Вам также может понравиться
- Step 1: Gather Needed ToolsДокумент4 страницыStep 1: Gather Needed Toolsnikko candaОценок пока нет
- The Basics of Used Oil Sampling - Machinery Lubrication 1Документ19 страницThe Basics of Used Oil Sampling - Machinery Lubrication 1shakerОценок пока нет
- Best Practices: Oil Sampling Do's and Don'tsДокумент21 страницаBest Practices: Oil Sampling Do's and Don'tsEmmanuelОценок пока нет
- A Procedure For Lube Oil FlushingДокумент9 страницA Procedure For Lube Oil FlushingBrosGeeОценок пока нет
- The Basics of Used Oil Sampling - Machinery LubricationДокумент19 страницThe Basics of Used Oil Sampling - Machinery LubricationshakerОценок пока нет
- Best Practice 37findng Value in Oil AnalysisДокумент5 страницBest Practice 37findng Value in Oil AnalysisAntonio CastilloОценок пока нет
- Automatic Grease Lubricators White PaperДокумент5 страницAutomatic Grease Lubricators White PaperPaul RuckОценок пока нет
- How To Avoid Over-LubricationДокумент7 страницHow To Avoid Over-Lubricationsyuhaimi82Оценок пока нет
- 12B OilAnalysisДокумент2 страницы12B OilAnalysisMuhamad BadarОценок пока нет
- Operator’S Guide to Rotating Equipment: An Introduction to Rotating Equipment Construction, Operating Principles, Troubleshooting, and Best PracticesОт EverandOperator’S Guide to Rotating Equipment: An Introduction to Rotating Equipment Construction, Operating Principles, Troubleshooting, and Best PracticesРейтинг: 5 из 5 звезд5/5 (3)
- Flushing and The Voice Within Your OilДокумент4 страницыFlushing and The Voice Within Your OilHunab379Оценок пока нет
- Oil Mist Lubrication TutorialДокумент14 страницOil Mist Lubrication Tutorial최승원Оценок пока нет
- Machinery Lubrication MagazineДокумент82 страницыMachinery Lubrication Magazined_ansari26Оценок пока нет
- Oil Sampling AnalysisДокумент2 страницыOil Sampling AnalysisManu SОценок пока нет
- Your Oil Is Talking Sensors and Filters Create Savings 1616525209Документ13 страницYour Oil Is Talking Sensors and Filters Create Savings 1616525209cristianОценок пока нет
- Lubrication - Whose Job Is It Anyway?: By: Mark Barnes, Noria CorporationДокумент3 страницыLubrication - Whose Job Is It Anyway?: By: Mark Barnes, Noria CorporationVictor ZhicayОценок пока нет
- ML July August 2012Документ53 страницыML July August 2012rona41brОценок пока нет
- Mechanical Parts MaitenanceДокумент2 страницыMechanical Parts MaitenanceNaveedОценок пока нет
- MLI May June 2016Документ40 страницMLI May June 2016Dhruv SolankiОценок пока нет
- Introduction To Condition Monitoring - STLE Toronto Section March 19 2024 Ken BrownДокумент51 страницаIntroduction To Condition Monitoring - STLE Toronto Section March 19 2024 Ken BrownKenneth John BrownОценок пока нет
- Machinery LubricationДокумент60 страницMachinery LubricationJorge Cuadros Blas100% (1)
- How To Verify System Cleanliness After An Oil FlushДокумент7 страницHow To Verify System Cleanliness After An Oil FlushchrisОценок пока нет
- Machinery Lubrication: Level 1 - 2Документ12 страницMachinery Lubrication: Level 1 - 2JairОценок пока нет
- The Top 3 Condition Monitoring KPIsДокумент10 страницThe Top 3 Condition Monitoring KPIssatya krishna chagantiОценок пока нет
- Commissioning Lubricating Oil Systems: 1. ScopeДокумент5 страницCommissioning Lubricating Oil Systems: 1. ScopearnulfoalopezqОценок пока нет
