Вам также может понравиться
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsОт EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsОценок пока нет
- WPS & WPQR (Asme Section IX)Документ7 страницWPS & WPQR (Asme Section IX)Rizaldy PhoenksОценок пока нет
- Final - WPS PQR 86Документ4 страницыFinal - WPS PQR 86Parag WadekarОценок пока нет
- WPS 03 2014Документ2 страницыWPS 03 2014vinuОценок пока нет
- Joints (Qw-402) DetailsДокумент3 страницыJoints (Qw-402) DetailsNaqqash SajidОценок пока нет
- ASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Документ2 страницыASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Virk Farms100% (1)
- WPSДокумент3 страницыWPSSagar GourОценок пока нет
- Welding Procedure Specification (WPS) : As Per Asme Sec - Ix 2004 EDITIONДокумент3 страницыWelding Procedure Specification (WPS) : As Per Asme Sec - Ix 2004 EDITIONJennifer French100% (2)
- Smaw Wps FinalДокумент3 страницыSmaw Wps FinalsheikmoinОценок пока нет
- Form Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Документ2 страницыForm Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Muhammad MunadiОценок пока нет
- All Position Stainless Steel Welding ProcedureДокумент6 страницAll Position Stainless Steel Welding ProcedureJaime PatrónОценок пока нет
- Joints (Qw-402) DetailsДокумент3 страницыJoints (Qw-402) DetailsNaqqash SajidОценок пока нет
- WPS SUMMARYДокумент10 страницWPS SUMMARYbhavin178Оценок пока нет
- Ejemplo Prueba 991003Документ2 страницыEjemplo Prueba 991003MARIO ALBAОценок пока нет
- Page No: 01: SA 240 GR 304 SA 240 GR 304Документ5 страницPage No: 01: SA 240 GR 304 SA 240 GR 304jobertОценок пока нет
- Tips Wps FormatДокумент5 страницTips Wps FormatWaqas WaqasОценок пока нет
- WPS, PQR & WPQ - Hastealloy C276 To Hastealloy C276Документ20 страницWPS, PQR & WPQ - Hastealloy C276 To Hastealloy C276prod41567% (6)
- Welding Procedure SpecificationДокумент27 страницWelding Procedure SpecificationGopakumar K100% (2)
- Wps For Akbtpl E-6013 - ModifiedДокумент13 страницWps For Akbtpl E-6013 - ModifiedvinayОценок пока нет
- Welding Procedure Specification for Stainless SteelДокумент5 страницWelding Procedure Specification for Stainless SteelVarun Malhotra100% (5)
- Form Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Документ2 страницыForm Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)mohammadОценок пока нет
- Welding Procedure SpecificationДокумент3 страницыWelding Procedure SpecificationAhmed saber100% (2)
- WPS For Structure Mild Steel Fillet Weld PDFДокумент2 страницыWPS For Structure Mild Steel Fillet Weld PDFHarshit AdwaniОценок пока нет
- Wps FormatДокумент2 страницыWps FormatMeghan GhoneОценок пока нет
- Final WPS - ItdcДокумент2 страницыFinal WPS - ItdcsarancivilrajОценок пока нет
- Wps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxДокумент5 страницWps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxjobert100% (1)
- P. WpsДокумент14 страницP. WpsIsmiArdyОценок пока нет
- Asme PQRДокумент4 страницыAsme PQRHong Dae Yoon100% (2)
- METALS INSPECTION SERVICES WELDING PROCEDUREДокумент6 страницMETALS INSPECTION SERVICES WELDING PROCEDURELuis MuñozОценок пока нет
- WPS&PQR FormsДокумент4 страницыWPS&PQR FormsArab WeldersОценок пока нет
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDДокумент5 страницWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDIskak TabriОценок пока нет
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDДокумент5 страницWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDHussein MohamedОценок пока нет
- Mechanical Engineering M.Abdul GhoziДокумент4 страницыMechanical Engineering M.Abdul GhoziRizaldy PhoenksОценок пока нет
- PQR 03 2014Документ2 страницыPQR 03 2014vinuОценок пока нет
