Вам также может понравиться
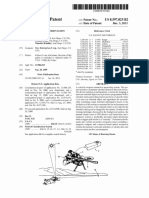
- United States Patent (10) Patent No.: US 8.066,046 B2Документ6 страницUnited States Patent (10) Patent No.: US 8.066,046 B2Erin GokОценок пока нет
- United States Patent: (10) Patent No.: US 8,939,054 B2Документ25 страницUnited States Patent: (10) Patent No.: US 8,939,054 B2Слэйтер Строительная компанияОценок пока нет
- Patent Application Publication (10) Pub. No.: US 2012/0076971 A1Документ17 страницPatent Application Publication (10) Pub. No.: US 2012/0076971 A1Anonymous DxaBg8fUEОценок пока нет
- Us20130126414a1 PDFДокумент15 страницUs20130126414a1 PDFRakaiPikatanОценок пока нет
- US20080318042A1Документ12 страницUS20080318042A1Xiaofeng MengОценок пока нет
- United States Patent: (10) Patent No.: (45) Date of PatentДокумент30 страницUnited States Patent: (10) Patent No.: (45) Date of PatentgorgiОценок пока нет
- Compact Foldable HandgunДокумент34 страницыCompact Foldable Handgunyuehan100% (1)
- US6804943Документ6 страницUS6804943Abdullah KhanОценок пока нет
- United States Patent (10) Patent No.: US 7,928,345 B2Документ8 страницUnited States Patent (10) Patent No.: US 7,928,345 B2alfarisyi27Оценок пока нет
- United States Patent: Hayashi (45) Date of Patent: Dec. 12, 2006Документ12 страницUnited States Patent: Hayashi (45) Date of Patent: Dec. 12, 2006Erin GokОценок пока нет
- United States Patent (10) Patent No.: US 6,634,175 B1: Kawata Et Al. (45) Date of Patent: Oct. 21, 2003Документ22 страницыUnited States Patent (10) Patent No.: US 6,634,175 B1: Kawata Et Al. (45) Date of Patent: Oct. 21, 2003RohitОценок пока нет
- Threaded Connections With High and Low Friction CoatingsДокумент14 страницThreaded Connections With High and Low Friction CoatingsysuyycОценок пока нет
- US20130344550A1Документ18 страницUS20130344550A1Lourence Albert Moreno MoleñoОценок пока нет
- United States Patent (10) Patent No.: US 9.261,334 B1Документ10 страницUnited States Patent (10) Patent No.: US 9.261,334 B1ibrahim sugarОценок пока нет
- Plastic Bottle PDFДокумент21 страницаPlastic Bottle PDFnasyahrahОценок пока нет
- US20150344725A1Документ9 страницUS20150344725A1Thuận LêОценок пока нет
- US5198281 Towpreg FabricДокумент20 страницUS5198281 Towpreg FabricyigitilgazОценок пока нет
- US8567791 Head GasketДокумент7 страницUS8567791 Head Gaskethamed soleymaniОценок пока нет
- United States: (12) Patent Application Publication (10) Pub. No.: US 2013/0043679 A1Документ51 страницаUnited States: (12) Patent Application Publication (10) Pub. No.: US 2013/0043679 A1Marcelo BesserОценок пока нет
- United States Patent: Zy 2X ZZZZZZZZДокумент8 страницUnited States Patent: Zy 2X ZZZZZZZZVansala GanesanОценок пока нет
- US20150336342A1Документ13 страницUS20150336342A1psОценок пока нет
- US20160247582A1Документ26 страницUS20160247582A1Gian FadhlurrahmanОценок пока нет
- US7963479Документ10 страницUS7963479雷黎明Оценок пока нет
- United States Patent (10) Patent No.: US 6,237,387 B1: Yoshizawa Et Al. (45) Date of Patent: May 29, 2001Документ7 страницUnited States Patent (10) Patent No.: US 6,237,387 B1: Yoshizawa Et Al. (45) Date of Patent: May 29, 2001tajshah283Оценок пока нет
- United States: (12) Patent Application Publication (10) Pub. No.: US 2009/0282723 A1Документ18 страницUnited States: (12) Patent Application Publication (10) Pub. No.: US 2009/0282723 A1احمد عبدالكريمОценок пока нет
- US9555503Документ11 страницUS9555503MahnooshОценок пока нет
- 2010 - US20100243326A1 - Common Interface Architecture For HDD MachineДокумент17 страниц2010 - US20100243326A1 - Common Interface Architecture For HDD MachineCường Nguyễn QuốcОценок пока нет
- Anti-Resonance Pipe ClipДокумент6 страницAnti-Resonance Pipe ClipTUNCAY GUMUSОценок пока нет