- Protect Your Machinery and Minimize Down TimeДокумент20 страницProtect Your Machinery and Minimize Down TimeHugo CiprianiОценок пока нет
- Seven: Powder Coating System Design ConsiderationsДокумент9 страницSeven: Powder Coating System Design ConsiderationsMike MotariОценок пока нет
- The Dangers of Over-GreasingДокумент3 страницыThe Dangers of Over-GreasingfahazumeeОценок пока нет
- Understanding Foaming: Ashley Mayer, Noria CorporationДокумент2 страницыUnderstanding Foaming: Ashley Mayer, Noria Corporationocto widodoОценок пока нет
- PM For Ageing EquipmentДокумент16 страницPM For Ageing EquipmentAkhtar QuddusОценок пока нет
- Understanding Oil AnalysisДокумент8 страницUnderstanding Oil AnalysisTim ku100% (1)
- Kluber Bearing LubricationДокумент9 страницKluber Bearing Lubricationmotosega78100% (1)
- Lube Oil System - An Overview - ScienceDirect TopicsДокумент24 страницыLube Oil System - An Overview - ScienceDirect TopicsAlfredo VelasquezОценок пока нет
- Oil Mist LubricationДокумент14 страницOil Mist Lubrication최승원Оценок пока нет
- White Paper Improving Machinery Productivity With Oil Debris Sensing 2Документ11 страницWhite Paper Improving Machinery Productivity With Oil Debris Sensing 2Tairon lopezОценок пока нет
- Hidden Benefits of Lubricant ConsolidationДокумент6 страницHidden Benefits of Lubricant ConsolidationAlencar Pedroso FilhoОценок пока нет
- Electric Motor LubricationДокумент4 страницыElectric Motor LubricationKamal ArabОценок пока нет
- Oil Analysis PDFДокумент0 страницOil Analysis PDFrizaldyjoe100% (1)
- Lubricant Condition Monitoring: Why The Lubricants MonitoringДокумент14 страницLubricant Condition Monitoring: Why The Lubricants Monitoringrbdubey2020Оценок пока нет
- Oil Sampling Mistakes To AvoidДокумент2 страницыOil Sampling Mistakes To AvoidrobjowssОценок пока нет
- S O S Services: Maintenance Products and ServicesДокумент8 страницS O S Services: Maintenance Products and ServicesAbner VillanuevaОценок пока нет
- Lubricant Application - Grease Volumes and Frequencies - TLT Article - April09Документ7 страницLubricant Application - Grease Volumes and Frequencies - TLT Article - April09Fiananta FauziОценок пока нет
- Larry Fast Manuf Exc Maintenance PDFДокумент15 страницLarry Fast Manuf Exc Maintenance PDFErdin AhaddinОценок пока нет
- Update Your Oil Mist Lubrication KnowledgeДокумент2 страницыUpdate Your Oil Mist Lubrication Knowledgehello17Оценок пока нет
- Process For Optimizing or Extending Oil Drain Intervals On Off Highway Trucks Equipped With A Centrifugal OilДокумент9 страницProcess For Optimizing or Extending Oil Drain Intervals On Off Highway Trucks Equipped With A Centrifugal OilDaniel88036Оценок пока нет
- GESERCO-CataXts-GBДокумент60 страницGESERCO-CataXts-GBsergio ibañezОценок пока нет
- Preventive Maintenance TipsДокумент3 страницыPreventive Maintenance TipsPrakash NiroulaОценок пока нет
- Natural Gas Engine OДокумент8 страницNatural Gas Engine Ogoldy456Оценок пока нет
- SMBBearings Bearing Failure GuideДокумент11 страницSMBBearings Bearing Failure Guidefog900Оценок пока нет
- System Saver Operating InstructionsДокумент5 страницSystem Saver Operating InstructionsFrancisco Javier López BarrancoОценок пока нет
- UE Systems Lubrication EbookДокумент13 страницUE Systems Lubrication EbookDiego Egoávil MéndezОценок пока нет
