Вам также может понравиться
- Ultra Filtration ProjectДокумент12 страницUltra Filtration ProjectwaqaskhanОценок пока нет
- Ultrafiltration 2017 PDFДокумент11 страницUltrafiltration 2017 PDFisaac wuОценок пока нет
- Winston and Sirkar, 1992Документ19 страницWinston and Sirkar, 1992Prashant KumarОценок пока нет
- Membrane FoulingДокумент8 страницMembrane FoulingSushanta BeheraОценок пока нет
- Advancess in Traditional Indian Dairy Products AssignmentДокумент18 страницAdvancess in Traditional Indian Dairy Products AssignmentTULLIMILLI CHANIKYA VENKAT KRISHNA SAI 2200268Оценок пока нет
- EnzymesДокумент15 страницEnzymesShruti TiwariОценок пока нет
- Ultra Filteration of MilkДокумент36 страницUltra Filteration of MilkMonty KushwahaОценок пока нет
- Ultrafiltration Explained: Ultrafilter vs. Conventional FilterДокумент5 страницUltrafiltration Explained: Ultrafilter vs. Conventional Filteran_iboreg8720Оценок пока нет
- 1ee6308b-21ba-4652-a976-e3f41dbd5fa9Документ20 страниц1ee6308b-21ba-4652-a976-e3f41dbd5fa9BanОценок пока нет
- Concentration of Liquid FoodsДокумент8 страницConcentration of Liquid FoodsPrecious Mae Cuerquis BarbosaОценок пока нет
- Understand Membrane FiltrationДокумент8 страницUnderstand Membrane FiltrationCristian Giovanny Gomez Olarte100% (1)
- Membrane Filtration: Water and Wastewater Engineering (ECE4453) Group 1Документ30 страницMembrane Filtration: Water and Wastewater Engineering (ECE4453) Group 1Asfand Yar KhanОценок пока нет
- Assignment On Membrane ProcessingДокумент17 страницAssignment On Membrane ProcessingAasthaОценок пока нет
- Membrane SeparationДокумент68 страницMembrane SeparationSaria ChowdhuryОценок пока нет
- Lab Membrane SeparationДокумент13 страницLab Membrane SeparationNurul FarihinОценок пока нет
- Separation Assignment MembraneДокумент4 страницыSeparation Assignment MembraneQilah KamarudinОценок пока нет
- Osmotic Methods of Liquid Food Concentration: Rinku Vithayathil REG - NO.2012412010Документ22 страницыOsmotic Methods of Liquid Food Concentration: Rinku Vithayathil REG - NO.2012412010ervaishaliОценок пока нет
- MicrofiltrationДокумент6 страницMicrofiltration2k17che 26Оценок пока нет
- Ultrafiltration 180122173305Документ26 страницUltrafiltration 180122173305Dhani PriyambodoОценок пока нет
- Concept of filt-WPS OfficeДокумент7 страницConcept of filt-WPS OfficeAniket DusaneОценок пока нет
- Membrane Processing: Whey Protein Concentrate (WPC)Документ7 страницMembrane Processing: Whey Protein Concentrate (WPC)Poorani ArunachalamОценок пока нет
- Membrane Filtration Potential UsesДокумент17 страницMembrane Filtration Potential UsesAtif NaumanОценок пока нет
- SeparationДокумент9 страницSeparationHalo BashirОценок пока нет
- Membrane Technology TestДокумент10 страницMembrane Technology TestfasihaОценок пока нет
- Lecture Notes 14 Introduction To Membrane Science and Technology 2019Документ32 страницыLecture Notes 14 Introduction To Membrane Science and Technology 2019DarrenОценок пока нет
- Membrane TechnologyДокумент39 страницMembrane TechnologyDrews Eagles SmithОценок пока нет
- Unit V - MT IiДокумент21 страницаUnit V - MT IiMUTHUMANOJ K PCT- A2Оценок пока нет
- Lecture Membrane SeparationДокумент64 страницыLecture Membrane SeparationSynthia RashidОценок пока нет
- 2012 Bio Matter 0027 RДокумент32 страницы2012 Bio Matter 0027 Ra_minisoft2005Оценок пока нет
- Durgapur Institute of Advanced Technology and ManagementДокумент7 страницDurgapur Institute of Advanced Technology and ManagementChemical Engg Evensem2021Оценок пока нет
