Вам также может понравиться
- Структурированные кабельные системы для центров обработки данныхОт EverandСтруктурированные кабельные системы для центров обработки данныхОценок пока нет
- ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначенияДокумент15 страницГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначенияEвгенийОценок пока нет
- ГОСТ 3282-74 Проволока Стальная Низкоуглеродистая Общего НазначенияДокумент15 страницГОСТ 3282-74 Проволока Стальная Низкоуглеродистая Общего НазначенияEвгенийОценок пока нет
- ГОСТ 6727-80 (1998)Документ6 страницГОСТ 6727-80 (1998)chemtausifОценок пока нет
- ГОСТ 25912.4-91Документ5 страницГОСТ 25912.4-91chemtausifОценок пока нет
- ГОСТ 30633-99 Підшипники роликові радіальні сферичні однорядні. Основні розміриДокумент15 страницГОСТ 30633-99 Підшипники роликові радіальні сферичні однорядні. Основні розміриArtem SemenyakОценок пока нет
- gost 2185-66 thông số của bánh răng theo tiêu chuẩn gost ngaДокумент4 страницыgost 2185-66 thông số của bánh răng theo tiêu chuẩn gost ngaLan LêОценок пока нет
- ГОСТ 10705-80Документ12 страницГОСТ 10705-80Serg KekuhОценок пока нет
- ГОСТ 19281-89Документ15 страницГОСТ 19281-89KaterynaОценок пока нет
- GOST 4124-96 Crane Rails. SpecificationsДокумент9 страницGOST 4124-96 Crane Rails. SpecificationsAbdullahОценок пока нет
- ГОСТ 2224-93Документ8 страницГОСТ 2224-93liuyx866Оценок пока нет
- ГОСТ 3081-80 Канаты стальные Сортамент PDFДокумент7 страницГОСТ 3081-80 Канаты стальные Сортамент PDFmapat99Оценок пока нет
- Gost 5781-82Документ28 страницGost 5781-82Влад ВарийОценок пока нет
- 4294822554Документ31 страница4294822554romanbarilyakromanОценок пока нет
- ГОСТ 16130-90 Проволока МЕДНАЯ сварочнаяДокумент18 страницГОСТ 16130-90 Проволока МЕДНАЯ сварочнаяДмитрий БоярскийОценок пока нет
- Карактеристике материјала ГОСТДокумент76 страницКарактеристике материјала ГОСТBranko GovedaricaОценок пока нет
- Gost 3262-75Документ8 страницGost 3262-75Abdullah Al JubayerОценок пока нет
- ГОСТ 20295-85Документ11 страницГОСТ 20295-85Ulviyye ElesgerovaОценок пока нет
- 4294739995Документ10 страниц4294739995borodichОценок пока нет
- 2016Документ13 страниц2016AbdullahОценок пока нет
- ГОСТ 20372-90Документ12 страницГОСТ 20372-90chemtausifОценок пока нет
- ГОСТ 9464-79 Штифты конические с внутренней резьбой незакаленныеДокумент7 страницГОСТ 9464-79 Штифты конические с внутренней резьбой незакаленныеИгорь КриводудОценок пока нет
- ГОСТ 8240-97Документ14 страницГОСТ 8240-97Евгений ШадринОценок пока нет
- ГОСТ 7668-80 - Канат двойной свивки типа ЛК-РО конструкции 6х36 (1+7+7 - 7+14) +1 о.с. СортаментДокумент7 страницГОСТ 7668-80 - Канат двойной свивки типа ЛК-РО конструкции 6х36 (1+7+7 - 7+14) +1 о.с. СортаментMynamesislayerОценок пока нет
- 934Документ43 страницы934Татьяна ПустовитОценок пока нет
- ГОСТ 3069-80 Канаты стальные. Сортамент PDFДокумент8 страницГОСТ 3069-80 Канаты стальные. Сортамент PDFmapat99Оценок пока нет
- ГОСТ 3069-80 Канаты стальные. Сортамент PDFДокумент8 страницГОСТ 3069-80 Канаты стальные. Сортамент PDFmapat99Оценок пока нет