- SOS Service Fluid Analysis PDFДокумент12 страницSOS Service Fluid Analysis PDFCorina Stanculescu0% (1)
- Commissioning of Lubricating Oil SystemsДокумент5 страницCommissioning of Lubricating Oil Systemssatya_chagantiОценок пока нет
- Lubricant Application: Grease Volumes and FrequenciesДокумент7 страницLubricant Application: Grease Volumes and FrequenciesAmjedОценок пока нет
- Clean Is Green - Profit From Equipment CleanlinessДокумент10 страницClean Is Green - Profit From Equipment CleanlinessJuan Alejandro Cañas ColoradoОценок пока нет
- Centrifugal Pump Cooling and Lubricant ApplicationДокумент11 страницCentrifugal Pump Cooling and Lubricant ApplicationamritОценок пока нет
- Distillation ColumnДокумент26 страницDistillation Columnlutfi awn100% (1)
- The Enduring Grease vs. Oil DebateДокумент3 страницыThe Enduring Grease vs. Oil DebateSrinathReddyОценок пока нет
- Operator’S Guide to Centrifugal Pumps: What Every Reliability-Minded Operator Needs to KnowОт EverandOperator’S Guide to Centrifugal Pumps: What Every Reliability-Minded Operator Needs to KnowРейтинг: 2 из 5 звезд2/5 (1)
- Motor Test Instructions PDFДокумент2 страницыMotor Test Instructions PDFAriel DimacaliОценок пока нет
- 3 Phase - Single Phase Motors & CktsДокумент63 страницы3 Phase - Single Phase Motors & CktsAriel DimacaliОценок пока нет
- Resilient Valves O&M ManualДокумент16 страницResilient Valves O&M ManualAriel DimacaliОценок пока нет
- HIPOT Testing Dielectric Strength TestДокумент4 страницыHIPOT Testing Dielectric Strength TestAriel DimacaliОценок пока нет
- Rolling Diaphragm CylindersДокумент1 страницаRolling Diaphragm CylindersAriel DimacaliОценок пока нет
- Microwave Site MonitoringДокумент16 страницMicrowave Site MonitoringAriel DimacaliОценок пока нет
- Gauge Absolute Differential Sealed PressureДокумент2 страницыGauge Absolute Differential Sealed PressureAriel DimacaliОценок пока нет
- GV2ME08 Manual StarterДокумент10 страницGV2ME08 Manual StarterAriel DimacaliОценок пока нет
- Alarm Monitoring FundamentalsДокумент16 страницAlarm Monitoring FundamentalsAriel DimacaliОценок пока нет
- Zilmet Ultrapro ManualДокумент12 страницZilmet Ultrapro ManualAriel DimacaliОценок пока нет
- Plumbing Abbreviations Plumbing SpecificationsДокумент3 страницыPlumbing Abbreviations Plumbing SpecificationsAriel DimacaliОценок пока нет
- CA2SKE20U7: Product Data SheetДокумент2 страницыCA2SKE20U7: Product Data SheetAriel DimacaliОценок пока нет
- CA2SKE20 - Alternating Relay WiringДокумент1 страницаCA2SKE20 - Alternating Relay WiringAriel DimacaliОценок пока нет
- 5774Документ56 страниц5774Carmela De ChavezОценок пока нет
- Manual Area CalculuxДокумент214 страницManual Area Calculuxjohnsmith2250% (1)
- Alternating RelayДокумент4 страницыAlternating RelayAriel DimacaliОценок пока нет
- Duct and Cover: August 2015 Mark C. OdeДокумент2 страницыDuct and Cover: August 2015 Mark C. OdeAriel DimacaliОценок пока нет
- Icft Lab1Документ2 страницыIcft Lab1Kallu kaliaОценок пока нет
- TH23 TH26 TH34 Kawasaki Service Repair Manual PDFДокумент41 страницаTH23 TH26 TH34 Kawasaki Service Repair Manual PDFmickОценок пока нет
- Id35 Honda GX630 GX660 GX690Документ20 страницId35 Honda GX630 GX660 GX690RodrigoChaves0% (1)
- Review of Related Literature: Rizal Technological UniversityДокумент26 страницReview of Related Literature: Rizal Technological UniversityJulius ChavezОценок пока нет
