Вам также может понравиться
- Flame ScannerДокумент4 страницыFlame ScannerAlok Kumar NayakОценок пока нет
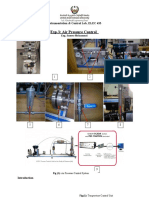
- Exp3 - Air Pressure ControlДокумент8 страницExp3 - Air Pressure ControlDon LawrenceОценок пока нет
- Boiler Instrumentation and ControlsДокумент23 страницыBoiler Instrumentation and Controlshayat umar bhat100% (4)
- DPT Smart Pressure TransmitterДокумент15 страницDPT Smart Pressure Transmitterprasanta_bbsrОценок пока нет
- Analog and Digital Signals - Electrical Instrumentation SignalsДокумент3 страницыAnalog and Digital Signals - Electrical Instrumentation SignalsRoona Thankam VargheseОценок пока нет
- Instrumentation and Control Valves 1Документ31 страницаInstrumentation and Control Valves 1Ahmed ElShoraОценок пока нет
- Control Valves ArrangementДокумент11 страницControl Valves ArrangementPrasanna kumar subudhi100% (1)
- Unit 5 Closed Loop ControllersДокумент64 страницыUnit 5 Closed Loop ControllersHriday AryaОценок пока нет
- Level ControllerДокумент3 страницыLevel ControllerPriasmoro Galih SantosoОценок пока нет
- The Session Will Start at 13:05 and Will Be Recorded: Please Login To Socrative Student: Room Name: Weston3103Документ21 страницаThe Session Will Start at 13:05 and Will Be Recorded: Please Login To Socrative Student: Room Name: Weston3103EMILY BLANDFORDОценок пока нет
- Each Company Has Its Own Procedure and Common Practices: Types of Loop TestДокумент3 страницыEach Company Has Its Own Procedure and Common Practices: Types of Loop TestGuthayaBowsalОценок пока нет
- Open Vessel Level Calculation GuideДокумент11 страницOpen Vessel Level Calculation GuideAnurag GuptaОценок пока нет
- DCS SystemДокумент19 страницDCS Systemubaid100% (1)
- 50+ Instrumentation Interview QuestionsДокумент14 страниц50+ Instrumentation Interview Questionskrishna kumarОценок пока нет
- User ManualДокумент32 страницыUser ManualAljun LumbaoОценок пока нет
- Boiler Control OverviewДокумент4 страницыBoiler Control OverviewMAS98Оценок пока нет
- Introduction To Magnetic Flow MetersДокумент11 страницIntroduction To Magnetic Flow MetersNïkĦïl ДkДvØØrОценок пока нет
- CRANE BS&U Proportional Balancing GuideДокумент37 страницCRANE BS&U Proportional Balancing GuideAhmed MostafaОценок пока нет
- Instrument Interview Question For Petro Chemical IndustriesДокумент4 страницыInstrument Interview Question For Petro Chemical IndustriespraveenteckieОценок пока нет
- Lecture 6 - Actuators, Inputs & OutputsДокумент20 страницLecture 6 - Actuators, Inputs & OutputsEMILY BLANDFORDОценок пока нет
- Part 2 Instrumentation and Control Dr. Ahmed Kamel 505Документ23 страницыPart 2 Instrumentation and Control Dr. Ahmed Kamel 505wessamalex100% (2)
- Loop Cheking ProcedureДокумент5 страницLoop Cheking ProcedureMd Omar FaruqueОценок пока нет
- Chen4352 PDC Lab ManualДокумент26 страницChen4352 PDC Lab ManualmohammedОценок пока нет
- Evaluating Boiler Efficiencies Using Direct and Indirect MethodsДокумент52 страницыEvaluating Boiler Efficiencies Using Direct and Indirect MethodsdebelaОценок пока нет
- Dcs StandardДокумент6 страницDcs Standardsina20795Оценок пока нет
- Basic Inst.Документ15 страницBasic Inst.mahesh4975Оценок пока нет
- Valves Instumentation and ControlДокумент43 страницыValves Instumentation and Controlomkar khaladeОценок пока нет
- MCC loop testing methodДокумент1 страницаMCC loop testing methodMiko QuijanoОценок пока нет
- Instrument Impulse Line Installation Differences for Gas and Liquid ServicesДокумент1 страницаInstrument Impulse Line Installation Differences for Gas and Liquid Servicessbpathi100% (1)
