Вам также может понравиться
- WI-INSP-01 R2 Work Instruction-Pressure Vessel InspДокумент8 страницWI-INSP-01 R2 Work Instruction-Pressure Vessel InspRakesh Mishra100% (1)
- Control of Calibration For Inspection and Test Equipment For Shah Deniz Phase 2 Jackets, Piles & Associated ItemsДокумент8 страницControl of Calibration For Inspection and Test Equipment For Shah Deniz Phase 2 Jackets, Piles & Associated ItemscarydacОценок пока нет
- Holiday Detection of Cured Coatings For Shah Deniz Phase 2 Jackets, Piles & Associated ItemsДокумент9 страницHoliday Detection of Cured Coatings For Shah Deniz Phase 2 Jackets, Piles & Associated ItemscarydacОценок пока нет
- AC7114-1 Rev M Final Editorial 5 DECДокумент60 страницAC7114-1 Rev M Final Editorial 5 DECRaja HoneОценок пока нет
- Pp4 CM Ir 1004 001 - Rev. A - Itp For PipingДокумент7 страницPp4 CM Ir 1004 001 - Rev. A - Itp For PipingHungManhОценок пока нет
- U.T ProcedureДокумент10 страницU.T ProceduretreyX67Оценок пока нет
- PAUT ProcedureДокумент50 страницPAUT ProcedureAvijit Debnath100% (1)
- TSH-IP-00.0002 - 04 Overlay InspectionДокумент4 страницыTSH-IP-00.0002 - 04 Overlay InspectionCong BuiОценок пока нет
- JG-SC-003 NDTДокумент10 страницJG-SC-003 NDTarsil5840Оценок пока нет
- 1101 - 1 Procedure For Radiography Rev 1 Dt.19!04!2017 ZORДокумент72 страницы1101 - 1 Procedure For Radiography Rev 1 Dt.19!04!2017 ZORnathgsurendraОценок пока нет
- Blowers Fans Supply Verification ITPДокумент7 страницBlowers Fans Supply Verification ITPgauravamberkarОценок пока нет
- 7T04 CS Kma PR ND 0005Документ12 страниц7T04 CS Kma PR ND 0005Hatem Ragab100% (1)
- NDE Procedures: Authorized byДокумент4 страницыNDE Procedures: Authorized byEdAlmОценок пока нет
- TSH Ip 53.0052 - 02Документ4 страницыTSH Ip 53.0052 - 02Cong BuiОценок пока нет
- AC7114-1 Rev LДокумент41 страницаAC7114-1 Rev LCaio Fazzioli TavaresОценок пока нет
- Mech FIR-006Документ2 страницыMech FIR-006Bibin Chacko MammenОценок пока нет
- WIS-QCWT-01 - Receiving Plate Inspection - R1Документ4 страницыWIS-QCWT-01 - Receiving Plate Inspection - R1fajar aljogjaОценок пока нет
- TSH Ip 53.0050 - 02Документ6 страницTSH Ip 53.0050 - 02Cong BuiОценок пока нет
- Inspection Task Report No. - 1 - : Rev.01 1 Inspection Activity Hydrotest of FlowlineДокумент17 страницInspection Task Report No. - 1 - : Rev.01 1 Inspection Activity Hydrotest of FlowlinehilalОценок пока нет
- 4) RT-EQ-P-03 - Control of NDT Equipments and ConsumablesДокумент6 страниц4) RT-EQ-P-03 - Control of NDT Equipments and ConsumablesMOHD AZMIL AMIN BIN MOHAMAD STUDENT100% (1)
- ITP - Field Application of Heat Shrink SleeveДокумент6 страницITP - Field Application of Heat Shrink SleeveVasilica BArbarasaОценок пока нет
- Ac7114 1 Rev H Audit Criteria For Nondestructive Testing Facility Penetrant Survey 1Документ33 страницыAc7114 1 Rev H Audit Criteria For Nondestructive Testing Facility Penetrant Survey 1vignesh seenirajОценок пока нет
