Вам также может понравиться
- A Rational Approach To Control Valve Sizing PDFДокумент4 страницыA Rational Approach To Control Valve Sizing PDFDaniaMartínezОценок пока нет
- 4 Girish ChitnisДокумент22 страницы4 Girish ChitnisridanormaОценок пока нет
- Advisory Note Legionella and Warm Water SystemsДокумент1 страницаAdvisory Note Legionella and Warm Water Systemss341232Оценок пока нет
- Environmental Hygiene Services: Questions and AnswersДокумент2 страницыEnvironmental Hygiene Services: Questions and AnswersChanBoonChewОценок пока нет
- Reliance HPC Course 2009 - 01 - IntroductionДокумент8 страницReliance HPC Course 2009 - 01 - IntroductionsuprateemОценок пока нет
- Summary Refinery Sulfur Recovery ProjectsДокумент8 страницSummary Refinery Sulfur Recovery ProjectsAli MОценок пока нет
- Application BriefsДокумент149 страницApplication BriefsJorge Luis HernándezОценок пока нет
- Divided Wall Column 498Документ3 страницыDivided Wall Column 498GeorgeОценок пока нет
- Unit 3 Steam GenerationДокумент30 страницUnit 3 Steam GenerationkhalimnОценок пока нет
- Ammonium Nitrate AgritopicДокумент7 страницAmmonium Nitrate AgritopicAndina ChotimahОценок пока нет
- The Purpose of Sulfur Guard BedДокумент1 страницаThe Purpose of Sulfur Guard BedAlia Khan100% (1)
- Oxy Enrich Process For Capacity Enhancement of Claus Based Sulfur Recovery UnitДокумент22 страницыOxy Enrich Process For Capacity Enhancement of Claus Based Sulfur Recovery Unitsara25dec689288Оценок пока нет
- Consider Bottom Venting For Reactive LiquidДокумент10 страницConsider Bottom Venting For Reactive LiquidAndri SaputraОценок пока нет
- Assessing ALARP and Acceptable Risk (CAP2220) PDFДокумент11 страницAssessing ALARP and Acceptable Risk (CAP2220) PDFousama aklanОценок пока нет
- Predict MIddle Distillate PropertiesДокумент8 страницPredict MIddle Distillate PropertiesKumarОценок пока нет
- Novel Approach For Enhanced H2S Recovery From Sour Water StrippersДокумент12 страницNovel Approach For Enhanced H2S Recovery From Sour Water Strippersmksscribd100% (1)
- Sulfur Hy SealДокумент6 страницSulfur Hy SealodeinatusОценок пока нет
- Heat Transfer and Flow Characteristics of Spiral Fin-And-tube Heat Exchangers A Review - PongsoiДокумент15 страницHeat Transfer and Flow Characteristics of Spiral Fin-And-tube Heat Exchangers A Review - PongsoiMeshal Al-mutairi100% (1)
- 142 Yer HS PSM 0001Документ75 страниц142 Yer HS PSM 0001Janakiraman MalligaОценок пока нет
- Enviromental Fluid Catalytic Cracking Technology PDFДокумент43 страницыEnviromental Fluid Catalytic Cracking Technology PDFNoheilly VásquezОценок пока нет
- ALARP IChemE Paper 2 Risk TolerabilityДокумент11 страницALARP IChemE Paper 2 Risk TolerabilitykzlpОценок пока нет
- Desuperheater That Combines Proven Technologies For Better Operational EconomyДокумент4 страницыDesuperheater That Combines Proven Technologies For Better Operational Economyhappale2002Оценок пока нет
- MdeaДокумент2 страницыMdeaVera MarsellaОценок пока нет
- CrackingДокумент33 страницыCrackingEman El DsoukyОценок пока нет
- Prevention of Water HammerДокумент6 страницPrevention of Water HammerHabshanaОценок пока нет
- Claus Process HYSYSДокумент12 страницClaus Process HYSYSMarlenneОценок пока нет
- Reducing Pressure - Increasing Efficiency: PanoramaДокумент4 страницыReducing Pressure - Increasing Efficiency: PanoramapsshnkrОценок пока нет