- Eclipse 706 Pactware User Guide V3Документ26 страницEclipse 706 Pactware User Guide V3Abdul Shaharlal EОценок пока нет
- Control Valve TheoryДокумент7 страницControl Valve Theorysanvel123Оценок пока нет
- LevelДокумент78 страницLevelvjgeorge100% (1)
- Cold Loop CheckingДокумент1 страницаCold Loop CheckingZulkernain Omer TariqОценок пока нет
- Instrument Technician Position Written Exam No PDFДокумент1 страницаInstrument Technician Position Written Exam No PDFDo naОценок пока нет
- Gauge Pressure TransmitterДокумент12 страницGauge Pressure TransmitterDenise AGОценок пока нет
- Flow Element Sizing & Design (DNARAYAN)Документ45 страницFlow Element Sizing & Design (DNARAYAN)AttyubОценок пока нет
- Guide instrument air utility estimatesДокумент4 страницыGuide instrument air utility estimatesyogacruiseОценок пока нет
- Steam Temperature ControlДокумент2 страницыSteam Temperature ControlGift Roglands100% (1)
- Irrigation System Operation and ControlДокумент3 страницыIrrigation System Operation and Controljohn jose partidas gutierrezОценок пока нет
- Compressor-Performance Evaluation PDFДокумент4 страницыCompressor-Performance Evaluation PDFAlvin Smith100% (1)
- Central Air Conditioning Systems ReviewДокумент23 страницыCentral Air Conditioning Systems ReviewlalaОценок пока нет
- Air Flow System Process Control (DCS)Документ8 страницAir Flow System Process Control (DCS)JoannaJames100% (1)
- Instrucalc IIДокумент27 страницInstrucalc IINorberto Soto100% (1)
- IAEA - CANDU I&C Lesson Explains InstrumentationДокумент100 страницIAEA - CANDU I&C Lesson Explains InstrumentationIonescu ViorelОценок пока нет
- Industrial Instrumentation NotesДокумент13 страницIndustrial Instrumentation NotesArun RajeshОценок пока нет
- Control Valve PerformanceДокумент11 страницControl Valve PerformancenjennsОценок пока нет
- Basic of Instrumentation EyassДокумент34 страницыBasic of Instrumentation EyassLu'ay ElyaeОценок пока нет
- Why Effective Process Control is Required for Safety, Quality and ProfitДокумент6 страницWhy Effective Process Control is Required for Safety, Quality and ProfitSebastien PaulОценок пока нет
- Sensorselection and PlacementДокумент4 страницыSensorselection and Placementnirbhay111Оценок пока нет
- Process Dynamics and Control CourseДокумент3 страницыProcess Dynamics and Control CourseBiswasSayanОценок пока нет
- Rules and Rules of Thumb For Duct SystemsДокумент1 страницаRules and Rules of Thumb For Duct SystemssauroОценок пока нет
- Instrumentation Interview QuestionДокумент35 страницInstrumentation Interview Questionabbutalibb100% (1)
- Distributed Process Control ReportОт EverandDistributed Process Control ReportОценок пока нет
- Structure Maintainer, Group H (Air Conditioning & Heating): Passbooks Study GuideОт EverandStructure Maintainer, Group H (Air Conditioning & Heating): Passbooks Study GuideОценок пока нет
- Distributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979От EverandDistributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979T. J. HarrisonОценок пока нет
- Flow Measurement: By Square-Edged Orifice Plate Using Corner TappingsОт EverandFlow Measurement: By Square-Edged Orifice Plate Using Corner TappingsРейтинг: 5 из 5 звезд5/5 (1)
- Senior Instrumentation Technician: Passbooks Study GuideОт EverandSenior Instrumentation Technician: Passbooks Study GuideРейтинг: 5 из 5 звезд5/5 (1)
- 6th Central Pay Commission Salary CalculatorДокумент15 страниц6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- What Is Alternating CurrentДокумент49 страницWhat Is Alternating CurrentRajeev ValunjkarОценок пока нет