- Compact FusionДокумент7 страницCompact Fusionpaperoni iОценок пока нет
- United States Patent: (10) Patent No.: US 8,793.871 B2Документ10 страницUnited States Patent: (10) Patent No.: US 8,793.871 B2Zeeshan HaiderОценок пока нет
- Sample-Patent Railroad Flangeway Cleaner SystemДокумент12 страницSample-Patent Railroad Flangeway Cleaner SystemDevansh SharmaОценок пока нет
- United States Patent: (10) Patent No.: (45) Date of PatentДокумент16 страницUnited States Patent: (10) Patent No.: (45) Date of PatentNOORUDDINОценок пока нет
- PATENT - Axial Flux Motor AssemblyДокумент13 страницPATENT - Axial Flux Motor Assemblyrakeshee2007Оценок пока нет
- Us5473989 PDFДокумент8 страницUs5473989 PDFcacak283Оценок пока нет
- US8490751Документ21 страницаUS8490751han09092001Оценок пока нет
- Wiiw 32A: (12) United States PatentДокумент31 страницаWiiw 32A: (12) United States PatentZavorra ZavorratoОценок пока нет
- Segmented Bearing BushingДокумент12 страницSegmented Bearing BushingAnonymous 2k25WMLY0Оценок пока нет
- Residual Compressive Stress (KGF/MMZ)Документ11 страницResidual Compressive Stress (KGF/MMZ)Abhishek ChauhanОценок пока нет
- United States: (12) Patent Application Publication (10) Pub. No.: US 2013/0085307 A1Документ11 страницUnited States: (12) Patent Application Publication (10) Pub. No.: US 2013/0085307 A1SyahriRomadhoniОценок пока нет
- Patent Application Publication (10) Pub. No.: US 2013/0193088 A1Документ35 страницPatent Application Publication (10) Pub. No.: US 2013/0193088 A1Pedro PastenОценок пока нет
- United States: (12) Patent Application Publication (10) Pub. No.: US 2013/0338100 A1Документ15 страницUnited States: (12) Patent Application Publication (10) Pub. No.: US 2013/0338100 A1sohair farag hassan ahmedОценок пока нет
- United States Patent (10) Patent No.: US 6,712,734 B1: Loeffler (45) Date of Patent: Mar. 30, 2004Документ7 страницUnited States Patent (10) Patent No.: US 6,712,734 B1: Loeffler (45) Date of Patent: Mar. 30, 2004pmurphОценок пока нет
- US7090312Endless Track For High Speed Multi-Terrain VehiclesДокумент16 страницUS7090312Endless Track For High Speed Multi-Terrain Vehicles임학진Оценок пока нет
- US5530166Документ13 страницUS5530166enriqueramoscОценок пока нет
- Patent Application Publication (10) Pub. No.: US 2006/0249923 A1Документ44 страницыPatent Application Publication (10) Pub. No.: US 2006/0249923 A1Julius RojoОценок пока нет
- United States Patent (10) Patent No.: US 7.587,842 B2: Tajiri Et Al. (45) Date of Patent: Sep. 15, 2009Документ11 страницUnited States Patent (10) Patent No.: US 7.587,842 B2: Tajiri Et Al. (45) Date of Patent: Sep. 15, 2009emre yıldırımОценок пока нет
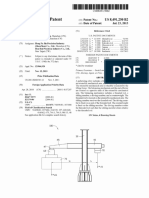
- United States Patent (10) Patent No.: US 8.491,250 B2Документ10 страницUnited States Patent (10) Patent No.: US 8.491,250 B2RoyLoraGallardoОценок пока нет
- 16776Документ8 страниц16776Tashi BestОценок пока нет
- US5887644Документ10 страницUS5887644Ashkan AsefiОценок пока нет
- US20050123051A1Документ20 страницUS20050123051A1aryandubeyОценок пока нет
- United States Patent: (10) Patent No .: US 9, 809, 402 B2Документ30 страницUnited States Patent: (10) Patent No .: US 9, 809, 402 B2OTO TAKОценок пока нет
- US7586071Документ13 страницUS7586071Darkos333Оценок пока нет
- Clarins USD823127Документ3 страницыClarins USD823127Ze BelchiorОценок пока нет
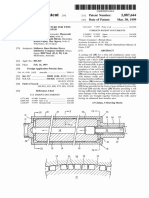
- United States Patent (10) Patent No.: US 8.246,240 B2Документ19 страницUnited States Patent (10) Patent No.: US 8.246,240 B2Xuan Phuong HuynhОценок пока нет
- US10179035Документ47 страницUS10179035Azwan Rahmadhan PutraОценок пока нет
