Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Quantum Physics Manifestation SuperguideДокумент53 страницыQuantum Physics Manifestation SuperguideQC Rapoo67% (3)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Design of Hydraulic Systems For Lift TrucksДокумент264 страницыDesign of Hydraulic Systems For Lift TrucksThuan LeОценок пока нет
- Go Silently at High Pressure & High Speed: CONTINUUM® SeriesДокумент54 страницыGo Silently at High Pressure & High Speed: CONTINUUM® SeriesYazad DoctorrОценок пока нет
- NG Flow Meters Why Calibrate Terry GrimleyДокумент59 страницNG Flow Meters Why Calibrate Terry GrimleyPrayogo WibisonoОценок пока нет
- 4.01.1 Fish Bone Diagram InvoicesДокумент19 страниц4.01.1 Fish Bone Diagram InvoicesmfernandОценок пока нет
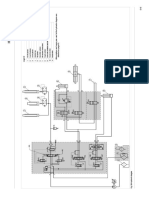
- 5TD STD Hydraulic SchematicДокумент1 страница5TD STD Hydraulic SchematicYazad DoctorrОценок пока нет
- Parflex Fluid Conveyance: Temperature, Flexibility, Abrasion and Length ChangeДокумент2 страницыParflex Fluid Conveyance: Temperature, Flexibility, Abrasion and Length ChangeYazad DoctorrОценок пока нет
- Step by Step Maintenance Guide For Mast Hose: Used in Over-the-Sheave ApplicationsДокумент6 страницStep by Step Maintenance Guide For Mast Hose: Used in Over-the-Sheave ApplicationsYazad DoctorrОценок пока нет
- New High-Performance PU-Cover Rubber Hoses: The Fusion of Two Worlds in OneДокумент10 страницNew High-Performance PU-Cover Rubber Hoses: The Fusion of Two Worlds in OneYazad DoctorrОценок пока нет
- Bucher Ctype Flow - Control - Valve - Test ReportДокумент1 страницаBucher Ctype Flow - Control - Valve - Test ReportYazad DoctorrОценок пока нет
- Parflex Fluid Conveyance: Temperature, Flexibility, Abrasion and Length ChangeДокумент2 страницыParflex Fluid Conveyance: Temperature, Flexibility, Abrasion and Length ChangeYazad DoctorrОценок пока нет
- Java Mock InterviewДокумент78 страницJava Mock InterviewYazad DoctorrОценок пока нет
- DSN 09 F1 - 00 - Testing and Validation Request FormДокумент1 страницаDSN 09 F1 - 00 - Testing and Validation Request FormYazad DoctorrОценок пока нет
- Pressure Reducing Valve Spool Type, Pilot-Operated SAE-8 Cartridge - 350 BarДокумент2 страницыPressure Reducing Valve Spool Type, Pilot-Operated SAE-8 Cartridge - 350 BarYazad DoctorrОценок пока нет
- Parflex Fluid Conveyance: Temperature, Flexibility, Abrasion and Length ChangeДокумент2 страницыParflex Fluid Conveyance: Temperature, Flexibility, Abrasion and Length ChangeYazad DoctorrОценок пока нет
- CKTДокумент1 страницаCKTYazad DoctorrОценок пока нет
- High Performance Vane Pump: VP SPДокумент3 страницыHigh Performance Vane Pump: VP SPYazad DoctorrОценок пока нет
- Hydac Pressure Compensator Validation On Inlet & D Port Validation SheetДокумент2 страницыHydac Pressure Compensator Validation On Inlet & D Port Validation SheetYazad DoctorrОценок пока нет
- hdm18 - 200 P 991210 enДокумент19 страницhdm18 - 200 P 991210 enAlejandro NavaОценок пока нет
- Essential Components of Business AcumenДокумент2 страницыEssential Components of Business AcumenYazad DoctorrОценок пока нет
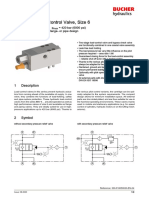
- Leak-Free Load-Control Valve, Size 6Документ9 страницLeak-Free Load-Control Valve, Size 6Yazad DoctorrОценок пока нет
- RFT 043 RFT 072: Return Filters - LightlineДокумент5 страницRFT 043 RFT 072: Return Filters - LightlineYazad DoctorrОценок пока нет
- Pressure Compensated Partially Adjustable Flow Regulators, With Male-Female SleeveДокумент2 страницыPressure Compensated Partially Adjustable Flow Regulators, With Male-Female SleeveYazad DoctorrОценок пока нет
- Dimensions For Banjo Eye (BSP) : Size Dimension D' Dimension D' Dimension H'Документ1 страницаDimensions For Banjo Eye (BSP) : Size Dimension D' Dimension D' Dimension H'Yazad DoctorrОценок пока нет
- Dimensions For Banjo Eye (BSP) : Size Dimension D' Dimension D' Dimension H'Документ1 страницаDimensions For Banjo Eye (BSP) : Size Dimension D' Dimension D' Dimension H'Yazad DoctorrОценок пока нет
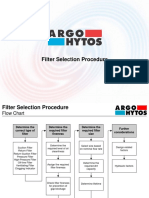
- Filter Selection Procedure: We Produce Fluid Power SolutionsДокумент9 страницFilter Selection Procedure: We Produce Fluid Power SolutionsYazad DoctorrОценок пока нет
- Load Sensing Pressure Booster: 1 DescriptionДокумент2 страницыLoad Sensing Pressure Booster: 1 DescriptionYazad DoctorrОценок пока нет
- Hose SpecsДокумент3 страницыHose SpecsYazad DoctorrОценок пока нет