- JOINTS (QW-402) : in Accordance With QW-200.1, Section IX, ASME BPVCДокумент5 страницJOINTS (QW-402) : in Accordance With QW-200.1, Section IX, ASME BPVCmkhalil1148Оценок пока нет
- 03 WPS CS 1Документ3 страницы03 WPS CS 1mohammadОценок пока нет
- FORM QW-482 WELDING PROCEDURE SPECIFICATIONДокумент2 страницыFORM QW-482 WELDING PROCEDURE SPECIFICATIONsbmmlaОценок пока нет
- WPS-ASME SEC IX-for PSOДокумент3 страницыWPS-ASME SEC IX-for PSOSultan ZebОценок пока нет
- QW-482 Suggested Format For Welding ProcДокумент2 страницыQW-482 Suggested Format For Welding Procsachin0% (1)
- WELDING PROCEDURE SPECIFICATION FOR FILLET WELDSДокумент2 страницыWELDING PROCEDURE SPECIFICATION FOR FILLET WELDSAhmed saberОценок пока нет
- Wps PQR Welder Qualification Certification ConsultancyДокумент2 страницыWps PQR Welder Qualification Certification ConsultancyEmam SayedОценок пока нет
- 3 BodyPart Edcb3a5f Eede 445f A423 Ea2f5809c15eДокумент6 страниц3 BodyPart Edcb3a5f Eede 445f A423 Ea2f5809c15emayank0738Оценок пока нет
- Welding Procedure Specification (WPS) : Asme Sec Ix, 2017 Boiler and Pressure Vessel CodeДокумент2 страницыWelding Procedure Specification (WPS) : Asme Sec Ix, 2017 Boiler and Pressure Vessel CodeNuwan RanaweeraОценок пока нет
- WPS CuNiДокумент4 страницыWPS CuNiSripathyОценок пока нет
- Welding Procedure Specification for SMAW of Carbon Steel Butt JointsДокумент2 страницыWelding Procedure Specification for SMAW of Carbon Steel Butt JointstayyabОценок пока нет
- WPS Dissimilar 11.08 MM Max.Документ4 страницыWPS Dissimilar 11.08 MM Max.Sripathy50% (2)
- WPS Vessel 1Документ4 страницыWPS Vessel 1Naqqash SajidОценок пока нет
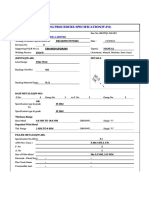
- PT. TRECONS MITRA GEMILANG PROCEDURE QUALIFICATION RECORDSДокумент1 страницаPT. TRECONS MITRA GEMILANG PROCEDURE QUALIFICATION RECORDSBudi Setia RahmanОценок пока нет
- WC9Документ5 страницWC9Suresh KrishnanОценок пока нет
- WPS & PQR - LTM - QW - PipeДокумент7 страницWPS & PQR - LTM - QW - PipeKAMALОценок пока нет
- According To ASME IX: Welding Procedure Specification (W.P.S)Документ4 страницыAccording To ASME IX: Welding Procedure Specification (W.P.S)Mohamed SalehОценок пока нет
- Mark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)Документ6 страницMark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)attaullaОценок пока нет
- Mark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)Документ6 страницMark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)vijay rajОценок пока нет
- WELDING PROCEDURE SPECIFICATIONSДокумент6 страницWELDING PROCEDURE SPECIFICATIONSMuhammad Fitransyah Syamsuar PutraОценок пока нет
- Weld Quality: The Role of Computers: Proceedings of the International Conference on Improved Weldment Control with Special Reference to Computer Technology Held in Vienna, Austria, 4–5 July 1988 under the Auspices of the International Institute of WeldingОт EverandWeld Quality: The Role of Computers: Proceedings of the International Conference on Improved Weldment Control with Special Reference to Computer Technology Held in Vienna, Austria, 4–5 July 1988 under the Auspices of the International Institute of WeldingОценок пока нет
- Corrosion Inspection Program PDFДокумент46 страницCorrosion Inspection Program PDFAnonymous S9qBDVkyОценок пока нет
- General 1Документ4 страницыGeneral 1Saifulla CmpОценок пока нет
- Ut Annamalai 4Документ39 страницUt Annamalai 4Saifulla CmpОценок пока нет
- Ut Annamalai 3Документ36 страницUt Annamalai 3Saifulla CmpОценок пока нет
- Pattaya 2Документ11 страницPattaya 2Saifulla CmpОценок пока нет
- Ut Annamalai1Документ36 страницUt Annamalai1Saifulla CmpОценок пока нет
- Ut Annamalai2Документ41 страницаUt Annamalai2Saifulla CmpОценок пока нет
- Eap IiДокумент2 страницыEap IiSaifulla CmpОценок пока нет
