 3Antony SamaméОценок пока нет
- Amef Mantenimiento RemovedДокумент13 страницAmef Mantenimiento RemovedCruchef AquinoОценок пока нет
- 1 Numa-Catalogo2018Документ36 страниц1 Numa-Catalogo2018robot73Оценок пока нет
- Presupuesto Modulo GarruchasДокумент5 страницPresupuesto Modulo GarruchasSAUL SAAVEDRA REATEGUIОценок пока нет
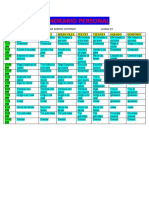
- Mi Horario PersonalДокумент5 страницMi Horario PersonalMarco Torres mezaОценок пока нет
- SpanishДокумент19 страницSpanishOmar NoyaОценок пока нет
- Semana 03 T002Документ2 страницыSemana 03 T002Eduard-O P. MorenoОценок пока нет
- Acero Sae 1020Документ12 страницAcero Sae 1020HAROLD LUCIANO MARTINEZ FERNANDEZОценок пока нет
- Tarea Identif A002Документ1 страницаTarea Identif A002ridel mermaОценок пока нет
- Revista Gulda Enero 2022-FinalДокумент86 страницRevista Gulda Enero 2022-FinalLizbet Palomino SalvatierraОценок пока нет
- Tipos de Torno ListoДокумент5 страницTipos de Torno ListoViviana Contreras CzОценок пока нет
- Trabajo Final de Maquinas BasicasДокумент8 страницTrabajo Final de Maquinas BasicasALFREDO NINA NINAОценок пока нет
- LavamanosДокумент2 страницыLavamanosALEJANDRO CHAVEZОценок пока нет
- Pisos de MaderaДокумент19 страницPisos de Maderasabrina malcaОценок пока нет