- Membrane Filtration TechniquesДокумент53 страницыMembrane Filtration TechniquesSreejesh P C100% (1)
- Mass AssignmentДокумент7 страницMass AssignmentHasieb Alam KhanОценок пока нет
- Lec 11 Membrane Filteration PDFДокумент7 страницLec 11 Membrane Filteration PDFketan sharmaОценок пока нет
- MicroencapsulationДокумент5 страницMicroencapsulationDéépákОценок пока нет
- Microfiltration 141003025053 Phpapp01Документ8 страницMicrofiltration 141003025053 Phpapp01Aminatu JuriahОценок пока нет
- Cross-Flow MicrofiltrationДокумент8 страницCross-Flow MicrofiltrationShravan KumarОценок пока нет
- MicroencapsultionДокумент20 страницMicroencapsultionRaghuveer BheemshettyОценок пока нет
- Principles of Ultrafiltration and The Concentration and Fractionation of Cow's MilkДокумент16 страницPrinciples of Ultrafiltration and The Concentration and Fractionation of Cow's MilkvijaypimpalkarОценок пока нет
- Application of Membrane Separation Processes in Petrochemical IndustryДокумент4 страницыApplication of Membrane Separation Processes in Petrochemical Industryramugannu1992Оценок пока нет
- BASICS of Membrane Filtration PDFДокумент8 страницBASICS of Membrane Filtration PDFDanial QadirОценок пока нет
- Ultrafiltration PlantДокумент7 страницUltrafiltration PlantgulfamОценок пока нет
- Literature Study For Ultra Filtration ProcessДокумент29 страницLiterature Study For Ultra Filtration ProcessSheldonОценок пока нет
- Micro EncapsulationДокумент5 страницMicro EncapsulationGajendra GowdaОценок пока нет
- Membrane Separation UpdatedДокумент59 страницMembrane Separation Updatedbbfe89f31eОценок пока нет
- Seminar Om MBRДокумент7 страницSeminar Om MBRઅવિનાશ મીણા100% (1)
- Chap9 Downstream ProcessingДокумент25 страницChap9 Downstream ProcessingsadatrafiaОценок пока нет
- Uf Tech ManualДокумент18 страницUf Tech ManualVemulapalli SaibabuОценок пока нет
- Membrane Separation UnitДокумент17 страницMembrane Separation UnitAnonymous NyvKBW100% (2)
- 500L MLaДокумент50 страниц500L MLaPrecious IJОценок пока нет
- Membrane Technology Covers All Engineering Approaches For The Transport of Substances BetweenДокумент3 страницыMembrane Technology Covers All Engineering Approaches For The Transport of Substances BetweenDheeraj ShuklaОценок пока нет
- Department of Chemical Engineering Motilal Nehru National Institute of Technology AllahabadДокумент10 страницDepartment of Chemical Engineering Motilal Nehru National Institute of Technology AllahabadmotilalОценок пока нет
- Biopharmaceuticals Chapter 3-2023Документ75 страницBiopharmaceuticals Chapter 3-2023Anh NguyễnОценок пока нет
- Technical Review of UF-MF TechnologiesДокумент15 страницTechnical Review of UF-MF TechnologiesZander_Оценок пока нет
- Membrane ProcessesДокумент24 страницыMembrane ProcessesMegaa Nurrahma DewieОценок пока нет
- LAB SOLAHmembrane SeparationДокумент22 страницыLAB SOLAHmembrane SeparationSo Lah Musa100% (1)
- CH 9 - Principles of UF MFДокумент33 страницыCH 9 - Principles of UF MFMohammad AlrasasiОценок пока нет
- Figure 1: Molecular Transport Through A MembraneДокумент5 страницFigure 1: Molecular Transport Through A MembraneSanika TalathiОценок пока нет
- Down Stream ProcessingДокумент44 страницыDown Stream ProcessingShifa ChoudharyОценок пока нет
- ACN Water PDFДокумент4 страницыACN Water PDFniralОценок пока нет
- ACN-Water 3 PDFДокумент2 страницыACN-Water 3 PDFniralОценок пока нет
- MethanolДокумент2 страницыMethanolniralОценок пока нет