- Отменен - ГОСТ 17365-71 - Трубопроводы для агрессивных сред. Общие технические требованияДокумент11 страницОтменен - ГОСТ 17365-71 - Трубопроводы для агрессивных сред. Общие технические требованияGoodDogОценок пока нет
- ГОСТ 2590-2006 (EN 10060 - 2003) Прокат сортовой стальной горячекатаный круглыйДокумент10 страницГОСТ 2590-2006 (EN 10060 - 2003) Прокат сортовой стальной горячекатаный круглыйЮляОценок пока нет
- ГОСТ 14963-78Документ8 страницГОСТ 14963-78Ruslan AndrievskiyОценок пока нет
- ГОСТ 19425-74 Балки М, С - заменя ГОСТ 5157-53Документ8 страницГОСТ 19425-74 Балки М, С - заменя ГОСТ 5157-53Boris DikovОценок пока нет
- Gost 1050 88Документ33 страницыGost 1050 88Serg KekuhОценок пока нет
- ГОСТ 12815 Фланцы арматуры и соединительных частей трубопроводовДокумент19 страницГОСТ 12815 Фланцы арматуры и соединительных частей трубопроводовsumyturbo23Оценок пока нет
- Трубы gost-3262-75Документ7 страницТрубы gost-3262-75Mik LomОценок пока нет
- ГОСТ 3262-75Документ7 страницГОСТ 3262-75Ивайло РошковОценок пока нет
- ГОСТ 14955-77Документ9 страницГОСТ 14955-77KaterynaОценок пока нет
- ГОСТ 25458-82Документ11 страницГОСТ 25458-82Oleg PlinschiОценок пока нет
- ГОСТ 21924.3-84 (с изм 1 1988)Документ9 страницГОСТ 21924.3-84 (с изм 1 1988)chemtausifОценок пока нет
- ГОСТ 23117-91Документ11 страницГОСТ 23117-91chemtausifОценок пока нет
- ГОСТ 3066-80 Канаты стальные Сортамент PDFДокумент7 страницГОСТ 3066-80 Канаты стальные Сортамент PDFmapat99Оценок пока нет
- 1200010811Документ15 страниц1200010811sergey cherepanovОценок пока нет
- ГОСТ 4121-96Документ8 страницГОСТ 4121-96Владимир ОлейникОценок пока нет
- .Trashed 1707919237 4294852722Документ4 страницы.Trashed 1707919237 4294852722acingizОценок пока нет
- Ost 3-98Документ23 страницыOst 3-98HAR EngineeringОценок пока нет
- ОСТ 3 98 80Документ23 страницыОСТ 3 98 80lexabelicОценок пока нет
- ГОСТ 3062-80 Канаты стальные Сортамент PDFДокумент8 страницГОСТ 3062-80 Канаты стальные Сортамент PDFmapat99Оценок пока нет
- ГОСТ 3062-80 Канаты стальные Сортамент PDFДокумент8 страницГОСТ 3062-80 Канаты стальные Сортамент PDFmapat99Оценок пока нет
- ОСТ 1 90005-91 - Азотирование, Цементация Нержавеющих и Черных СталейДокумент13 страницОСТ 1 90005-91 - Азотирование, Цементация Нержавеющих и Черных СталейIgor DouletovОценок пока нет
- Gost 17375 2001Документ10 страницGost 17375 2001belskyi17Оценок пока нет
- ГОСТ 14637-89 (ИСО 4995-78) Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условияДокумент19 страницГОСТ 14637-89 (ИСО 4995-78) Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условияEвгенийОценок пока нет
- 20680-75 корпуса, мішалкиДокумент25 страниц20680-75 корпуса, мішалкиStanislav BednarchukОценок пока нет
- ГОСТ 12821-80 - Фланцы стальные приварные встык на Ру от 0,1 до 20,0 МПа (от 1 до 200 кгс - см2) - Конструкция и размерыДокумент19 страницГОСТ 12821-80 - Фланцы стальные приварные встык на Ру от 0,1 до 20,0 МПа (от 1 до 200 кгс - см2) - Конструкция и размерыGoodDogОценок пока нет
- ГОСТ 4121-96 - Рельсы крановые. Технические условияДокумент9 страницГОСТ 4121-96 - Рельсы крановые. Технические условияMyNameSuperFeforОценок пока нет
- ГОСТ 10884-94Документ19 страницГОСТ 10884-94chemtausifОценок пока нет
