Вам также может понравиться
- API 581 COF: Level 1 Calculation Procedure - Simplified PDFДокумент53 страницыAPI 581 COF: Level 1 Calculation Procedure - Simplified PDFKhaled IntegrityОценок пока нет
- Hitachi Air-Cooled Chiller PDFДокумент46 страницHitachi Air-Cooled Chiller PDFJeffrey Chua60% (5)
- Time Chart - A Model For Finding Meaning and Explaination PDFДокумент92 страницыTime Chart - A Model For Finding Meaning and Explaination PDFdfronssОценок пока нет
- RCU - RCUP AUZ SM Service ManualДокумент36 страницRCU - RCUP AUZ SM Service ManualRexCrazyMind100% (3)
- Acoustics The Science of SoundДокумент132 страницыAcoustics The Science of SoundDelaniaD100% (4)
- Nakshatra Shiromani 1Документ5 страницNakshatra Shiromani 1ashu999Оценок пока нет
- KP AyanamsaДокумент0 страницKP AyanamsadombipinОценок пока нет
- Sub Harmonics by Rajendra NimjeДокумент14 страницSub Harmonics by Rajendra NimjerajendranimjeОценок пока нет
- KPEzine March 2007 PDFДокумент42 страницыKPEzine March 2007 PDFRavi BansalОценок пока нет
- PP AyanamsaДокумент6 страницPP AyanamsaBK UttamОценок пока нет
- Neeraj Sobti-VarshaphalaДокумент5 страницNeeraj Sobti-VarshaphalaAvanindra MisraОценок пока нет
- KP Ezine 2015 JuneДокумент40 страницKP Ezine 2015 JuneShiv KrishnaОценок пока нет
- KP Stellar Astrological AspectДокумент1 страницаKP Stellar Astrological AspectSaini Varun100% (1)
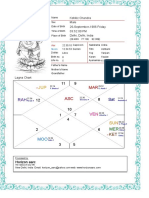
- Name Date of Birth Time Place of Birth Ascendant Ascendant Lord GanДокумент4 страницыName Date of Birth Time Place of Birth Ascendant Ascendant Lord GanHimanshu GoelОценок пока нет
- KP Astrology-Denial of Child Birth-3Документ5 страницKP Astrology-Denial of Child Birth-3rahul106Оценок пока нет
- 7 Jaimini Chara Karakas - Chitra Vedic AstrologyДокумент4 страницы7 Jaimini Chara Karakas - Chitra Vedic AstrologyTimes Educare100% (1)
- Jyotishya Deepika User ManualДокумент69 страницJyotishya Deepika User ManualKaranbir SinghОценок пока нет
- Leo Star Manual EnglishДокумент161 страницаLeo Star Manual Englishdharmendra_ssaaОценок пока нет
- XXXXДокумент6 страницXXXXVirgil HardyОценок пока нет
- DetHoro Dandana PDFДокумент34 страницыDetHoro Dandana PDFAntony JebarajОценок пока нет
- All Rank List PDFДокумент791 страницаAll Rank List PDFVignesh0% (1)
- KP System PredictionДокумент4 страницыKP System PredictionRavan SharmaОценок пока нет
- Sub Harmonics Presentation During KP Astrology Summit On 10march19 PDFДокумент33 страницыSub Harmonics Presentation During KP Astrology Summit On 10march19 PDFSs Engineering ServicesОценок пока нет
- Sunil Sengar: Significators Summary (Cusp Wise)Документ1 страницаSunil Sengar: Significators Summary (Cusp Wise)avneeshkumarrashmiОценок пока нет
- BB Meanyr LN Cyls Tithi CountДокумент4 страницыBB Meanyr LN Cyls Tithi CountRajender SalujaОценок пока нет
- Bhrighu Chakra Padathi Calculations - V0.1Документ12 страницBhrighu Chakra Padathi Calculations - V0.1SuryasukraОценок пока нет
- Astrology and Its Connection With Vedanta - by VenkataravaДокумент72 страницыAstrology and Its Connection With Vedanta - by VenkataravaRaj PatilОценок пока нет
- KP Panchanga 2015Документ188 страницKP Panchanga 2015Karanbir SinghОценок пока нет