- Us20110065939a1 PDFДокумент17 страницUs20110065939a1 PDFniralОценок пока нет
- MethanolДокумент2 страницыMethanolniralОценок пока нет
- ACN-Water 2 PDFДокумент6 страницACN-Water 2 PDFniralОценок пока нет
- Pipe Sizing and CalculationsДокумент17 страницPipe Sizing and CalculationsJaykumar100% (6)
- NeptjaДокумент2 страницыNeptjaniralОценок пока нет
- NiggaДокумент1 страницаNigganiralОценок пока нет
- KisdesДокумент1 страницаKisdesniralОценок пока нет
- JiioДокумент1 страницаJiioniralОценок пока нет
- NeptjaДокумент1 страницаNeptjaniralОценок пока нет
- TikoДокумент2 страницыTikoniralОценок пока нет
- KisdesДокумент1 страницаKisdesniralОценок пока нет
- KetsoДокумент1 страницаKetsoniralОценок пока нет
- KetsoДокумент1 страницаKetsoniralОценок пока нет
- NeptjaДокумент1 страницаNeptjaniralОценок пока нет
- NiggaДокумент1 страницаNigganiralОценок пока нет
- I. Multiple Choice Questions (Type-I)Документ13 страницI. Multiple Choice Questions (Type-I)Hardik GuptaОценок пока нет
- KetsoДокумент1 страницаKetsoniralОценок пока нет
- NiggaДокумент1 страницаNigganiralОценок пока нет
- KisdesДокумент1 страницаKisdesniralОценок пока нет
- NeptjaДокумент1 страницаNeptjaniralОценок пока нет
- Workbook: Case (Main) : Material StreamsДокумент1 страницаWorkbook: Case (Main) : Material StreamsniralОценок пока нет
- Study Guide-Aspen Plus BasicsДокумент9 страницStudy Guide-Aspen Plus BasicsRanjani J DeepakОценок пока нет
- 6 - Nature & Organization of Optimization ProblemДокумент48 страниц6 - Nature & Organization of Optimization ProblemniralОценок пока нет
- I. Multiple Choice Questions (Type-I)Документ13 страницI. Multiple Choice Questions (Type-I)Hardik GuptaОценок пока нет
- SyllabusДокумент3 страницыSyllabusKislay ChoudharyОценок пока нет
- 2 - Mathematical Models of Chemical Engineering SystemsДокумент9 страниц2 - Mathematical Models of Chemical Engineering SystemsniralОценок пока нет
- 8 - Basic Concepts of OptimizationДокумент26 страниц8 - Basic Concepts of OptimizationniralОценок пока нет
- 193 Gmaw Zug Asme (Andhika Rolando 3g) WPQДокумент1 страница193 Gmaw Zug Asme (Andhika Rolando 3g) WPQMuhammad Fitransyah Syamsuar PutraОценок пока нет
- Ion Exchangein Hydrometallurgical Processing An Overviewand Selected ApplicationsДокумент22 страницыIon Exchangein Hydrometallurgical Processing An Overviewand Selected ApplicationsShikoyeniОценок пока нет
- Two Way Slab Design With VBAДокумент6 страницTwo Way Slab Design With VBAprabin gautamОценок пока нет
- ASME B31 - Standards of Pressure PipingДокумент3 страницыASME B31 - Standards of Pressure PipingRachit OzaОценок пока нет
- Comitrol Processor Model 1700: Controlled Particle Size ReductionДокумент2 страницыComitrol Processor Model 1700: Controlled Particle Size ReductionNguyễn Lê Anh KhoaОценок пока нет
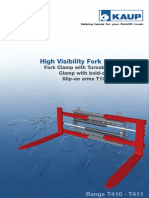
- Kaup T411 T411D ENДокумент8 страницKaup T411 T411D ENJuan Francisco Canto DiezОценок пока нет
- Sodium-Hypochlorite - MsdsДокумент3 страницыSodium-Hypochlorite - MsdsmehrОценок пока нет
- FilmTec ManualДокумент205 страницFilmTec ManualSarmad HameedОценок пока нет
- Flowmaster Katalog PDFДокумент10 страницFlowmaster Katalog PDFNina J NinjulОценок пока нет
- Candy CB 82 TДокумент33 страницыCandy CB 82 TIsabel Belmonte CiborroОценок пока нет
- Beneficiation of Ajabanoko Iron Ore Deposit, Kogi State, Nigeria Using Magnetic MethodsДокумент3 страницыBeneficiation of Ajabanoko Iron Ore Deposit, Kogi State, Nigeria Using Magnetic MethodsInfogain publicationОценок пока нет