- Dimensions For Banjo Eye (BSP) : Size Dimension D' Dimension D' Dimension H'Документ1 страницаDimensions For Banjo Eye (BSP) : Size Dimension D' Dimension D' Dimension H'Yazad DoctorrОценок пока нет
- Ofsj2433Документ11 страницOfsj2433Yazad DoctorrОценок пока нет
- E7106 16 11 16 - RFM 2 Loch - KatalogversionДокумент6 страницE7106 16 11 16 - RFM 2 Loch - KatalogversionYazad DoctorrОценок пока нет
- Raw Materials Test CertificateДокумент12 страницRaw Materials Test CertificateNADEEM AHMEDОценок пока нет
- Zero MV Calibration DSF Calibration: 50 Yards 100 Yards 200 Yards 300 YardsДокумент1 страницаZero MV Calibration DSF Calibration: 50 Yards 100 Yards 200 Yards 300 YardsCarlos SolanoОценок пока нет
- Dam Deformation-2Документ20 страницDam Deformation-2Fajar A KurniawanОценок пока нет
- Green Science 9 Final PDF (2076)Документ408 страницGreen Science 9 Final PDF (2076)Nominal Dahal100% (1)
- Assignment Solution 1Документ8 страницAssignment Solution 1Ayush KumarОценок пока нет
- ASTM D 638 - 14 Standard Test Method For Tensile Properties of PlasticsДокумент1 страницаASTM D 638 - 14 Standard Test Method For Tensile Properties of PlasticsGustavoОценок пока нет
- Spiral Curve Earthworks and Hydrographic SurveyДокумент7 страницSpiral Curve Earthworks and Hydrographic Surveykevin_ramos007100% (1)
- The Ammonia Process - A Challenge For Materials, Fabrication and Design of The ComponentsДокумент14 страницThe Ammonia Process - A Challenge For Materials, Fabrication and Design of The ComponentsGrootОценок пока нет
- Architecture and Its Close Relationship With PhysicsДокумент7 страницArchitecture and Its Close Relationship With PhysicsMarco AponteОценок пока нет
- Preposition Class 7Документ6 страницPreposition Class 7ishaagarwal400Оценок пока нет
- ĐỀ HSG ANH LỚP 9 năm 2021 - 802Документ2 страницыĐỀ HSG ANH LỚP 9 năm 2021 - 802Hồ Ngọc TrAnhОценок пока нет
- Low Temperature ApplicationsДокумент411 страницLow Temperature ApplicationsjawaharsorpioОценок пока нет
- Power Factor Sizing GuideДокумент6 страницPower Factor Sizing GuideMatt SmithОценок пока нет
- Análisis de La Formabilidad de Láminas de Acero AISI 304 Con Diferentes Espesores Mediante Sus Propiedades de TracciónДокумент9 страницAnálisis de La Formabilidad de Láminas de Acero AISI 304 Con Diferentes Espesores Mediante Sus Propiedades de TracciónLuis Carlos Moscote AtencioОценок пока нет
- Iit RPR Ma201Документ2 страницыIit RPR Ma201atggregОценок пока нет
- Topic 5 - Curvilinear Motion - 2Документ17 страницTopic 5 - Curvilinear Motion - 2Eugene GarbosaОценок пока нет
- Ficha Tecnica Paxon As55003Документ2 страницыFicha Tecnica Paxon As55003Eleannys GarciasОценок пока нет
- Problem 5 - Shear Force and Bending Moment Diagram of BeamДокумент3 страницыProblem 5 - Shear Force and Bending Moment Diagram of BeamShreya PatilОценок пока нет
- Mathematics 8 Quarter 4 - Week 3 Written Work 2: VE BisectsДокумент3 страницыMathematics 8 Quarter 4 - Week 3 Written Work 2: VE BisectsVan Amiel CovitaОценок пока нет
- Dinding RumahДокумент1 страницаDinding RumahKuli Wakil NegoroОценок пока нет
- Research On Interactive Steering Control Strategy Between Driver and AFS in Different Game Equilibrium Strategies and Information PatternsДокумент33 страницыResearch On Interactive Steering Control Strategy Between Driver and AFS in Different Game Equilibrium Strategies and Information PatternsSasi VardhanОценок пока нет
- EOS Tuning 1671172242Документ34 страницыEOS Tuning 1671172242ASKY PОценок пока нет
- DRD Rescue: Double Rope Descender With Two Jamming PositionsДокумент3 страницыDRD Rescue: Double Rope Descender With Two Jamming PositionsferreiraОценок пока нет
- Dielectric StrengthДокумент3 страницыDielectric Strengthdraganscribd12Оценок пока нет
- SW Full M16X2PX70 A193 B7 ZN Al SM0000000002 - BlankingДокумент1 страницаSW Full M16X2PX70 A193 B7 ZN Al SM0000000002 - BlankingGauravОценок пока нет
- Fast Electrochemical Impedance Spectroscopy As A Statistical Condition Monitoring ToolДокумент90 страницFast Electrochemical Impedance Spectroscopy As A Statistical Condition Monitoring ToolrenatojrОценок пока нет
- Grade 12 MathematicsДокумент9 страницGrade 12 MathematicsMPS QUESTION PAPER SUBMISSIONОценок пока нет
- Class 6 Physics: (Lesson Details For Final Exams) : Syllabus: Chapter 2.07, 2.08 and 2.10Документ2 страницыClass 6 Physics: (Lesson Details For Final Exams) : Syllabus: Chapter 2.07, 2.08 and 2.10tasnimОценок пока нет