Вам также может понравиться
- Effect of Duct Type On Shear Strength of Thin Webs: Aci Structural Journal Technical PaperДокумент7 страницEffect of Duct Type On Shear Strength of Thin Webs: Aci Structural Journal Technical PaperJitendraОценок пока нет
- ACPPA TechSeries 12 JackingCPP FinalДокумент6 страницACPPA TechSeries 12 JackingCPP FinalWilliamray PabloОценок пока нет
- Seminor On Prestressed Concrete.Документ43 страницыSeminor On Prestressed Concrete.CHETTIKULAM NATHAM projectОценок пока нет
- Seminor On Prestressed ConcreteДокумент43 страницыSeminor On Prestressed ConcreteNatarajan SaravananОценок пока нет
- Prestressed Concrete: Masood Khan B. Arch. 4 Year (DayДокумент15 страницPrestressed Concrete: Masood Khan B. Arch. 4 Year (Daymasood khanОценок пока нет
- Strengthening of Shear Wall With High PerformanceДокумент9 страницStrengthening of Shear Wall With High PerformanceOğuzhan OdbayОценок пока нет
- Irjet V4i6461 PDFДокумент6 страницIrjet V4i6461 PDFANKESH SHRIVASTAVAОценок пока нет
- 02 Hobas Jacking PipesДокумент20 страниц02 Hobas Jacking Pipesdliu88100% (1)
- Seminor On Prestressed ConcreteДокумент43 страницыSeminor On Prestressed ConcreteNatarajan Saravanan100% (5)
- Pre-Stress Assignment 3 ReportДокумент13 страницPre-Stress Assignment 3 ReportRaunaq ChandaОценок пока нет
- Design and Construction Problems of A "Big Inch" Outfall: Carlo Avanzini and Pierantonio QuiriciДокумент8 страницDesign and Construction Problems of A "Big Inch" Outfall: Carlo Avanzini and Pierantonio Quiricijean miguel oscorima celisОценок пока нет
- CNC Damping System Using Viscous Shear Damper and Hydro Static BearingsДокумент3 страницыCNC Damping System Using Viscous Shear Damper and Hydro Static BearingsFabrizio GrassoОценок пока нет
- Prestressed Concrete Structures - AssignmentДокумент11 страницPrestressed Concrete Structures - AssignmentAlbinPSunnyОценок пока нет
- Pre-Stressed ConcretДокумент42 страницыPre-Stressed ConcretNOBLE STAINES JОценок пока нет
- MODULE 1: Introduction To Reinforced Concrete: Compressive Strength (52 Mpa) - 21 MpaДокумент12 страницMODULE 1: Introduction To Reinforced Concrete: Compressive Strength (52 Mpa) - 21 MpaBARTULING tvОценок пока нет
- Ramireddy Subbarami Reddy Engineering College Kadanuthala: Department of Civil EngineeringДокумент38 страницRamireddy Subbarami Reddy Engineering College Kadanuthala: Department of Civil Engineeringmegha srivastavaОценок пока нет
- Comparison EngineeringДокумент9 страницComparison EngineeringpdiconpОценок пока нет
- AMERICAN Pipe Manual - Ductile Iron Pipe (5-14-15) PDFДокумент35 страницAMERICAN Pipe Manual - Ductile Iron Pipe (5-14-15) PDFLmaoОценок пока нет
- TB29 - Deckform Sept 02Документ2 страницыTB29 - Deckform Sept 02Ravinesh SinghОценок пока нет
- 6538 PDFДокумент5 страниц6538 PDFRam Dela CruzОценок пока нет
- Durability of SFRC PDFДокумент10 страницDurability of SFRC PDFBehzadDastjerdyОценок пока нет
- Determination of Design Parameters in Large Size Reinforced Polyethylene PipesДокумент6 страницDetermination of Design Parameters in Large Size Reinforced Polyethylene PipesTon PhichitОценок пока нет
- Structural Performance of Corrosion-Damaged Concrete BeamsДокумент13 страницStructural Performance of Corrosion-Damaged Concrete BeamspublikgerОценок пока нет
- Experimental Study of Bond-Slip Performance of Corroded Reinforced Concrete Under Cyclic LoadingДокумент10 страницExperimental Study of Bond-Slip Performance of Corroded Reinforced Concrete Under Cyclic Loadingofreneo_joshua4437Оценок пока нет
- D1.12 Hyliner AKS HDPE LiningДокумент4 страницыD1.12 Hyliner AKS HDPE LininglmiitobnykhpvdwuzyОценок пока нет
- Appendix 2 Concrete OverlaysДокумент29 страницAppendix 2 Concrete Overlaysproteor_srlОценок пока нет
- University of Windsor: Material PropertiesДокумент15 страницUniversity of Windsor: Material PropertiesMohammed Mudassir MirzaОценок пока нет
- Prestresed Concrete Post Tensioning PDFДокумент27 страницPrestresed Concrete Post Tensioning PDFSathya GajjalaОценок пока нет