- Houses Type A Type B Tpye C Type D 3 Su, Ve, Ke Ju, Sa MA 9 Ma, Ju, Sa VE 12 KE SA 2 Su, Ve JU 8 MO ME 11 MA Su, Ve JUДокумент2 страницыHouses Type A Type B Tpye C Type D 3 Su, Ve, Ke Ju, Sa MA 9 Ma, Ju, Sa VE 12 KE SA 2 Su, Ve JU 8 MO ME 11 MA Su, Ve JUDheeraj ParasharОценок пока нет
- Rule of Origin-20100324-194443Документ8 страницRule of Origin-20100324-194443Sameer KumarОценок пока нет
- Vedic Child Planner - Baby Predictor - Baby Astrology CalculatorДокумент3 страницыVedic Child Planner - Baby Predictor - Baby Astrology CalculatorAshok Kumar AKОценок пока нет
- Transits YearlyДокумент6 страницTransits Yearlyeddie lesnarОценок пока нет
- Backward Theory-By ADITH KASINATH SirДокумент3 страницыBackward Theory-By ADITH KASINATH SirC SELVARAJОценок пока нет
- Learn Astrology Lessons, Which Are More Than 100 in Numbers, Cover Each and Every Aspect of Life of A PersonДокумент1 страницаLearn Astrology Lessons, Which Are More Than 100 in Numbers, Cover Each and Every Aspect of Life of A PersonSourabh HajraОценок пока нет
- Lagna Chart Chalit Chart: Assignment No - 08BДокумент13 страницLagna Chart Chalit Chart: Assignment No - 08BHimanshu GoelОценок пока нет
- True Astrology SoftwareДокумент2 страницыTrue Astrology Softwarekarunakaran09Оценок пока нет
- Timings To Avoid Based On Ghatak Chakra - Mariocean@gmail - Com - GmailДокумент3 страницыTimings To Avoid Based On Ghatak Chakra - Mariocean@gmail - Com - GmailMariana SantosОценок пока нет
- Cuspal InterlinksДокумент2 страницыCuspal InterlinksR. R. ArivazhaganОценок пока нет
- Vedic Astrology Section Report English EI PDFДокумент376 страницVedic Astrology Section Report English EI PDFaniruddha prabhuОценок пока нет
- 8 Parameters To Arrive at Timing of Astrology - Divination - Astrology, Tarot, Oracle .Документ4 страницы8 Parameters To Arrive at Timing of Astrology - Divination - Astrology, Tarot, Oracle .astroprophecyОценок пока нет
- Astrology and Athrishta - K.P. - 12 Issues - 1971 PDFДокумент368 страницAstrology and Athrishta - K.P. - 12 Issues - 1971 PDFsmarttrader1Оценок пока нет
- Varnada LagnaДокумент1 страницаVarnada Lagnaindians jonesОценок пока нет
- KPДокумент292 страницыKPexpertjatakОценок пока нет
- Lesson 1-5Документ24 страницыLesson 1-5Subrata ChatterjeeОценок пока нет
- Bhava GMP PDFДокумент4 страницыBhava GMP PDFKarthika AravinthОценок пока нет
- Is It Necessary To Get Afraid of Sade SatiДокумент9 страницIs It Necessary To Get Afraid of Sade Satiraj sharmaОценок пока нет
- Intraday PredictionДокумент4 страницыIntraday PredictionMaruthee SharmaОценок пока нет
- Ashtak VargДокумент7 страницAshtak VargpriteshbamaniaОценок пока нет
- Return To Motherland From ForeignДокумент3 страницыReturn To Motherland From ForeignHarry HartОценок пока нет
- Eps System of Astrology KP Starone-Eps System Edition-Software Version 7.0Документ2 страницыEps System of Astrology KP Starone-Eps System Edition-Software Version 7.0Dheeraj ParasharОценок пока нет
- Another NavamansaДокумент3 страницыAnother NavamansaRavindra Kumar KaulОценок пока нет
- Jyotish - KP Year Book 2010 PDFДокумент159 страницJyotish - KP Year Book 2010 PDFrameshctlatpОценок пока нет
- Mother's Death From Daughter's Chart by K.PДокумент2 страницыMother's Death From Daughter's Chart by K.PKALSHUBH100% (1)
- Cuspal Interlinks Theory Micro AstrologyДокумент2 страницыCuspal Interlinks Theory Micro Astrologyrajeshc99Оценок пока нет
- Job LossДокумент3 страницыJob LossVenkata RamanammaОценок пока нет