- What Are The Speed Control Method of Induction MotorsДокумент12 страницWhat Are The Speed Control Method of Induction MotorsRajeev ValunjkarОценок пока нет
- Buddha Philosophy and Western PsychologyДокумент16 страницBuddha Philosophy and Western PsychologyRajeev ValunjkarОценок пока нет
- The World Is Infinitely ComplexДокумент10 страницThe World Is Infinitely ComplexRajeev ValunjkarОценок пока нет
- Matching Motor Torque To Your LoadДокумент8 страницMatching Motor Torque To Your LoadRajeev Valunjkar100% (1)
- 6th Central Pay Commission Salary CalculatorДокумент15 страниц6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- 10 Seires Resonance PDFДокумент19 страниц10 Seires Resonance PDFRajeev ValunjkarОценок пока нет
- Squirrel Cage MotorsДокумент20 страницSquirrel Cage MotorsRajeev ValunjkarОценок пока нет
- Safe Working Practices: Tips and Tools For Creating and Presenting Wide Format SlidesДокумент53 страницыSafe Working Practices: Tips and Tools For Creating and Presenting Wide Format SlidesRajeev ValunjkarОценок пока нет
- Select the Right Air Motor for Your ApplicationДокумент14 страницSelect the Right Air Motor for Your ApplicationRajeev ValunjkarОценок пока нет
- AC DC RelaysДокумент2 страницыAC DC RelaysIsuru WijewardeneОценок пока нет
- DC Generator Working Principle and PartsДокумент18 страницDC Generator Working Principle and PartsRajeev ValunjkarОценок пока нет
- MEO Orals On Marine Electro Technology Function 5Документ19 страницMEO Orals On Marine Electro Technology Function 5Rajeev ValunjkarОценок пока нет
- Main Switch Board (MSB) Safeties, Protection and MaintenanceДокумент9 страницMain Switch Board (MSB) Safeties, Protection and MaintenanceRajeev ValunjkarОценок пока нет
- Feeder ProtectionДокумент2 страницыFeeder ProtectionRajeev ValunjkarОценок пока нет
- Marine High Voltage SystemsДокумент27 страницMarine High Voltage SystemsRajeev Valunjkar100% (4)
- Class II New AssignmentДокумент1 страницаClass II New AssignmentRajeev ValunjkarОценок пока нет
- Safe Working Practices: Tips and Tools For Creating and Presenting Wide Format SlidesДокумент53 страницыSafe Working Practices: Tips and Tools For Creating and Presenting Wide Format SlidesRajeev ValunjkarОценок пока нет
- Unified Requirements For Systems With Voltages Above 1 KV Up To 15 KV 1Документ7 страницUnified Requirements For Systems With Voltages Above 1 KV Up To 15 KV 1Rajeev ValunjkarОценок пока нет
- Ure PDFДокумент62 страницыUre PDFKartikОценок пока нет
- Safe Working Practices: Tips and Tools For Creating and Presenting Wide Format SlidesДокумент53 страницыSafe Working Practices: Tips and Tools For Creating and Presenting Wide Format SlidesRajeev ValunjkarОценок пока нет
- Class II TestДокумент8 страницClass II TestRajeev ValunjkarОценок пока нет
- Elec9713-11 Tutorial 3 PDFДокумент2 страницыElec9713-11 Tutorial 3 PDFRajeev ValunjkarОценок пока нет
- Class 1Документ1 страницаClass 1Rajeev ValunjkarОценок пока нет
- Class II Old Syllabus StatusДокумент4 страницыClass II Old Syllabus StatusRajeev ValunjkarОценок пока нет
- Class II Test NewДокумент6 страницClass II Test NewRajeev ValunjkarОценок пока нет
- Maintenance of Lead Acid BatteryДокумент6 страницMaintenance of Lead Acid BatteryRajeev ValunjkarОценок пока нет
- Elec9713-11 Tutorial 3 PDFДокумент2 страницыElec9713-11 Tutorial 3 PDFRajeev ValunjkarОценок пока нет
- Neurocomputing: K. Premkumar, B.V. ManikandanДокумент11 страницNeurocomputing: K. Premkumar, B.V. ManikandanAswani MucharlaОценок пока нет
- Wind Hydro 2Документ6 страницWind Hydro 2Vani TiwariОценок пока нет
