Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Effects of Heat Treating A Martensitic Stainless SteelДокумент62 страницыThe Effects of Heat Treating A Martensitic Stainless SteelNoel FrancisОценок пока нет
- Class 10 Science Super 20 Sample PapersДокумент85 страницClass 10 Science Super 20 Sample PapersParas Tyagi100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Epoxy 2kДокумент3 страницыEpoxy 2kMitra YuningsihОценок пока нет
- Practical Chemistry Voumetric EstimationДокумент9 страницPractical Chemistry Voumetric EstimationSanjay Shirodkar100% (2)
- En 1.4301Документ1 страницаEn 1.4301sheinilaОценок пока нет
- Overview of Part 2 Failure AnalysisДокумент12 страницOverview of Part 2 Failure AnalysisAnonymous S9qBDVkyОценок пока нет
- (SSOP) : Sanitation Standard Operating ProcedureДокумент6 страниц(SSOP) : Sanitation Standard Operating ProcedureAsrel05100% (1)
- Flare Header Purge Rate DataДокумент3 страницыFlare Header Purge Rate DatappsutorОценок пока нет
- Acta BiomaterialiaДокумент16 страницActa BiomaterialiaGhazal NanaaОценок пока нет
- Materials Letters: Y.Y. Song, X.Y. Li, L.J. Rong, D.H. Ping, F.X. Yin, Y.Y. LiДокумент4 страницыMaterials Letters: Y.Y. Song, X.Y. Li, L.J. Rong, D.H. Ping, F.X. Yin, Y.Y. LiGhazal NanaaОценок пока нет
- Author's Accepted Manuscript: Materials Science & Engineering AДокумент23 страницыAuthor's Accepted Manuscript: Materials Science & Engineering AGhazal NanaaОценок пока нет
- Stainless Steels: Martensitic: of Steels Metallurgy of SteelsДокумент7 страницStainless Steels: Martensitic: of Steels Metallurgy of SteelsGhazal NanaaОценок пока нет
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsДокумент21 страницаWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsGhazal NanaaОценок пока нет
- Stainless Steels: Martensitic: of Steels Metallurgy of SteelsДокумент7 страницStainless Steels: Martensitic: of Steels Metallurgy of SteelsGhazal NanaaОценок пока нет
- Chemical Engineering CommunicationsДокумент16 страницChemical Engineering CommunicationsMichelle Quilaqueo NovoaОценок пока нет
- Pasteurisation Process Objectives: CFB31103 Food Process Engineering Laboratory 4: Thermal ProcessingДокумент3 страницыPasteurisation Process Objectives: CFB31103 Food Process Engineering Laboratory 4: Thermal Processingnurul nabilah bt khairul anuarОценок пока нет
- The Slope of A PH SensorДокумент17 страницThe Slope of A PH SensorMehdi SalariradОценок пока нет
- Bilal ThesisДокумент63 страницыBilal ThesisKashif Ur RehmanОценок пока нет
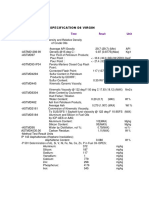
- Specification D6 Virgin: Method Test Result UnitДокумент1 страницаSpecification D6 Virgin: Method Test Result UnitClaudio SantellanesОценок пока нет
- Chapter: Semiconductor Electronics: Materials, Devices and Simple Circuits (One Mark Questions)Документ19 страницChapter: Semiconductor Electronics: Materials, Devices and Simple Circuits (One Mark Questions)khannapuneetОценок пока нет
- Pre-Lab 8Документ1 страницаPre-Lab 8SaulS.DiazОценок пока нет
- Determining An Optimum Catalyst For Liquid-Phase Dehydration of Methanol ToДокумент7 страницDetermining An Optimum Catalyst For Liquid-Phase Dehydration of Methanol Toshaka9221Оценок пока нет
- Safety Data Sheet SDS For HIT-RE 500 V3 Epoxy Adhesive Documentation ASSET DOC LOC 5384987Документ24 страницыSafety Data Sheet SDS For HIT-RE 500 V3 Epoxy Adhesive Documentation ASSET DOC LOC 5384987Librany RioОценок пока нет
- DRRG Equipmentlist 29032022 RДокумент49 страницDRRG Equipmentlist 29032022 RjayapalОценок пока нет
- Reactions of Acids Homework Worksheet HAДокумент3 страницыReactions of Acids Homework Worksheet HASarah KKCОценок пока нет
- Tunneling Brochure English 04Документ7 страницTunneling Brochure English 04xcvОценок пока нет
- (A6) Durability of Concrete With Different Mineral Admixtures A ReviewДокумент12 страниц(A6) Durability of Concrete With Different Mineral Admixtures A ReviewAbd El-nour RamdОценок пока нет
- REFRIGERANTSДокумент72 страницыREFRIGERANTSSka dooshОценок пока нет
- Dimond Structural Systems Manual Aug2016Документ272 страницыDimond Structural Systems Manual Aug2016Erwin Mars UyОценок пока нет
- TDS - Opulyn 301 - Ingles - H&LДокумент3 страницыTDS - Opulyn 301 - Ingles - H&LRicardo BohorquezОценок пока нет
- Atomic Spectrum of HydrogenДокумент3 страницыAtomic Spectrum of HydrogenlovemynaturecountryОценок пока нет
- Enols and EnolatesДокумент1 страницаEnols and EnolatesmeeeBDОценок пока нет
- RAC Assignments 24062016 091508AMДокумент37 страницRAC Assignments 24062016 091508AMsakalidhasavasanОценок пока нет
- Microbiology of Waste Water TreatmentДокумент22 страницыMicrobiology of Waste Water TreatmentDevendra SharmaОценок пока нет
- Duncan Sobre EsmaltesДокумент9 страницDuncan Sobre EsmaltesLeland StanfordОценок пока нет
- NCNA PatentДокумент36 страницNCNA PatentCharles GrossОценок пока нет
- Focuse Ion BeamДокумент34 страницыFocuse Ion BeamAhsan SaleemОценок пока нет