- How To Interpret A Horoscope?Документ4 страницыHow To Interpret A Horoscope?VibhutiGanesh JiОценок пока нет
- Advanced Astrology Chart - Part 1Документ11 страницAdvanced Astrology Chart - Part 1BC AmrathaОценок пока нет
- Vedicrishi Janam Kundali English PDFДокумент69 страницVedicrishi Janam Kundali English PDFNaresh PalepuОценок пока нет
- DAO 1992-29 - IRR of RA6969Документ27 страницDAO 1992-29 - IRR of RA6969Pacific Spectrum100% (1)
- DAO 2001-34 Implementing Rules and Regulations of RA 9003Документ99 страницDAO 2001-34 Implementing Rules and Regulations of RA 9003Paolo Gonzales67% (3)
- DAO 1992 29 IRR of 6969 PDFДокумент20 страницDAO 1992 29 IRR of 6969 PDFdinvОценок пока нет
- Dao 1997-38Документ13 страницDao 1997-38nylznerОценок пока нет
- Dao 2000-98 PDFДокумент179 страницDao 2000-98 PDFJohnKevinVillarОценок пока нет
- DAO 2004-36 - Procedural Manual Title III of DAO 92-29 Hazardous Waste ManagementДокумент61 страницаDAO 2004-36 - Procedural Manual Title III of DAO 92-29 Hazardous Waste ManagementPacific Spectrum100% (6)
- Vortex TrainingДокумент17 страницVortex TrainingRexCrazyMindОценок пока нет
- CNC CIP Flow Diagram Rev0Документ1 страницаCNC CIP Flow Diagram Rev0RexCrazyMindОценок пока нет
- Variable Area TrainingДокумент12 страницVariable Area TrainingRexCrazyMindОценок пока нет
- Alia AHT530 Portable HART CommunicatorДокумент2 страницыAlia AHT530 Portable HART CommunicatorRexCrazyMindОценок пока нет
- Rcu - Rcup-Auz - SC2-P02QДокумент56 страницRcu - Rcup-Auz - SC2-P02QRexCrazyMind50% (2)
- Variable Area TrainingДокумент12 страницVariable Area TrainingRexCrazyMindОценок пока нет
- Mag TrainingДокумент17 страницMag TrainingRexCrazyMindОценок пока нет
- VTX TrainingДокумент9 страницVTX TrainingRexCrazyMindОценок пока нет
- Vortex TrainingДокумент17 страницVortex TrainingRexCrazyMindОценок пока нет
- Mag TrainingДокумент17 страницMag TrainingRexCrazyMindОценок пока нет
- Paperless Recorder TrainingДокумент9 страницPaperless Recorder TrainingRexCrazyMindОценок пока нет
- Paperless Recorder TrainingДокумент9 страницPaperless Recorder TrainingRexCrazyMindОценок пока нет
- DP PT TrainingДокумент19 страницDP PT TrainingRexCrazyMindОценок пока нет
- DP PT TrainingДокумент19 страницDP PT TrainingRexCrazyMindОценок пока нет
- Alia Technology LLC: Electromagnetic FlowmeterДокумент11 страницAlia Technology LLC: Electromagnetic FlowmeterRexCrazyMindОценок пока нет
- Training For ALIA Ultrasonic FlowmeterДокумент20 страницTraining For ALIA Ultrasonic FlowmeterRexCrazyMind100% (1)
- Training For ALIA MAG: Specifications About Electromagnetic FlowmeterДокумент18 страницTraining For ALIA MAG: Specifications About Electromagnetic FlowmeterRexCrazyMindОценок пока нет
- Alia AMC2100 ConverterДокумент4 страницыAlia AMC2100 ConverterRexCrazyMindОценок пока нет
- Alia AHV400 UpdateДокумент2 страницыAlia AHV400 UpdateRexCrazyMindОценок пока нет
- Alia AMC3100 ConverterДокумент4 страницыAlia AMC3100 ConverterRexCrazyMindОценок пока нет
- Alia AMC2100E ConverterДокумент4 страницыAlia AMC2100E ConverterRexCrazyMindОценок пока нет
- AMC3200V1 2 0 r1 A4 en PDFДокумент4 страницыAMC3200V1 2 0 r1 A4 en PDFJimmy Floyd HasselbainkОценок пока нет
- Livro - Modern Compressible Flow (2) 81-160Документ80 страницLivro - Modern Compressible Flow (2) 81-160Antônio Jorge SesanaОценок пока нет