- Plant Nutrient Dashboard (25.1.2019) - MosaicДокумент2 страницыPlant Nutrient Dashboard (25.1.2019) - MosaicAhmed SalehОценок пока нет
- Eliminating The Claus FurnaceДокумент9 страницEliminating The Claus Furnaceoujda1977Оценок пока нет
- Page 1 of 5 Compressor Blocked Discharge - Chemical EngineersДокумент5 страницPage 1 of 5 Compressor Blocked Discharge - Chemical EngineersKarthikeyan SivaОценок пока нет
- Common Mistakes in HazopsДокумент4 страницыCommon Mistakes in HazopsbrounietaОценок пока нет
- 2501-General Instructions For Thermal DesignДокумент12 страниц2501-General Instructions For Thermal DesignfarooqkhanerОценок пока нет
- Catalog of WEIR-Steam Conditioning Control ValveДокумент8 страницCatalog of WEIR-Steam Conditioning Control ValveTim KuОценок пока нет
- Aiche 36 012problematic Low Temperature ShiftДокумент10 страницAiche 36 012problematic Low Temperature ShiftHsein WangОценок пока нет
- Troubleshooting Checklist For Reciprocating Compressors: Trouble Check PointsДокумент4 страницыTroubleshooting Checklist For Reciprocating Compressors: Trouble Check PointsMuhammad Imran100% (1)
- HP New Analysis For FlaresДокумент0 страницHP New Analysis For Flareskataria200784Оценок пока нет
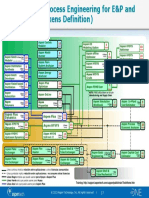
- Basics in Process Design - 2006 PDFДокумент30 страницBasics in Process Design - 2006 PDFSamuel OnyewuenyiОценок пока нет
- AT 03965 JSG Sulfur Recovery PDFДокумент14 страницAT 03965 JSG Sulfur Recovery PDFFernando AmoresОценок пока нет
- ENERGY STAR Guide Petroleum Refineries 20150330Документ7 страницENERGY STAR Guide Petroleum Refineries 20150330rameshkarthik810Оценок пока нет
- HRSG Understand The BasicsДокумент14 страницHRSG Understand The BasicsMazen Darwish100% (1)
- As 3814-2009 Industrial and Commercial Gas-Fired AppliancesДокумент9 страницAs 3814-2009 Industrial and Commercial Gas-Fired AppliancesSAI Global - APACОценок пока нет
- Desulphuriztion Group 3Документ23 страницыDesulphuriztion Group 3Muhammad UsamaОценок пока нет
- NH3 SynloopДокумент2 страницыNH3 SynloopReza DehestaniОценок пока нет
- Topsoe Sec Ref Cat RKS 2Документ5 страницTopsoe Sec Ref Cat RKS 2Vo Duc Minh MinhОценок пока нет
- Sour Water Where It Comes From and How To Handle ItДокумент10 страницSour Water Where It Comes From and How To Handle ItRamon IglesiasОценок пока нет
- Use Operator Training Simulators For FCC UnitsДокумент3 страницыUse Operator Training Simulators For FCC Unitssaleh4060Оценок пока нет
- Uniflex Eliminate Fuel OilДокумент20 страницUniflex Eliminate Fuel Oilsantoso hadiОценок пока нет
- 104SE-Combining New and Old Technologies - Inlet Diffuser and Random Packing Dramatically Improve Reactor PerformanceДокумент10 страниц104SE-Combining New and Old Technologies - Inlet Diffuser and Random Packing Dramatically Improve Reactor PerformanceSHIОценок пока нет
- Tabla de TokensДокумент1 страницаTabla de TokensAnonymous uCYIu1Оценок пока нет
- 14 H.N+L.N MEROX PROCEDURE LatestДокумент8 страниц14 H.N+L.N MEROX PROCEDURE LatestMuhammadОценок пока нет
- Reliance - Flare Gas Recovery IMPДокумент6 страницReliance - Flare Gas Recovery IMPsvnaik14Оценок пока нет
- OTS Ammonia Urea Profertil ArgentinaДокумент16 страницOTS Ammonia Urea Profertil ArgentinaGeorge Van BommelОценок пока нет
- SG-34 Re-Rolling MillsДокумент12 страницSG-34 Re-Rolling MillsMonu SОценок пока нет
- Sour Water Strippers Design and Operation PDFДокумент6 страницSour Water Strippers Design and Operation PDFJetul PatelОценок пока нет