- ГОСТ 10300-80Документ3 страницыГОСТ 10300-80GoodDogОценок пока нет
- Gost-8731-87 Трубы Стальные БесшовныеДокумент7 страницGost-8731-87 Трубы Стальные БесшовныеDasha FranchukОценок пока нет
- Шапиро А.А. Пособие Для Сельского Кузнеца (1967)Документ177 страницШапиро А.А. Пособие Для Сельского Кузнеца (1967)chu chungОценок пока нет
- Gost R Iso 14583-2008Документ10 страницGost R Iso 14583-2008Robert SumińskiОценок пока нет
- ОСТ 108.764.01-80 Пружины винтовые цилиндрические для подвесок трубопроводов ТЭС и АЭСДокумент11 страницОСТ 108.764.01-80 Пружины винтовые цилиндрические для подвесок трубопроводов ТЭС и АЭСЮлия ДамОценок пока нет
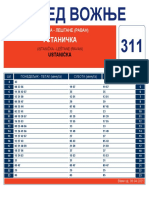
- Ustanička - Leštane (Ravan)Документ3 страницыUstanička - Leštane (Ravan)Vesna NikolicОценок пока нет
- 9 303-84Документ41 страница9 303-84Vesna NikolicОценок пока нет
- Ustanička - Bubanj PotokДокумент4 страницыUstanička - Bubanj PotokVesna NikolicОценок пока нет
- Ознаке Л63Документ1 страницаОзнаке Л63Vesna NikolicОценок пока нет
- ГОСТ материјали по стандарду PDFДокумент13 страницГОСТ материјали по стандарду PDFVesna NikolicОценок пока нет
- ТУ 14-1-3297-82 PDFДокумент15 страницТУ 14-1-3297-82 PDFVesna Nikolic100% (1)
- ТУ 14-1- 5025-80 PDFДокумент34 страницыТУ 14-1- 5025-80 PDFVesna NikolicОценок пока нет
- Gost 16118-70Документ23 страницыGost 16118-70Vesna NikolicОценок пока нет
- Свои среди чужих: Политические эмигранты и Кремль: Соотечественники, агенты и враги режимаОт EverandСвои среди чужих: Политические эмигранты и Кремль: Соотечественники, агенты и враги режимаРейтинг: 5 из 5 звезд5/5 (1)
- Революция и конституция в посткоммунистической России: Государство диктатуры люмпен-пролетариатаОт EverandРеволюция и конституция в посткоммунистической России: Государство диктатуры люмпен-пролетариатаОценок пока нет
- Свои среди чужих. Политические эмигранты и Кремль: соотечественники, агенты и враги режимаОт EverandСвои среди чужих. Политические эмигранты и Кремль: соотечественники, агенты и враги режимаОценок пока нет
- Нерассказанная история США. Новая глава 2012-2018: Самые драматичные моменты мировой истории от второго срока Обамы до первых лет президентства ТрампаОт EverandНерассказанная история США. Новая глава 2012-2018: Самые драматичные моменты мировой истории от второго срока Обамы до первых лет президентства ТрампаОценок пока нет
- Израиль и США: Основные этапы становления стратегического партнерства 1948–2014От EverandИзраиль и США: Основные этапы становления стратегического партнерства 1948–2014Рейтинг: 5 из 5 звезд5/5 (1)
- Капитализм в огне: Как сделать эффективную экономическую систему человечнойОт EverandКапитализм в огне: Как сделать эффективную экономическую систему человечнойОценок пока нет
- Новый баланс сил: Россия в поисках внешнеполитического равновесияОт EverandНовый баланс сил: Россия в поисках внешнеполитического равновесияОценок пока нет
- Теория биполярного мира:Путь к коммунизму, найденный в эволюционной структуре мировой историиОт EverandТеория биполярного мира:Путь к коммунизму, найденный в эволюционной структуре мировой историиОценок пока нет