- Inspection and Test Plan For Surface Preparation and PaintingДокумент2 страницыInspection and Test Plan For Surface Preparation and PaintingNoor Rose Eka RoseОценок пока нет
- Process Piping Inspection Procedure Rev.2 PDFДокумент34 страницыProcess Piping Inspection Procedure Rev.2 PDFLevi Porter100% (6)
- TSH-IP-00.0025 - 02 Bore & Counter Bore Diameter and Chamfer Diameter InspectionДокумент5 страницTSH-IP-00.0025 - 02 Bore & Counter Bore Diameter and Chamfer Diameter InspectionCong BuiОценок пока нет
- Radiographic Test Procedure For Ethanol PipingДокумент41 страницаRadiographic Test Procedure For Ethanol PipingFahmy FlipОценок пока нет
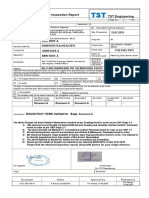
- TST IR Clair P 575 Bought Out Items BAGS DT 22.07.2019Документ2 страницыTST IR Clair P 575 Bought Out Items BAGS DT 22.07.2019MOUNESH REDDYОценок пока нет
- Qap Wo 7 r0 (Ion Exchange)Документ1 страницаQap Wo 7 r0 (Ion Exchange)KailasОценок пока нет
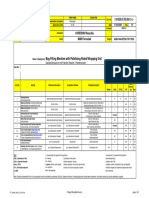
- Inspection Report: CPP-RM-PO-0180Документ4 страницыInspection Report: CPP-RM-PO-0180ANIL PLAMOOTTIL0% (1)
- KAN-TN-LI 06 KAN Technical Notes For Accreditation of Inspection Bodies in The Scope of Natural ResouДокумент10 страницKAN-TN-LI 06 KAN Technical Notes For Accreditation of Inspection Bodies in The Scope of Natural ResouBachrul UlumОценок пока нет
- TSH Ip 53.0051 - 02Документ5 страницTSH Ip 53.0051 - 02Cong BuiОценок пока нет
- Specification PTДокумент11 страницSpecification PTDomingos OliveiraОценок пока нет
- 27 - MS - Leak Test Rev 1Документ9 страниц27 - MS - Leak Test Rev 1rajum465100% (1)
- AC7114-1S Rev L 3Документ34 страницыAC7114-1S Rev L 3Przemyslaw100% (1)
- Manufacturing Procedure Specification. SD2. (Subsea) .: Industrial ServicesДокумент42 страницыManufacturing Procedure Specification. SD2. (Subsea) .: Industrial ServicescarydacОценок пока нет
- TSH Ip 53.0056 - 01Документ6 страницTSH Ip 53.0056 - 01Cong BuiОценок пока нет
- TSH-IP-00.0021 - 01 Full Thread Length InspectionДокумент4 страницыTSH-IP-00.0021 - 01 Full Thread Length InspectionCong BuiОценок пока нет
- TSH Ip 53.0055 - 03Документ5 страницTSH Ip 53.0055 - 03Cong BuiОценок пока нет
- Inspection and Test Plan - LR Bends For Onshore Pipelines VCS-PL-ITP-004Документ6 страницInspection and Test Plan - LR Bends For Onshore Pipelines VCS-PL-ITP-004Vidyut UjalaОценок пока нет
- Liquid Penetrant Examination ProcedureДокумент15 страницLiquid Penetrant Examination ProcedureANH TAI MAI100% (1)
- 7102 Rev BДокумент51 страница7102 Rev BBalakrishnanОценок пока нет
- TSH Ip 53.0071 - 03Документ5 страницTSH Ip 53.0071 - 03Cong BuiОценок пока нет
- ITP - Inspection and Test Plan - CTP02521.enДокумент4 страницыITP - Inspection and Test Plan - CTP02521.entichaphan.pОценок пока нет
- Material Inspected This Visit Item No. Quantity Description Tag No., Batch No., Serial No., Cast, Heat NoДокумент3 страницыMaterial Inspected This Visit Item No. Quantity Description Tag No., Batch No., Serial No., Cast, Heat NoRahul MoottolikandyОценок пока нет