- Environmental Engineering Concrete Structures: CE 498 - Design Project November 16, 21, 2006Документ34 страницыEnvironmental Engineering Concrete Structures: CE 498 - Design Project November 16, 21, 2006Dory AzarОценок пока нет
- 1 s2.0 S2352710223003613 MainДокумент17 страниц1 s2.0 S2352710223003613 MainTheyCalledMe ZafОценок пока нет
- Unit-I (Introduction & Methods of Prestressing)Документ10 страницUnit-I (Introduction & Methods of Prestressing)Sasi HoneyОценок пока нет
- The Design of Water PDFДокумент7 страницThe Design of Water PDFSahan Chanchana Perumpuli Arachchi100% (1)
- Lesson 13Документ73 страницыLesson 13Darlene SarnoОценок пока нет
- Experimental Studies On Effects of Sodium Citrate, Calcium Nitrite and Hexamine As Corrosion Inhibitor in ConcreteДокумент5 страницExperimental Studies On Effects of Sodium Citrate, Calcium Nitrite and Hexamine As Corrosion Inhibitor in ConcreteDHEERESH KUMAR NAYAK Res. Scholar, Dept. of Civil Engg., IIT (BHU)Оценок пока нет
- Li 2020Документ11 страницLi 2020paulaОценок пока нет
- Well Cementing 13cap IДокумент43 страницыWell Cementing 13cap IWill OrtizОценок пока нет
- Week 4 - Materials Used in PrestressДокумент121 страницаWeek 4 - Materials Used in PrestressTris CollectionОценок пока нет
- Enhancing The Tensile Performance of Ultra-High-Performance Concrete Through Novel Curvilinear Steel FibersДокумент13 страницEnhancing The Tensile Performance of Ultra-High-Performance Concrete Through Novel Curvilinear Steel FibersAkashОценок пока нет
- Preventing Stress Corrosion Cracking in The Carbon Dioxide Absorber of Ammonia PlantsДокумент8 страницPreventing Stress Corrosion Cracking in The Carbon Dioxide Absorber of Ammonia PlantsSADIQ KHATTAKОценок пока нет
- 15 EcodrainДокумент2 страницы15 EcodrainNikita KadamОценок пока нет
- Ipc 2022 87078 A Comprehensive New Look at Type B SleevesДокумент7 страницIpc 2022 87078 A Comprehensive New Look at Type B SleevesOswaldo MontenegroОценок пока нет
- Design DuctileIronPipeonSupports PDFДокумент10 страницDesign DuctileIronPipeonSupports PDFronnelОценок пока нет
- Activity 1 in Pre-StressedДокумент3 страницыActivity 1 in Pre-StressedFrancis Prince ArtiagaОценок пока нет
- L-10 Pre-Stressed Concrete Part-1Документ21 страницаL-10 Pre-Stressed Concrete Part-1Vinita KumariОценок пока нет
- Articulo RecomendadoДокумент8 страницArticulo RecomendadoJose EstanОценок пока нет
- Fatigue in High Strength BoltДокумент10 страницFatigue in High Strength BoltEgyptian ResearcherОценок пока нет
- Piping MaterialsДокумент6 страницPiping MaterialsMichael LangatОценок пока нет
- 1 s2.0 S2949891023007595 MainДокумент12 страниц1 s2.0 S2949891023007595 Mainmyak33802Оценок пока нет
- 33-Frosch, R. J., Blackmann D.T, Radabaugh, R.D. (2003) - Investigation of Bridge Deck Cracking inДокумент285 страниц33-Frosch, R. J., Blackmann D.T, Radabaugh, R.D. (2003) - Investigation of Bridge Deck Cracking inJan Van MiddendorpОценок пока нет
- Pre Stress ConcreteДокумент18 страницPre Stress ConcreteAshish SharmaОценок пока нет
- Casing DesignДокумент95 страницCasing DesignAnand RamamurthyОценок пока нет
- Reinforced Concrete Part 1Документ33 страницыReinforced Concrete Part 1Danica Mae AmicayОценок пока нет
- Impact of Crack Width On Bond Confined and Unconfined RebarДокумент10 страницImpact of Crack Width On Bond Confined and Unconfined RebarbrahmabulОценок пока нет
- CE 416 Prestressed Concrete Sessional (Lab Manual)Документ64 страницыCE 416 Prestressed Concrete Sessional (Lab Manual)RahulKikaniОценок пока нет
- CE 416 Prestressed Concrete Sessional (Lab Manual)Документ64 страницыCE 416 Prestressed Concrete Sessional (Lab Manual)julesОценок пока нет
- Rheology and Bonding Characteristics of Self-Leveling Concrete As A Repair MaterialДокумент8 страницRheology and Bonding Characteristics of Self-Leveling Concrete As A Repair MaterialMajd M. KhalilОценок пока нет