- United States PatentДокумент6 страницUnited States PatentDaikinllcОценок пока нет
- United States Patent (10) Patent No.: US 7,533,839 B2: Wang (45) Date of Patent: May 19, 2009Документ17 страницUnited States Patent (10) Patent No.: US 7,533,839 B2: Wang (45) Date of Patent: May 19, 2009jozsef laszloОценок пока нет
- Us 8765460Документ34 страницыUs 8765460Usamah ZakiОценок пока нет
- US8597025Документ14 страницUS8597025Sirius Start5Оценок пока нет
- List of Notified Bodies Under Directive - 93-42 EEC Medical DevicesДокумент332 страницыList of Notified Bodies Under Directive - 93-42 EEC Medical DevicesJamal MohamedОценок пока нет
- Honey ProcessingДокумент5 страницHoney Processingvenkatrao_gvОценок пока нет
- Surat Textile MillsДокумент3 страницыSurat Textile MillsShyam J VyasОценок пока нет
- RPS Manajemen Keuangan IIДокумент2 страницыRPS Manajemen Keuangan IIaulia endiniОценок пока нет
- Agrarian ReformДокумент40 страницAgrarian ReformYannel Villaber100% (2)
- A Novel Visual Clue For The Diagnosis of Hypertrophic Lichen PlanusДокумент1 страницаA Novel Visual Clue For The Diagnosis of Hypertrophic Lichen Planus600WPMPOОценок пока нет
- Narrative of John 4:7-30 (MSG) : "Would You Give Me A Drink of Water?"Документ1 страницаNarrative of John 4:7-30 (MSG) : "Would You Give Me A Drink of Water?"AdrianОценок пока нет
- IKEA AyeshaДокумент41 страницаIKEA AyeshaAYESHAREHMAN100Оценок пока нет
- IsaiahДокумент7 страницIsaiahJett Rovee Navarro100% (1)
- Problem Based LearningДокумент23 страницыProblem Based Learningapi-645777752Оценок пока нет
- Module 5amp6 Cheerdance PDF FreeДокумент27 страницModule 5amp6 Cheerdance PDF FreeKatОценок пока нет
- Sugar Industries of PakistanДокумент19 страницSugar Industries of Pakistanhelperforeu50% (2)
- EEN 203 Slide Notes Year 2018: PART I - Numbers and CodesДокумент78 страницEEN 203 Slide Notes Year 2018: PART I - Numbers and CodesSHIVAM CHOPRAОценок пока нет
- Value Chain AnalaysisДокумент100 страницValue Chain AnalaysisDaguale Melaku AyeleОценок пока нет
- The Civil Mutinies of Romeo and Juliet: Glenn ClarkДокумент21 страницаThe Civil Mutinies of Romeo and Juliet: Glenn ClarkmilcahОценок пока нет
- Jesus Hold My Hand EbДокумент2 страницыJesus Hold My Hand EbGregg100% (3)
- Bus Organization of 8085 MicroprocessorДокумент6 страницBus Organization of 8085 MicroprocessorsrikrishnathotaОценок пока нет
- ReproTech, LLC Welcomes New President & CEO, William BraunДокумент3 страницыReproTech, LLC Welcomes New President & CEO, William BraunPR.comОценок пока нет
- Byron and The Bulgarian Revival Period - Vitana KostadinovaДокумент7 страницByron and The Bulgarian Revival Period - Vitana KostadinovavitanaОценок пока нет
- 7 кмжДокумент6 страниц7 кмжGulzhaina KhabibovnaОценок пока нет
- March FOMC: Tighter Credit Conditions Substituting For Rate HikesДокумент8 страницMarch FOMC: Tighter Credit Conditions Substituting For Rate HikeshaginileОценок пока нет
- Latvian Adjectives+Документ6 страницLatvian Adjectives+sherin PeckalОценок пока нет
- Prestressed ConcreteДокумент66 страницPrestressed ConcreteTech BisuОценок пока нет
- Music 10: 1 Quarterly Assessment (Mapeh 10 Written Work)Документ4 страницыMusic 10: 1 Quarterly Assessment (Mapeh 10 Written Work)Kate Mary50% (2)
- LECTURE 1.COMMUNICATION PROCESSES, PRINCIPLES, AND ETHICS - Ver 2Документ24 страницыLECTURE 1.COMMUNICATION PROCESSES, PRINCIPLES, AND ETHICS - Ver 2Trixia Nicole De LeonОценок пока нет
- ViTrox 20230728 HLIBДокумент4 страницыViTrox 20230728 HLIBkim heeОценок пока нет
- Green IguanaДокумент31 страницаGreen IguanaM 'Athieq Al-GhiffariОценок пока нет
- EMP Step 2 6 Week CalendarДокумент3 страницыEMP Step 2 6 Week CalendarN VОценок пока нет