- NS 1011.WPДокумент7 страницNS 1011.WPtrinhhoang1005Оценок пока нет
- Inspection and Test Plan For Above Ground FRP Piping Fabrication & Erection at FieldДокумент3 страницыInspection and Test Plan For Above Ground FRP Piping Fabrication & Erection at FieldGohel100% (1)
- I-2.52-E Ultrasonic ProcedureДокумент35 страницI-2.52-E Ultrasonic ProcedureMohanadОценок пока нет
- 02961E00 - Eni Guidelines On Risk-Based InspectionsДокумент54 страницы02961E00 - Eni Guidelines On Risk-Based InspectionsMauro MLR100% (3)
- HUONG-TSH-IP-00.0031 - 04 Visual InspectionДокумент7 страницHUONG-TSH-IP-00.0031 - 04 Visual InspectionCong BuiОценок пока нет
- MQ SP I 7022Документ78 страницMQ SP I 7022jaseel kОценок пока нет
- Mech Fir 003Документ2 страницыMech Fir 003Bibin Chacko MammenОценок пока нет
- PNRIДокумент11 страницPNRICharleen Joyce UsacdinОценок пока нет
- Preliminary Inspection & Test Plan - Sodium Hypochlorite Dosing Package Прелиминарни Инспекцијски И План Тестирања - Пакет За Дозирање Натријум ХипохлоритаДокумент3 страницыPreliminary Inspection & Test Plan - Sodium Hypochlorite Dosing Package Прелиминарни Инспекцијски И План Тестирања - Пакет За Дозирање Натријум ХипохлоритаNina SimovicОценок пока нет
- Ut & Mpi ProcedureДокумент23 страницыUt & Mpi ProcedurePRASHANT100% (2)
- Itp-9000m 3pp Rev C检测计划Документ4 страницыItp-9000m 3pp Rev C检测计划Tianjin Steel Guo VivianОценок пока нет
- Itp - 1101620.0.705.5611.4.01 - 30.04.08Документ1 страницаItp - 1101620.0.705.5611.4.01 - 30.04.08zakattsh4345Оценок пока нет
- Aep1145 PDFДокумент21 страницаAep1145 PDFMohammed AL-GomaieОценок пока нет
- Cure Check of Paint For Jackets, Piles & Associated Items: Industrial ServicesДокумент7 страницCure Check of Paint For Jackets, Piles & Associated Items: Industrial ServicescarydacОценок пока нет
- Manufacturing Procedure Specification. SD2. (Subsea) .: Industrial ServicesДокумент42 страницыManufacturing Procedure Specification. SD2. (Subsea) .: Industrial ServicescarydacОценок пока нет
- Inspection and Test Plan, Pre-Production & Production Requirements. SD2. (Subsea)Документ18 страницInspection and Test Plan, Pre-Production & Production Requirements. SD2. (Subsea)carydacОценок пока нет
- Safety Data Sheet Citric AcidДокумент7 страницSafety Data Sheet Citric AcidAndre Maxwel ManikОценок пока нет
- Citric Acid MonohydrateДокумент6 страницCitric Acid MonohydrateOussama SissaouiОценок пока нет
- Sign Barricades & Flagging SopДокумент5 страницSign Barricades & Flagging SopDhaneswar SwainОценок пока нет
- Injuries Diseases & Disorders of The Muscular SystemДокумент22 страницыInjuries Diseases & Disorders of The Muscular SystemAngeli LozanoОценок пока нет
- To The Philosophy of The Human Person: Quarter 1 - Module 4.2: Care For The EnvironmentДокумент21 страницаTo The Philosophy of The Human Person: Quarter 1 - Module 4.2: Care For The EnvironmentDustin EsguerraОценок пока нет
- Herba ThymiДокумент9 страницHerba ThymiDestiny Vian DianОценок пока нет