- Potential Measurement To Determine The Chloride Threshold Concentration That Initiates Corrosion of Reinforcing Steel Bar in Slag ConcretesДокумент17 страницPotential Measurement To Determine The Chloride Threshold Concentration That Initiates Corrosion of Reinforcing Steel Bar in Slag ConcretesTarek ChikerОценок пока нет
- Bulk Carrier InspectionsДокумент3 страницыBulk Carrier InspectionsmetallourgosОценок пока нет
- Wisner Case 13Документ8 страницWisner Case 13Nabaneeta SahanaОценок пока нет
- Gas Turbine TrainingДокумент52 страницыGas Turbine TrainingNoble_Truth90% (10)
- Optimization of Component of Excavator BucketДокумент3 страницыOptimization of Component of Excavator BucketijsretОценок пока нет
- M606 CAD Module 3Документ6 страницM606 CAD Module 3jobingpОценок пока нет
- Draft A e A Tank Farm Design GuidelinesДокумент2 страницыDraft A e A Tank Farm Design GuidelinesSigit BintanОценок пока нет
- MAM Technical SpecificationДокумент21 страницаMAM Technical SpecificationHendrias Ari SujarwoОценок пока нет
- ATA 24 - ElectricalДокумент68 страницATA 24 - ElectricalJose JimenezОценок пока нет
- E155-00 Aluminum & Magnesium CastingsДокумент4 страницыE155-00 Aluminum & Magnesium Castingschitti409Оценок пока нет
- JDP-Tensar-AR-GN-Geocomposite-Data SheetДокумент1 страницаJDP-Tensar-AR-GN-Geocomposite-Data SheetBerat DalyabrakОценок пока нет
- Connector SectionДокумент28 страницConnector SectionRamesh ShindeОценок пока нет
- Characterization of Chemically Treated Limonia Acidissima Wood Apple Shell Powder Physicochemical Thermal and Morphological PropertiesДокумент12 страницCharacterization of Chemically Treated Limonia Acidissima Wood Apple Shell Powder Physicochemical Thermal and Morphological PropertiesSharath P CОценок пока нет
- PI Metal Detector Hammerhead PDFДокумент15 страницPI Metal Detector Hammerhead PDFAlvaro Garcia100% (1)
- XCMG XE215C, XE230C, XE260C Hydraulic Excavators Operating ManualДокумент154 страницыXCMG XE215C, XE230C, XE260C Hydraulic Excavators Operating ManualEmmanuel Garcia Ozan94% (16)
- Rotary Drum SpecsДокумент16 страницRotary Drum SpecsArrianne Jaye MataОценок пока нет
- Corrosion Prevention and Removal SystemsДокумент8 страницCorrosion Prevention and Removal SystemsDiarista Thoma SaputraОценок пока нет
- 303-W1-Rb-0632-1-Rdl-Num Det of Sup STR PDFДокумент1 страница303-W1-Rb-0632-1-Rdl-Num Det of Sup STR PDFJkkhyhОценок пока нет
- Polypropylene: Product Data SheetДокумент2 страницыPolypropylene: Product Data Sheet李万福Оценок пока нет
- Summary: Outlive: The Science and Art of Longevity by Peter Attia MD, With Bill Gifford: Key Takeaways, Summary & AnalysisОт EverandSummary: Outlive: The Science and Art of Longevity by Peter Attia MD, With Bill Gifford: Key Takeaways, Summary & AnalysisРейтинг: 4.5 из 5 звезд4.5/5 (42)
- When the Body Says No by Gabor Maté: Key Takeaways, Summary & AnalysisОт EverandWhen the Body Says No by Gabor Maté: Key Takeaways, Summary & AnalysisРейтинг: 3.5 из 5 звезд3.5/5 (2)
- Why We Die: The New Science of Aging and the Quest for ImmortalityОт EverandWhy We Die: The New Science of Aging and the Quest for ImmortalityРейтинг: 4 из 5 звезд4/5 (3)
- The Obesity Code: Unlocking the Secrets of Weight LossОт EverandThe Obesity Code: Unlocking the Secrets of Weight LossРейтинг: 4 из 5 звезд4/5 (6)
- Algorithms to Live By: The Computer Science of Human DecisionsОт EverandAlgorithms to Live By: The Computer Science of Human DecisionsРейтинг: 4.5 из 5 звезд4.5/5 (722)