- Congestion AvoidanceДокумент23 страницыCongestion AvoidanceTheIgor997Оценок пока нет
- The Rescue Agreement 1968 (Udara Angkasa)Документ12 страницThe Rescue Agreement 1968 (Udara Angkasa)Rika Masirilla Septiari SoedarmoОценок пока нет
- Guidelines for Chemical Process Quantitative Risk AnalysisОт EverandGuidelines for Chemical Process Quantitative Risk AnalysisРейтинг: 5 из 5 звезд5/5 (1)
- Sodium Bicarbonate: Nature's Unique First Aid RemedyОт EverandSodium Bicarbonate: Nature's Unique First Aid RemedyРейтинг: 5 из 5 звезд5/5 (21)
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlОт EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlРейтинг: 4 из 5 звезд4/5 (4)
- An Applied Guide to Water and Effluent Treatment Plant DesignОт EverandAn Applied Guide to Water and Effluent Treatment Plant DesignРейтинг: 5 из 5 звезд5/5 (4)
- Chemical Engineering Design: Principles, Practice and Economics of Plant and Process DesignОт EverandChemical Engineering Design: Principles, Practice and Economics of Plant and Process DesignРейтинг: 4 из 5 звезд4/5 (16)
- Process Plant Equipment: Operation, Control, and ReliabilityОт EverandProcess Plant Equipment: Operation, Control, and ReliabilityРейтинг: 5 из 5 звезд5/5 (1)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersОт EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersОценок пока нет
- Well Control for Completions and InterventionsОт EverandWell Control for Completions and InterventionsРейтинг: 4 из 5 звезд4/5 (10)
- Fun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksОт EverandFun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksОценок пока нет
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsОт EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsОценок пока нет
- The Perfumed Pages of History: A Textbook on Fragrance CreationОт EverandThe Perfumed Pages of History: A Textbook on Fragrance CreationРейтинг: 4 из 5 звезд4/5 (1)
- Distillation Design and Control Using Aspen SimulationОт EverandDistillation Design and Control Using Aspen SimulationРейтинг: 5 из 5 звезд5/5 (2)
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsОт EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsОценок пока нет
- A New Approach to HAZOP of Complex Chemical ProcessesОт EverandA New Approach to HAZOP of Complex Chemical ProcessesОценок пока нет
- Handbook of Cosmetic Science: An Introduction to Principles and ApplicationsОт EverandHandbook of Cosmetic Science: An Introduction to Principles and ApplicationsH. W. HibbottРейтинг: 4 из 5 звезд4/5 (6)
- Pulp and Paper Industry: Emerging Waste Water Treatment TechnologiesОт EverandPulp and Paper Industry: Emerging Waste Water Treatment TechnologiesРейтинг: 5 из 5 звезд5/5 (1)
- Nuclear Energy in the 21st Century: World Nuclear University PressОт EverandNuclear Energy in the 21st Century: World Nuclear University PressРейтинг: 4.5 из 5 звезд4.5/5 (3)
- Coulson and Richardson’s Chemical Engineering: Volume 2B: Separation ProcessesОт EverandCoulson and Richardson’s Chemical Engineering: Volume 2B: Separation ProcessesAjay Kumar RayОценок пока нет
- Cathodic Protection: Industrial Solutions for Protecting Against CorrosionОт EverandCathodic Protection: Industrial Solutions for Protecting Against CorrosionОценок пока нет
- Bioinspired Materials Science and EngineeringОт EverandBioinspired Materials Science and EngineeringGuang YangОценок пока нет
- Transport Phenomena in Heat and Mass TransferОт EverandTransport Phenomena in Heat and Mass TransferJ.A. ReizesРейтинг: 5 из 5 звезд5/5 (1)
- Fundamentals of Risk Management for Process Industry EngineersОт EverandFundamentals of Risk Management for Process Industry EngineersОценок пока нет