- 03 - Hazards Identification, Risk Assessment and ControlДокумент39 страниц03 - Hazards Identification, Risk Assessment and ControlDEO SALVACIONОценок пока нет
- ICRASH Abstract Book 2023Документ92 страницыICRASH Abstract Book 2023elba lincolnОценок пока нет
- Electrical Safety Awareness TrainingДокумент45 страницElectrical Safety Awareness TrainingManish Deswal50% (2)
- Accomplishment ReportДокумент5 страницAccomplishment ReportTuTit100% (1)
- Errors of Eye Refraction and HomoeopathyДокумент11 страницErrors of Eye Refraction and HomoeopathyDr. Rajneesh Kumar Sharma MD HomОценок пока нет
- Jocelyn JanniДокумент2 страницыJocelyn Janniapi-271982945Оценок пока нет
- Useful BooksДокумент3 страницыUseful BooksphuongfeoОценок пока нет
- The Bromley Trust: 1. Organisation DetailsДокумент6 страницThe Bromley Trust: 1. Organisation DetailsFranziska TeşcanОценок пока нет
- Infection Control LectureДокумент21 страницаInfection Control LectureJessica Medina100% (1)
- Ayahuasca GuideДокумент27 страницAyahuasca GuidedevoutoccamistОценок пока нет
- Sudeep SrivastavaДокумент202 страницыSudeep Srivastavasandeepsrivastava41Оценок пока нет
- Sports NutritionДокумент254 страницыSports NutritionrodriguezdiazОценок пока нет
- Company Briefing: - Ritika Rastogi - Reg - No. 35-1967Документ7 страницCompany Briefing: - Ritika Rastogi - Reg - No. 35-1967Ritika RastogiОценок пока нет
- Poisoning of Mankind - The Fallacy of Blood Types & Copper DeficiencyДокумент7 страницPoisoning of Mankind - The Fallacy of Blood Types & Copper DeficiencyAlvin L. Rozier100% (3)
- GHGK SДокумент48 страницGHGK SAnonymous Syr2mlОценок пока нет
- 2014 Academic Calendar Semester 1Документ1 страница2014 Academic Calendar Semester 1RuqqqОценок пока нет
- BHS InggrisДокумент4 страницыBHS InggrisarifinilhamОценок пока нет
- Self, IdentityДокумент32 страницыSelf, IdentityJohnpaul Maranan de Guzman100% (2)
- Postpartum Depression in Primigravida WomenДокумент22 страницыPostpartum Depression in Primigravida WomenMrs RehanОценок пока нет
- Amagram India 60Документ36 страницAmagram India 60Paresh GujaratiОценок пока нет
- In-Vitro Anti-Inflammatory and Anti-Arthritic: Activity of N-Butanol Fraction From Telosma Pallida (Roxb) Craib LeafДокумент7 страницIn-Vitro Anti-Inflammatory and Anti-Arthritic: Activity of N-Butanol Fraction From Telosma Pallida (Roxb) Craib LeafPunitОценок пока нет
- Biology Class 10 Syllabus Break Up AY 2022-23Документ8 страницBiology Class 10 Syllabus Break Up AY 2022-23alfredo pastaОценок пока нет
- Seminar On Committee ReportsДокумент11 страницSeminar On Committee ReportsUdaya Sree100% (2)
- Sanofi Corporate Social Responsibility Reporting 2011Документ761 страницаSanofi Corporate Social Responsibility Reporting 2011CSRmedia.ro NetworkОценок пока нет
- Listening Gap Filling 20 Ted TalksДокумент194 страницыListening Gap Filling 20 Ted TalksTri An NguyễnОценок пока нет
- Kamya Life Style OpportunityДокумент14 страницKamya Life Style OpportunityMunniОценок пока нет