- Whitepaper - Steam Conditioning ValvesДокумент12 страницWhitepaper - Steam Conditioning Valvesshan07011984Оценок пока нет
- De Super HeatersДокумент10 страницDe Super Heaterssandeep kumarОценок пока нет
- 15.3 Other Types of DesuperheaterДокумент10 страниц15.3 Other Types of DesuperheaterJose VerdezotoОценок пока нет
- Basic Desuperheating TheoryДокумент4 страницыBasic Desuperheating TheoryAnonymous CX51waIОценок пока нет
- E United StatesДокумент3 страницыE United StatesIonut FloricaОценок пока нет
- Steam Desuperheaters: Bulletin 6DДокумент16 страницSteam Desuperheaters: Bulletin 6DnidhinОценок пока нет
- API RP 1102 Road and Rail Crossing Calculations For Buried Pipelines - Pipelines, Piping and Fluid Mechanics Engineering - Eng-Tips PDFДокумент2 страницыAPI RP 1102 Road and Rail Crossing Calculations For Buried Pipelines - Pipelines, Piping and Fluid Mechanics Engineering - Eng-Tips PDFnidhinОценок пока нет
- Brochure - Flange Insulation ProductsДокумент4 страницыBrochure - Flange Insulation ProductsnidhinОценок пока нет
- Flange Insulation Brochure Rev3Документ10 страницFlange Insulation Brochure Rev3Gilberto YoshidaОценок пока нет
- Flange IsolationДокумент12 страницFlange Isolationnedumaran.sОценок пока нет
- Steam Desuperheating: Reliability - High End Technology - SimplicityДокумент12 страницSteam Desuperheating: Reliability - High End Technology - SimplicitynidhinОценок пока нет
- Doclib 1101 IOM-7618Документ16 страницDoclib 1101 IOM-7618harryОценок пока нет
- DBL 818702 00 KDS13-KDL13 enДокумент4 страницыDBL 818702 00 KDS13-KDL13 ennidhinОценок пока нет
- Datasheet CBRN-CAP-1-Canister HS 6574A 0913Документ2 страницыDatasheet CBRN-CAP-1-Canister HS 6574A 0913nidhinОценок пока нет
- Desuperheater BrochureДокумент8 страницDesuperheater BrochurenopОценок пока нет
- Design Class Detail Overpressure Protection Project Date Capacity Design Item Design Class Class 1 Class 2 Class 3Документ1 страницаDesign Class Detail Overpressure Protection Project Date Capacity Design Item Design Class Class 1 Class 2 Class 3nidhinОценок пока нет
- Design Class Detail Plant Layout Project Date Expandability Design Item Design Class Class 1 Class 2 Class 3Документ2 страницыDesign Class Detail Plant Layout Project Date Expandability Design Item Design Class Class 1 Class 2 Class 3nidhinОценок пока нет
- Upload - Piping Stress Analysis - Contact and Saddle Support Stress 1.10Документ6 страницUpload - Piping Stress Analysis - Contact and Saddle Support Stress 1.10Anonymous qhVGVpОценок пока нет
- Flange Adaptors Brochure PDFДокумент2 страницыFlange Adaptors Brochure PDFnidhinОценок пока нет
- COVID 19 KEF Reference Manual Rev1 PDFДокумент13 страницCOVID 19 KEF Reference Manual Rev1 PDFnidhinОценок пока нет
- Design Class Detail Paco Project Date: Pump/Fin Fan Control Shall Be Local OnlyДокумент9 страницDesign Class Detail Paco Project Date: Pump/Fin Fan Control Shall Be Local OnlynidhinОценок пока нет
- Design Class Detail Piping Project Date Capacity Design Item Design Class Class 1 Class 2 Class 3Документ9 страницDesign Class Detail Piping Project Date Capacity Design Item Design Class Class 1 Class 2 Class 3nidhinОценок пока нет
- Fittings & Flanges For Pipe Series 2410 and 3410 Using The TaperTaper Adhesive-Bonded Joint FP657-10 0898Документ40 страницFittings & Flanges For Pipe Series 2410 and 3410 Using The TaperTaper Adhesive-Bonded Joint FP657-10 0898nidhinОценок пока нет
