Вам также может понравиться
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1091)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- API 682 4th Edition Sealing CompetenceДокумент8 страницAPI 682 4th Edition Sealing CompetenceMarcio SilvaОценок пока нет
- RFCC FinalДокумент61 страницаRFCC Finalsem100% (5)
- Hydrogen Safety OverviewДокумент2 страницыHydrogen Safety OverviewgnkameshОценок пока нет
- Design and Assessment of A Membrane and Absorption Based Carbon Dioxide Removal Process For Oxidative Coupling of MethaneДокумент11 страницDesign and Assessment of A Membrane and Absorption Based Carbon Dioxide Removal Process For Oxidative Coupling of MethanechristiancandidoОценок пока нет
- Boiler Efficiency Calculation Tabel Data MethodДокумент2 страницыBoiler Efficiency Calculation Tabel Data MethodSomplak KudaОценок пока нет
- Optimization in Thermal Power N Desal PlantsДокумент55 страницOptimization in Thermal Power N Desal PlantsAhmed AnsariОценок пока нет
- Lurgi 2001 Methanol Casale Experience With A Russian Methanol Project FIMДокумент14 страницLurgi 2001 Methanol Casale Experience With A Russian Methanol Project FIMFer MugrabiОценок пока нет
- Structured Packing BrochureДокумент12 страницStructured Packing BrochureMoad Bouzida100% (1)
- Schwartz D StructureДокумент8 страницSchwartz D StructureMoad BouzidaОценок пока нет
- Computer-Aided Design: Dawei Li, Wenhe Liao, Ning Dai, Guoying Dong, Yunlong Tang, Yi Min XieДокумент13 страницComputer-Aided Design: Dawei Li, Wenhe Liao, Ning Dai, Guoying Dong, Yunlong Tang, Yi Min XieMoad BouzidaОценок пока нет
- Formula RioДокумент11 страницFormula RioMoad BouzidaОценок пока нет
- Some Terms of Purification Methods' in ChemistryДокумент8 страницSome Terms of Purification Methods' in ChemistryMd.Mehdi MasudОценок пока нет
- Fuel Oil SystemДокумент3 страницыFuel Oil Systemricky100% (1)
- LNG Cold Energy Utilization UpdatedДокумент13 страницLNG Cold Energy Utilization UpdateddishankmpatelОценок пока нет
- RRC 20190425110859 2018-Annual-Report PDFДокумент330 страницRRC 20190425110859 2018-Annual-Report PDFAndreea Gabriela PeneОценок пока нет
- Sulfuric AcidДокумент24 страницыSulfuric AcidRoydia SimanОценок пока нет
- Synthesis of An Alkyl HalideДокумент4 страницыSynthesis of An Alkyl HalideRuther CabralОценок пока нет
- Autonomous Institution Affiliated To Anna University, ChennaiДокумент4 страницыAutonomous Institution Affiliated To Anna University, ChennaiCHARUMATHE NОценок пока нет
- Thermochemistry: PROBLEM SET #1: Chemistry For Engineers & Engineering TechnologistsДокумент3 страницыThermochemistry: PROBLEM SET #1: Chemistry For Engineers & Engineering TechnologistsRyo SumidaОценок пока нет
- Patent of Quench TankДокумент9 страницPatent of Quench TankAbdulrahman ezzaldeenОценок пока нет
- List of Operational CNG Stations of GSPC Gas in GujaratДокумент5 страницList of Operational CNG Stations of GSPC Gas in Gujaratakash_81087Оценок пока нет
- BPC - MS+ Sep 2010Документ8 страницBPC - MS+ Sep 2010Rachna SinghОценок пока нет
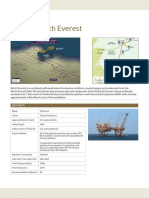
- North Everest FieldДокумент2 страницыNorth Everest FieldsmashfacemcgeeОценок пока нет
- Teaching 922 18783 1613332733 1Документ39 страницTeaching 922 18783 1613332733 1Stark JohnОценок пока нет
- Expt 1-Factors Affecting Reaction RateДокумент25 страницExpt 1-Factors Affecting Reaction Ratetwinkledreampoppies100% (5)
- Chapter 5 Alkynes - Introduction To Organic SynthesisДокумент20 страницChapter 5 Alkynes - Introduction To Organic Synthesisdead soulОценок пока нет
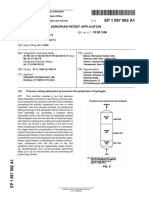
- EP1097902A1Документ29 страницEP1097902A1Михаил ПолковниковОценок пока нет
- Overview of C2.4 - C2.7Документ5 страницOverview of C2.4 - C2.7JamaliОценок пока нет
- HPLC Main EquationsДокумент4 страницыHPLC Main EquationsAmma FoundationОценок пока нет
- 練習單3 2Документ8 страниц練習單3 2Marco RezendeОценок пока нет
- APS Company Profile Presentation To KSO PTM EP Telaga Said March 11 2014Документ26 страницAPS Company Profile Presentation To KSO PTM EP Telaga Said March 11 2014Nik AbduhОценок пока нет
- McCabe Thiele ConstructionДокумент50 страницMcCabe Thiele ConstructionUmur Faruok Olumide SobayoОценок пока нет
- Distribution CoefficientДокумент5 страницDistribution Coefficientaryajs2017Оценок пока нет
- Database - Petroleum Storage Facilities As of March 2016 - ListДокумент5 страницDatabase - Petroleum Storage Facilities As of March 2016 - ListBasil OgbunudeОценок пока нет