- SecularismДокумент107 страницSecularismSaifulla CmpОценок пока нет
- Intro To Eddy Current TestingДокумент7 страницIntro To Eddy Current TestingSaifulla CmpОценок пока нет
- 570 Publications Effectivity Sheet Dec 1 2010asДокумент1 страница570 Publications Effectivity Sheet Dec 1 2010asFabio MiguelОценок пока нет
- CHM 101 ELECTROCHEMISTRY Lecture 1Документ18 страницCHM 101 ELECTROCHEMISTRY Lecture 1Kehinde AladetoyinboОценок пока нет
- Reconsideration Exam ECE CKTsДокумент15 страницReconsideration Exam ECE CKTsClare Jazzlyn C. SantosОценок пока нет
- Courses BCA AcademyДокумент1 страницаCourses BCA Academyfaizul4185Оценок пока нет
- A Literature Review of Hydrogen and Natural Gas Turbines 081222Документ28 страницA Literature Review of Hydrogen and Natural Gas Turbines 081222Abdelkader TayebiОценок пока нет
- Combined Utility LayoutДокумент1 страницаCombined Utility LayoutShahul HameedОценок пока нет
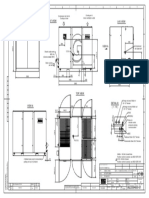
- GA90p-160 G 160 AC PACK Metric Dimension Drawing en Antwerp 9823584600 Ed03Документ1 страницаGA90p-160 G 160 AC PACK Metric Dimension Drawing en Antwerp 9823584600 Ed03FloydMG TecnominОценок пока нет
- Hoover REACT Cordless ManualДокумент80 страницHoover REACT Cordless ManualNedim OmerhodzicОценок пока нет
- MCE16 Pressure VesselsДокумент8 страницMCE16 Pressure VesselsJera Lunar CaliwanaganОценок пока нет
- Great Lakes 2022 ReportДокумент22 страницыGreat Lakes 2022 ReportElizabeth WashingtonОценок пока нет
- Cummins QSK45 and QSK60 Owners ManualДокумент250 страницCummins QSK45 and QSK60 Owners ManualISRAEL GONZALES83% (6)
- 622 E3 Addendum 1Документ7 страниц622 E3 Addendum 1WildanОценок пока нет
- Legal Geographies and Patent LawДокумент2 страницыLegal Geographies and Patent LawLuminita OlteanuОценок пока нет
- Nietz Electric Co.,LtdДокумент164 страницыNietz Electric Co.,LtdmouradОценок пока нет
- (ECM) X1 (Diesel)Документ5 страниц(ECM) X1 (Diesel)Jairo CoxОценок пока нет
- Cummins ISB - EGR Issues - Techn - Bulletin TSB190165Документ4 страницыCummins ISB - EGR Issues - Techn - Bulletin TSB190165arsieiraОценок пока нет
- 200aetx L200aetxДокумент73 страницы200aetx L200aetxJose ZapataОценок пока нет
- Quiz NuclearДокумент2 страницыQuiz NuclearMostafa IsmailОценок пока нет
- Paint Booth ChecklistДокумент4 страницыPaint Booth Checklistمحمد عبدالدايمОценок пока нет
- H5801H0084 enДокумент220 страницH5801H0084 enRmk HsdОценок пока нет
- Ecodriving Lesson Advises Going GreenДокумент4 страницыEcodriving Lesson Advises Going GreenBannour Sara100% (1)
- Pressure Vessel Maintenance ChecklistДокумент6 страницPressure Vessel Maintenance ChecklistSiti Hajar Ab WahabОценок пока нет
- Chevrolet Tahoe 4.8L 5.3L & 6.0LДокумент109 страницChevrolet Tahoe 4.8L 5.3L & 6.0Lgabriel petitОценок пока нет
- Tour H1 Owners Manual - 99011M53M71-74EДокумент240 страницTour H1 Owners Manual - 99011M53M71-74EtempvjОценок пока нет
- Web WT55 Hood DWДокумент12 страницWeb WT55 Hood DWsconquest ETOОценок пока нет
- Review and Comparison of Various Hydrogen Production Methods Based On Costs and Life Cycle Impact Assessment IndicatorsДокумент24 страницыReview and Comparison of Various Hydrogen Production Methods Based On Costs and Life Cycle Impact Assessment IndicatorsesoubihОценок пока нет
- Adv Hydraulics Master's Course NotesДокумент3 страницыAdv Hydraulics Master's Course NotesKrishna GhimireОценок пока нет
- LEHE2625-00 Supplement V6 20201126Документ1 страницаLEHE2625-00 Supplement V6 20201126Chris StillОценок пока нет
- RG Compressor ManualДокумент608 страницRG Compressor ManualBT20MEC047 Jeet BhaktaОценок пока нет
- WBN025 - A3 - Feb21Документ44 страницыWBN025 - A3 - Feb21E PenaОценок пока нет
- Item List Pt01Документ157 страницItem List Pt01Electrical Tubes - MalurОценок пока нет