- Pald 2009Документ80 страницPald 2009John Paulo Guerta Serrano100% (2)
- Display Multiple Items in Pivot Table FilterДокумент42 страницыDisplay Multiple Items in Pivot Table FilternidhinОценок пока нет
- Kuwait Bus RoutesДокумент3 страницыKuwait Bus RoutesnidhinОценок пока нет
- Pipe Material Strength CalculationДокумент8 страницPipe Material Strength CalculationnidhinОценок пока нет
- ASTM Index PDFДокумент34 страницыASTM Index PDFnidhinОценок пока нет
- Kuwait Bus RoutesДокумент3 страницыKuwait Bus RoutesnidhinОценок пока нет
- ASTM Index PDFДокумент34 страницыASTM Index PDFnidhinОценок пока нет
- PROFIS Anchor 2.6.1: WWW - Hilti.usДокумент5 страницPROFIS Anchor 2.6.1: WWW - Hilti.usnidhinОценок пока нет
- Flow CalculationsДокумент4 страницыFlow CalculationsnidhinОценок пока нет
- Considerations For A Safe in Situ PWHT of A Corrosion Process TowerДокумент23 страницыConsiderations For A Safe in Situ PWHT of A Corrosion Process Towerعزت عبد المنعمОценок пока нет
- Ac Generator 2Документ22 страницыAc Generator 2Gilian Joy Mari PerezОценок пока нет
- CH 06Документ9 страницCH 06chaitanyacheggОценок пока нет
- Literature Review of ZnoДокумент7 страницLiterature Review of Znoea6mkqw2100% (1)
- Base Plate DesignДокумент21 страницаBase Plate Designtitir bagchi100% (1)
- The Design of Reinforced Earth Walls DGS 28-11Документ32 страницыThe Design of Reinforced Earth Walls DGS 28-11paulombatista100% (1)
- Sagging CalculationДокумент3 страницыSagging CalculationwiiztОценок пока нет
- Finite Element Modeling of Prestressed Concrete Spandrel BeamsДокумент11 страницFinite Element Modeling of Prestressed Concrete Spandrel Beamsلا للظلمОценок пока нет
- Answers To End-Of-Chapter Questions For Chapter 6, ThermometersДокумент2 страницыAnswers To End-Of-Chapter Questions For Chapter 6, ThermometersMencam AsongОценок пока нет
- Progress in Energy and Combustion Science Volume 6 Issue 2 1980 (Doi 10.1016/0360-1285 (80) 90002-7) F. Briscoe P. Shaw - Spread and Evaporation of LiquidДокумент14 страницProgress in Energy and Combustion Science Volume 6 Issue 2 1980 (Doi 10.1016/0360-1285 (80) 90002-7) F. Briscoe P. Shaw - Spread and Evaporation of LiquidFarahatОценок пока нет
- Richardson and ZakiДокумент1 страницаRichardson and ZakiMalik Saqib ShahzadОценок пока нет
- Multiaxial Fatigue Damage Models: D. SocieДокумент6 страницMultiaxial Fatigue Damage Models: D. SocieАлёнка БажуковаОценок пока нет
- Lesson Plan On Phase ChangesДокумент5 страницLesson Plan On Phase ChangesChristy RahonОценок пока нет
- Astm A 941 PDFДокумент7 страницAstm A 941 PDFDouglas Rodrigues0% (1)
- Bi VO3Документ4 страницыBi VO3mireladragomirОценок пока нет
- Integrated Circuit Fabrication ProcessДокумент14 страницIntegrated Circuit Fabrication ProcessSanthosh DheerajОценок пока нет
- Lecture 5Документ30 страницLecture 5Anonymous fSLJC1Оценок пока нет
- Laser ChecklistДокумент2 страницыLaser ChecklistDaniel GrigoriОценок пока нет
- A Study of Scrap Rubber Devulcanization and PDFДокумент216 страницA Study of Scrap Rubber Devulcanization and PDFalfiharadisОценок пока нет
- ICARДокумент32 страницыICARKusnadi PerdanaОценок пока нет
- Chapter 11: Phase Diagrams: Issues To Address..Документ42 страницыChapter 11: Phase Diagrams: Issues To Address..ozanОценок пока нет