- Recent Advances and Challenges in Process IdentificationДокумент20 страницRecent Advances and Challenges in Process Identificationnicanor rodolfoОценок пока нет
- Woodward Turbine ControlДокумент17 страницWoodward Turbine Controlprasad5034100% (1)
- Academic Handbook of MITДокумент170 страницAcademic Handbook of MITVibhav PawarОценок пока нет
- Linear Control Systems BasicsДокумент6 страницLinear Control Systems Basicssina20795Оценок пока нет
- MIE346 - Tutorial Problems 1 - Transfer Functions, Frequency Domain Analysis, Bode Plots, FiltersДокумент148 страницMIE346 - Tutorial Problems 1 - Transfer Functions, Frequency Domain Analysis, Bode Plots, FiltersSara GaoОценок пока нет
- 29.a Versatile Control Scheme For A Dynamic Voltage Restorer ForДокумент69 страниц29.a Versatile Control Scheme For A Dynamic Voltage Restorer ForShruthi NayakОценок пока нет
- 351 - 27435 - EE419 - 2020 - 1 - 2 - 1 - 0 1 EE419 Lec1 Nyquist - PlotДокумент16 страниц351 - 27435 - EE419 - 2020 - 1 - 2 - 1 - 0 1 EE419 Lec1 Nyquist - Plotyoussef hossamОценок пока нет
- Powertran p2 BrochureДокумент12 страницPowertran p2 BrochurenakodaОценок пока нет
- Boost Closed LoopДокумент10 страницBoost Closed Loopzakaria1500Оценок пока нет
- On-Off Pressure Control of A Water TankДокумент4 страницыOn-Off Pressure Control of A Water TankAdrian AmadorОценок пока нет
- Control Systems 1Документ18 страницControl Systems 1vishal kumarОценок пока нет
- Advant OCS Pidcona: Functional Units Part 7Документ154 страницыAdvant OCS Pidcona: Functional Units Part 7Mandar GandhiОценок пока нет
- HVAC Controls and Building Automation SystemsДокумент340 страницHVAC Controls and Building Automation Systemsmthein870% (1)
- Variable Input Speed Approach For Improving The Output Motion Characteristics of Watt-Type Presses 2002Документ16 страницVariable Input Speed Approach For Improving The Output Motion Characteristics of Watt-Type Presses 2002Bilal OraikОценок пока нет
- E5EK Manual en 201105 PDFДокумент176 страницE5EK Manual en 201105 PDFHery FernandoОценок пока нет
- State FeedbackДокумент33 страницыState FeedbackNipuna_Wickram_5399Оценок пока нет
- Ensuring Control Accuracy - NEBYLOV PDFДокумент254 страницыEnsuring Control Accuracy - NEBYLOV PDFLuiz Carlos da SilvaОценок пока нет
- May Jun 2022-1Документ4 страницыMay Jun 2022-1Sarthak JoshiОценок пока нет
- Control Valves - International Site For Spirax SarcoДокумент12 страницControl Valves - International Site For Spirax SarcoOzawa MagooОценок пока нет
- 110 TOP CONTROL SYSTEMS questionsДокумент24 страницы110 TOP CONTROL SYSTEMS questionsEj ParañalОценок пока нет
- Matlab SimsscapeДокумент46 страницMatlab SimsscapeqasdОценок пока нет
- SPC 200 Manual 170246Документ371 страницаSPC 200 Manual 170246osamaaaaaОценок пока нет
- Stabilty Routh HurwitzДокумент33 страницыStabilty Routh HurwitzAhmad SherОценок пока нет
- Applied Mathematics and Sciences: An International Journal (MathSJ)Документ2 страницыApplied Mathematics and Sciences: An International Journal (MathSJ)Anonymous wGbPz3YОценок пока нет
- Block Diagrams & Signal Flow GraphsДокумент47 страницBlock Diagrams & Signal Flow GraphsMacky Pogi02Оценок пока нет
- Books FinalДокумент128 страницBooks FinalHardik Kumar MendparaОценок пока нет
- Summer Training Project Report: "Overview and Role of C & I in Thermal Power Plant"Документ109 страницSummer Training Project Report: "Overview and Role of C & I in Thermal Power Plant"ysr3ee6926Оценок пока нет
- Process Control Design and Practice - A New ApproachДокумент13 страницProcess Control Design and Practice - A New ApproachIqbal PutraОценок пока нет