- Info. VMДокумент119 страницInfo. VMubaldolinda100% (1)
- Pneumatic Conveying & Dust Collection For Powder Activated Carbon (PAC)Документ3 страницыPneumatic Conveying & Dust Collection For Powder Activated Carbon (PAC)Enrique Alfonso Garcia PeluffoОценок пока нет
- Edel - 2016 - Catalog (Aftermarket MTU Parts)Документ752 страницыEdel - 2016 - Catalog (Aftermarket MTU Parts)Ricky Burtonshaw71% (7)
- prEN16723 2Документ24 страницыprEN16723 2Ricardo Lourenço100% (1)
- Compressed Air Process FiltrationДокумент20 страницCompressed Air Process FiltrationИльяОценок пока нет
- Hyundai Engine CatalogДокумент11 страницHyundai Engine CatalogEsteban Amador100% (1)
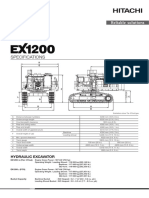
- EX1200 7 Specs Digital Only 18 11Документ20 страницEX1200 7 Specs Digital Only 18 11dilla azrameliaОценок пока нет
- AD45B Underground Articulated Truck - Service SheetДокумент7 страницAD45B Underground Articulated Truck - Service SheetaleciolyraОценок пока нет
- Rukovodstvo Po Ekspluatacii Motokultivatora Honda F 560Документ290 страницRukovodstvo Po Ekspluatacii Motokultivatora Honda F 560Valentin C.Оценок пока нет
- Automotive PartsДокумент9 страницAutomotive PartsJestoniОценок пока нет
- Daewoo DE12-T-TI. мануал PDFДокумент169 страницDaewoo DE12-T-TI. мануал PDFustyugov81100% (2)
- IG6000 Digital Generator Set Maintenance ManualДокумент60 страницIG6000 Digital Generator Set Maintenance Manualluis gomezОценок пока нет
- GIA-ATLAS COPCO Crossrefference ListДокумент320 страницGIA-ATLAS COPCO Crossrefference Listwladimir100% (1)
- Husqvarna Service Manual For Cutters Trimmers Pruners Hedge Trimmers BlowersДокумент224 страницыHusqvarna Service Manual For Cutters Trimmers Pruners Hedge Trimmers BlowersJames Allen CaldwellОценок пока нет
- Air Filter Performance Under Variable Air Volume Conditions: Aivc #12,995Документ14 страницAir Filter Performance Under Variable Air Volume Conditions: Aivc #12,995RUCHIR YADAVОценок пока нет
- INSPECCIÓN ORDEN DE COMPRA - PEx-001-2022Документ2 страницыINSPECCIÓN ORDEN DE COMPRA - PEx-001-2022Kevin HerediaОценок пока нет
- Sullair 3009aДокумент72 страницыSullair 3009aveljim C.A67% (3)
- Heating, Ventilation and Air Conditioning (HVAC) System Validation Process - Pharmaceutical GuidelinesДокумент2 страницыHeating, Ventilation and Air Conditioning (HVAC) System Validation Process - Pharmaceutical GuidelinesShoaib BiradarОценок пока нет
- Arctic Cat 2011 DVX 90 and 90 Utility Service ManualДокумент8 страницArctic Cat 2011 DVX 90 and 90 Utility Service Manualsandra100% (52)
- D8T Track Type-Maintenance IntervalsДокумент65 страницD8T Track Type-Maintenance IntervalsMACHINERY101GEARОценок пока нет
- AEC Militant MkIII Recovery User Manual V1Документ78 страницAEC Militant MkIII Recovery User Manual V1David Kelly100% (3)
- 02-Engine Mechanical SystemДокумент96 страниц02-Engine Mechanical Systemsalvador341100% (1)
- 1000 Series (AA-AH YA-YD) UHДокумент58 страниц1000 Series (AA-AH YA-YD) UHВладислав ЛеоновОценок пока нет
- Honeywell Indoor Air Quality SolutionsДокумент28 страницHoneywell Indoor Air Quality Solutionsbarley222Оценок пока нет
- Engine Room VentillationДокумент36 страницEngine Room VentillationAnwarul Shafiq AwalludinОценок пока нет
- GT Gas Fuel and Air FlowДокумент38 страницGT Gas Fuel and Air FlowhinaОценок пока нет