- A Brief History of Time: From the Big Bang to Black HolesОт EverandA Brief History of Time: From the Big Bang to Black HolesРейтинг: 4 из 5 звезд4/5 (2193)
- Gut: the new and revised Sunday Times bestsellerОт EverandGut: the new and revised Sunday Times bestsellerРейтинг: 4 из 5 звезд4/5 (392)
- The Marshmallow Test: Mastering Self-ControlОт EverandThe Marshmallow Test: Mastering Self-ControlРейтинг: 4.5 из 5 звезд4.5/5 (58)
- Gut: The Inside Story of Our Body's Most Underrated Organ (Revised Edition)От EverandGut: The Inside Story of Our Body's Most Underrated Organ (Revised Edition)Рейтинг: 4 из 5 звезд4/5 (378)
- From Darkness to Sight: A Journey from Hardship to HealingОт EverandFrom Darkness to Sight: A Journey from Hardship to HealingРейтинг: 4 из 5 звезд4/5 (3)
- Summary: Limitless: Upgrade Your Brain, Learn Anything Faster, and Unlock Your Exceptional Life By Jim Kwik: Key Takeaways, Summary and AnalysisОт EverandSummary: Limitless: Upgrade Your Brain, Learn Anything Faster, and Unlock Your Exceptional Life By Jim Kwik: Key Takeaways, Summary and AnalysisРейтинг: 5 из 5 звезд5/5 (8)
- To Explain the World: The Discovery of Modern ScienceОт EverandTo Explain the World: The Discovery of Modern ScienceРейтинг: 3.5 из 5 звезд3.5/5 (51)
- A Brief History of Intelligence: Evolution, AI, and the Five Breakthroughs That Made Our BrainsОт EverandA Brief History of Intelligence: Evolution, AI, and the Five Breakthroughs That Made Our BrainsРейтинг: 4.5 из 5 звезд4.5/5 (6)
- Periodic Tales: A Cultural History of the Elements, from Arsenic to ZincОт EverandPeriodic Tales: A Cultural History of the Elements, from Arsenic to ZincРейтинг: 3.5 из 5 звезд3.5/5 (137)
- Tales from Both Sides of the Brain: A Life in NeuroscienceОт EverandTales from Both Sides of the Brain: A Life in NeuroscienceРейтинг: 3 из 5 звезд3/5 (18)
- Dark Matter and the Dinosaurs: The Astounding Interconnectedness of the UniverseОт EverandDark Matter and the Dinosaurs: The Astounding Interconnectedness of the UniverseРейтинг: 3.5 из 5 звезд3.5/5 (69)
- The Molecule of More: How a Single Chemical in Your Brain Drives Love, Sex, and Creativity--and Will Determine the Fate of the Human RaceОт EverandThe Molecule of More: How a Single Chemical in Your Brain Drives Love, Sex, and Creativity--and Will Determine the Fate of the Human RaceРейтинг: 4.5 из 5 звезд4.5/5 (516)
- Alex & Me: How a Scientist and a Parrot Discovered a Hidden World of Animal Intelligence—and Formed a Deep Bond in the ProcessОт EverandAlex & Me: How a Scientist and a Parrot Discovered a Hidden World of Animal Intelligence—and Formed a Deep Bond in the ProcessОценок пока нет
- Sully: The Untold Story Behind the Miracle on the HudsonОт EverandSully: The Untold Story Behind the Miracle on the HudsonРейтинг: 4 из 5 звезд4/5 (103)
- Lessons for Survival: Mothering Against “the Apocalypse”От EverandLessons for Survival: Mothering Against “the Apocalypse”Рейтинг: 5 из 5 звезд5/5 (2)
- The Egoscue Method of Health Through Motion: A Revolutionary Program That Lets You Rediscover the Body's Power to Protect and Rejuvenate ItselfОт EverandThe Egoscue Method of Health Through Motion: A Revolutionary Program That Lets You Rediscover the Body's Power to Protect and Rejuvenate ItselfРейтинг: 4 из 5 звезд4/5 (8)
- How Emotions Are Made: The Secret Life of the BrainОт EverandHow Emotions Are Made: The Secret Life of the BrainРейтинг: 4.5 из 5 звезд4.5/5 (440)