Вам также может понравиться
- Manual para A Dispensacao de MedicamentosДокумент28 страницManual para A Dispensacao de MedicamentosRafael Shibasaki100% (2)
- Manual de Boas Praticas de Farmacia PDFДокумент23 страницыManual de Boas Praticas de Farmacia PDFMarcelo Kleber FelisbertoОценок пока нет
- Treinamento sobre medicamentos controlados e antimicrobianosДокумент8 страницTreinamento sobre medicamentos controlados e antimicrobianosMarcelo Kleber Felisberto100% (1)
- Ensaios Não Destrutivos Aplicados À Fabricação de Vasos de Pressão PetrobrásДокумент11 страницEnsaios Não Destrutivos Aplicados À Fabricação de Vasos de Pressão PetrobrásFERNANDOОценок пока нет
- Vasos de Vacuo - Planilha - Calculo de Espessuras - Cilindro e TampoДокумент24 страницыVasos de Vacuo - Planilha - Calculo de Espessuras - Cilindro e TampoMarcelo Kleber FelisbertoОценок пока нет
- Manual de SoldagemДокумент0 страницManual de Soldagemsargento_1636Оценок пока нет
- Manual de SoldagemДокумент0 страницManual de Soldagemsargento_1636Оценок пока нет
- Gerenciamento Categorias FarmaДокумент10 страницGerenciamento Categorias FarmaMarcelo Kleber FelisbertoОценок пока нет
- Estratégias para crescimento da Categoria MIPДокумент10 страницEstratégias para crescimento da Categoria MIPMarcelo Kleber FelisbertoОценок пока нет
- IFEPEC - Gripe & Resfriado - Maio 2017 - Módulo 03Документ45 страницIFEPEC - Gripe & Resfriado - Maio 2017 - Módulo 03Marcelo Kleber FelisbertoОценок пока нет
- 01 InterfaceeferramentasДокумент4 страницы01 InterfaceeferramentasDébora Lupião MorenoОценок пока нет
- Cuidados farmacêuticos declaradosДокумент1 страницаCuidados farmacêuticos declaradosSérgio Alexandre ValentiniОценок пока нет
- IFEPEC Dor & FebreДокумент47 страницIFEPEC Dor & FebreMarcelo Kleber FelisbertoОценок пока нет
- Carga Gravitacional Sobre o TetoДокумент6 страницCarga Gravitacional Sobre o TetoMarcelo Kleber FelisbertoОценок пока нет
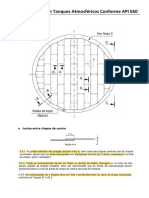
- Juntas Soldadas em Tanques Atmosféricos API 650Документ10 страницJuntas Soldadas em Tanques Atmosféricos API 650Marcelo Kleber FelisbertoОценок пока нет
- Corrosao - Estudo de Caso - Explosão Refinaria KuwaitДокумент12 страницCorrosao - Estudo de Caso - Explosão Refinaria KuwaitMarcelo Kleber FelisbertoОценок пока нет
- Projeto de Teto de Tanque - Junta FragilizadaДокумент2 страницыProjeto de Teto de Tanque - Junta FragilizadaMarcelo Kleber FelisbertoОценок пока нет
- Projeto teto cônico tanques API 650Документ2 страницыProjeto teto cônico tanques API 650Marcelo Kleber FelisbertoОценок пока нет
- Modulo 01 - PWДокумент26 страницModulo 01 - PWMarcelo Kleber FelisbertoОценок пока нет
- Algumas Equações Úteis Na Soldagem - Heat Input, Carbono Equivalente PDFДокумент12 страницAlgumas Equações Úteis Na Soldagem - Heat Input, Carbono Equivalente PDFAndré CordeiroОценок пока нет
- A Valia Cao Tecnica Smit I GarДокумент250 страницA Valia Cao Tecnica Smit I GarMarcelo Kleber FelisbertoОценок пока нет
- Aula - FlambagemДокумент9 страницAula - FlambagemMarcelo Kleber FelisbertoОценок пока нет
- Projeto de Teto de Tanque - AutoportanteДокумент1 страницаProjeto de Teto de Tanque - AutoportanteMarcelo Kleber FelisbertoОценок пока нет
- Projeto de Teto de Tanque - Vigas e ColunasДокумент2 страницыProjeto de Teto de Tanque - Vigas e ColunasMarcelo Kleber FelisbertoОценок пока нет
- E QP Ecd 011Документ35 страницE QP Ecd 011Antonio MezzopreteОценок пока нет
- Projeto de Colunas sob FlambagemДокумент10 страницProjeto de Colunas sob FlambagemMarcelo Kleber FelisbertoОценок пока нет
- Propriedades mecânicas de aços inoxidáveis austeníticosДокумент2 страницыPropriedades mecânicas de aços inoxidáveis austeníticosMarcelo Kleber FelisbertoОценок пока нет
- Trabalhando Com Arco SubmersoДокумент84 страницыTrabalhando Com Arco Submersowilian_coelho3309Оценок пока нет
- INTRODUÇÃO AO ESTUDO DOS AÇOS-Parte 1 PDFДокумент22 страницыINTRODUÇÃO AO ESTUDO DOS AÇOS-Parte 1 PDFMarcelo Kleber FelisbertoОценок пока нет
- Soldagem Orbital Do Passe de Raiz - Algo-Ritmos para Controle Adaptativo Por Meio de Sensoriamento LaserДокумент174 страницыSoldagem Orbital Do Passe de Raiz - Algo-Ritmos para Controle Adaptativo Por Meio de Sensoriamento LaserMarcelo Kleber FelisbertoОценок пока нет
- Caracterização da vegetação e mapeamento de uso da terra nas comunidades de Chihondzuene e MafadaДокумент79 страницCaracterização da vegetação e mapeamento de uso da terra nas comunidades de Chihondzuene e MafadaNeves ManjateОценок пока нет
- 3-Detection of Road Condition Defects Using Multiple Sensors and IoT Technology A Review PT-BRДокумент93 страницы3-Detection of Road Condition Defects Using Multiple Sensors and IoT Technology A Review PT-BRAlisson DantasОценок пока нет
- Técnicas de Reconhecimento Automatizado de Imagens DigitaisДокумент44 страницыTécnicas de Reconhecimento Automatizado de Imagens DigitaisRalf JUniorОценок пока нет
- Mapa Uso Terra Goiás 2015Документ7 страницMapa Uso Terra Goiás 2015Henrique Gomes Frade JuniorОценок пока нет
- Exame Rafael - RespostasДокумент7 страницExame Rafael - RespostasPedro HenriqueОценок пока нет
- Opencv DayДокумент32 страницыOpencv Dayivandersonamaral16Оценок пока нет
- Deep Learning para Pedras No RinsДокумент10 страницDeep Learning para Pedras No RinsMarcio FilhoОценок пока нет
- A Motion and Image Analysis Method For Automatic Detection of Estrus and Mating Behavior in Cattle - Du Ming Tsai TRADUZIDOДокумент7 страницA Motion and Image Analysis Method For Automatic Detection of Estrus and Mating Behavior in Cattle - Du Ming Tsai TRADUZIDOOswaldo de Barros LollobrigidaОценок пока нет
- Teste Avaliativo Computação GráficaДокумент9 страницTeste Avaliativo Computação GráficaDenis MoralesОценок пока нет
- Global and Local Image Segmentation Using Slope DistributionsДокумент13 страницGlobal and Local Image Segmentation Using Slope DistributionsmuraliОценок пока нет
- Visão Computacional usando OpenCVДокумент36 страницVisão Computacional usando OpenCVDielly85Оценок пока нет