- Density Measurement by Vibrating TubeДокумент8 страницDensity Measurement by Vibrating TubeAlkaby RaheemОценок пока нет
- 37DLPlus TrainingДокумент192 страницы37DLPlus TrainingJai PatelОценок пока нет
- Experiment 303 Kundts Tube Velocity of Sound in SolidДокумент1 страницаExperiment 303 Kundts Tube Velocity of Sound in SolidJasmin DionisioОценок пока нет
- Lecture Phy SoundДокумент51 страницаLecture Phy SoundYi Ying HannieОценок пока нет
- Helmholtz Resonator With SpheresДокумент6 страницHelmholtz Resonator With SpheresadjutisОценок пока нет
- General Physics 1 Sound Basics Week 5 (Second Quarter) : I.Content StandardДокумент11 страницGeneral Physics 1 Sound Basics Week 5 (Second Quarter) : I.Content StandardMICHAEL JIMENOОценок пока нет
- TCRP Wheel Rail Noise ReportДокумент220 страницTCRP Wheel Rail Noise ReportAnonymous OmwbxkB100% (1)
- EI Uniguard Inst Guide V4 0 1-4-20131004 enДокумент25 страницEI Uniguard Inst Guide V4 0 1-4-20131004 enDiky AbrialОценок пока нет
- Science 117 - SG 2 Sound and HearingДокумент16 страницScience 117 - SG 2 Sound and HearingDen Angelica DungoОценок пока нет
- Chapter 26 NotesДокумент106 страницChapter 26 NotesFrancesca D'AnnunzioОценок пока нет
- 16 Sound Waves Cie o Level PhysicsДокумент14 страниц16 Sound Waves Cie o Level PhysicsSonya MuzaffarОценок пока нет
- Models For Analysis of Water Hammer in Piping With Entrapped Air - Chaiko - 2002 - PPL CorporationДокумент11 страницModels For Analysis of Water Hammer in Piping With Entrapped Air - Chaiko - 2002 - PPL CorporationElias TascaОценок пока нет
- Answer Key Its All About WavesДокумент4 страницыAnswer Key Its All About WavesyeiОценок пока нет
- Which Will Weigh The Least Without AnswerДокумент7 страницWhich Will Weigh The Least Without AnswerumeshОценок пока нет
- Sound WS 1 - Graphical RepresentationДокумент9 страницSound WS 1 - Graphical RepresentationVikas SharmaОценок пока нет
- Genphysics q2 Mod5Документ28 страницGenphysics q2 Mod5Mhasie Joy PondevidaОценок пока нет
- Accoustic Induced Vibration-1Документ6 страницAccoustic Induced Vibration-1cpsankarОценок пока нет
- Macro Language Editor Examples: 1. Mach Number Calculation (Mach - WWB)Документ4 страницыMacro Language Editor Examples: 1. Mach Number Calculation (Mach - WWB)Franz EddyОценок пока нет
- S.6 Physics WavesДокумент20 страницS.6 Physics WavesSABAKAKI JOHNОценок пока нет
- Fluid Properties ME322 (Semester 372) - 1Документ23 страницыFluid Properties ME322 (Semester 372) - 1AhmadОценок пока нет
- Lecture NotesДокумент21 страницаLecture NotesMohamed Abdallah Elsheraiy Saad0% (1)
- Lesson 3 Propagation of Sound in SLGДокумент6 страницLesson 3 Propagation of Sound in SLGMerlpa May AlcardeОценок пока нет
- Maulana Abul Kalam Azad University of Technology, West BengalДокумент32 страницыMaulana Abul Kalam Azad University of Technology, West BengalarindamckbtОценок пока нет
- Speed of Sound - Physics LibreTextsДокумент6 страницSpeed of Sound - Physics LibreTextsHemant KuralkarОценок пока нет
- UT (NDT4) 2010 EnglishДокумент133 страницыUT (NDT4) 2010 EnglishTeymur RegenmaisterОценок пока нет
- AcousticsДокумент8 страницAcousticsDenaiya Watton Leeh100% (2)
- JTB Pulse - Str1 - Data2 - FCAДокумент2 страницыJTB Pulse - Str1 - Data2 - FCAsutandri siregar100% (1)