- Silica Aerogel Granulate Material For Thermal Insulation and Day LightingДокумент9 страницSilica Aerogel Granulate Material For Thermal Insulation and Day LightingSupriyo ChakrabortyОценок пока нет
- CHM 529 2017 Assignment 1Документ2 страницыCHM 529 2017 Assignment 1Dick HardwoodОценок пока нет
- IRCHRBJournal Jan Jun 13Документ84 страницыIRCHRBJournal Jan Jun 13Himagiri Subramaniam100% (1)
- IS 3370 (Part 3) 1967 R 1999Документ14 страницIS 3370 (Part 3) 1967 R 1999Nayag Singh100% (1)
- DiodeModeling Tesi Gustavo 12gen2006 PDFДокумент102 страницыDiodeModeling Tesi Gustavo 12gen2006 PDFhitec92407Оценок пока нет
- C7 Activator WДокумент2 страницыC7 Activator WaОценок пока нет
- Icml Mla IДокумент3 страницыIcml Mla IDeepak100% (1)
- 1 s2.0 S1566119923001659 MainДокумент8 страниц1 s2.0 S1566119923001659 MainMatias AlonsoОценок пока нет
- Heat Treatment: Heat Treatment of Carbon Steels and Carbon Alloy SteelsДокумент4 страницыHeat Treatment: Heat Treatment of Carbon Steels and Carbon Alloy Steelsrahul12000Оценок пока нет
- Machine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsОт EverandMachine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsРейтинг: 4 из 5 звезд4/5 (4)
- Practical Reservoir Engineering and CharacterizationОт EverandPractical Reservoir Engineering and CharacterizationРейтинг: 4.5 из 5 звезд4.5/5 (3)
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesОт EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesРейтинг: 4 из 5 звезд4/5 (2)
- Pocket Guide to Flanges, Fittings, and Piping DataОт EverandPocket Guide to Flanges, Fittings, and Piping DataРейтинг: 3.5 из 5 звезд3.5/5 (22)
- Casing and Liners for Drilling and Completion: Design and ApplicationОт EverandCasing and Liners for Drilling and Completion: Design and ApplicationРейтинг: 5 из 5 звезд5/5 (3)
- Well Testing Project Management: Onshore and Offshore OperationsОт EverandWell Testing Project Management: Onshore and Offshore OperationsОценок пока нет
- Advanced Production Decline Analysis and ApplicationОт EverandAdvanced Production Decline Analysis and ApplicationРейтинг: 3.5 из 5 звезд3.5/5 (4)
- Heavy and Extra-heavy Oil Upgrading TechnologiesОт EverandHeavy and Extra-heavy Oil Upgrading TechnologiesРейтинг: 4 из 5 звезд4/5 (2)
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesОт EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesОценок пока нет
- Guide to the Practical Use of Chemicals in Refineries and PipelinesОт EverandGuide to the Practical Use of Chemicals in Refineries and PipelinesРейтинг: 5 из 5 звезд5/5 (1)
- The Petroleum Engineering Handbook: Sustainable OperationsОт EverandThe Petroleum Engineering Handbook: Sustainable OperationsРейтинг: 3.5 из 5 звезд3.5/5 (5)
- Advanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityОт EverandAdvanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityРейтинг: 3 из 5 звезд3/5 (2)
- Reservoir Engineering: The Fundamentals, Simulation, and Management of Conventional and Unconventional RecoveriesОт EverandReservoir Engineering: The Fundamentals, Simulation, and Management of Conventional and Unconventional RecoveriesРейтинг: 5 из 5 звезд5/5 (7)
- Gas and Oil Reliability Engineering: Modeling and AnalysisОт EverandGas and Oil Reliability Engineering: Modeling and AnalysisРейтинг: 4.5 из 5 звезд4.5/5 (6)
- Heat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsОт EverandHeat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsРейтинг: 4 из 5 звезд4/5 (6)