- Design Jacking Pipa Australia STDДокумент10 страницDesign Jacking Pipa Australia STDDaniel SalehОценок пока нет
- Flexible Glass: Enabling Thin, Lightweight, and Flexible ElectronicsОт EverandFlexible Glass: Enabling Thin, Lightweight, and Flexible ElectronicsSean M. GarnerОценок пока нет
- Tall Buildings: The Proceedings of a Symposium on Tall Buildings with Particular Reference to Shear Wall Structures, Held in the Department of Civil Engineering, University of Southampton, April 1966От EverandTall Buildings: The Proceedings of a Symposium on Tall Buildings with Particular Reference to Shear Wall Structures, Held in the Department of Civil Engineering, University of Southampton, April 1966A. CoullРейтинг: 5 из 5 звезд5/5 (1)
- Comments From A ReaderДокумент7 страницComments From A Readerunix0123Оценок пока нет
- Effect of Prestress Levels in Prestressed CFRP LaminatesДокумент13 страницEffect of Prestress Levels in Prestressed CFRP Laminatesunix0123Оценок пока нет
- Moment Influence CoefficientsДокумент23 страницыMoment Influence Coefficientsunix0123Оценок пока нет
- Reviews of Current Publications: BooksДокумент4 страницыReviews of Current Publications: Booksunix0123Оценок пока нет
- January-February 1972ҟ 119Документ1 страницаJanuary-February 1972ҟ 119unix0123Оценок пока нет
- Pretensioned, Precast Concrete Hollow-Core Units Used For Interchange BridgeДокумент11 страницPretensioned, Precast Concrete Hollow-Core Units Used For Interchange Bridgeunix0123Оценок пока нет
- Additions To The University of Wyoming Colleges of Agriculture and EngineeringДокумент6 страницAdditions To The University of Wyoming Colleges of Agriculture and Engineeringunix0123Оценок пока нет
- Precast Concrete Steel-Braced Hybrid Pipe Rack Structures PDFДокумент13 страницPrecast Concrete Steel-Braced Hybrid Pipe Rack Structures PDFsysyphus01Оценок пока нет
- Fire Endurance of Prestressed Concrete Units PDFДокумент22 страницыFire Endurance of Prestressed Concrete Units PDFunix0123Оценок пока нет
- Precast Prestressed Bridge For Bufalo Industrial ParkДокумент12 страницPrecast Prestressed Bridge For Bufalo Industrial Parkunix0123Оценок пока нет
- Connections in Precast Concrete Structures - Effects of Restrained Creep and ShrinkageДокумент20 страницConnections in Precast Concrete Structures - Effects of Restrained Creep and Shrinkageunix0123Оценок пока нет
- Evaluation of Bond Strength As A Repair MaterialДокумент10 страницEvaluation of Bond Strength As A Repair Materialunix0123Оценок пока нет
- Joint-Free Experimental Prestressed PavementДокумент15 страницJoint-Free Experimental Prestressed Pavementunix0123Оценок пока нет
- Torsional and Other Properties of Prestressed Concrete SectionsДокумент7 страницTorsional and Other Properties of Prestressed Concrete Sectionsunix0123Оценок пока нет
- Response of Spun Cast Concrete Poles To Vehicle ImpactДокумент21 страницаResponse of Spun Cast Concrete Poles To Vehicle Impactunix0123Оценок пока нет
- Prestress Losses in Continuous Composite BridgesДокумент22 страницыPrestress Losses in Continuous Composite Bridgesunix0123Оценок пока нет
- Prestress Losses in Continuous Composite BridgesДокумент22 страницыPrestress Losses in Continuous Composite Bridgesunix0123Оценок пока нет
- Evaluation of Transverse Flange Forces Induced by Laterally Inclined Longitudinal Post-Tensioning in Box Girder BridgesДокумент18 страницEvaluation of Transverse Flange Forces Induced by Laterally Inclined Longitudinal Post-Tensioning in Box Girder Bridgesunix0123Оценок пока нет
- Fort Collins Parking StructureДокумент4 страницыFort Collins Parking Structureunix0123Оценок пока нет
- Short Span Segmental Bridges in Czechoslovakia PDFДокумент27 страницShort Span Segmental Bridges in Czechoslovakia PDFunix0123Оценок пока нет
- Torsion Tests On Spun-Cast Prestressed Concrete PolesДокумент22 страницыTorsion Tests On Spun-Cast Prestressed Concrete Polesmohammad_reza_49Оценок пока нет
- Evaluation of Corrosion-Resistant Basalt-Fiber-Reinforced Polymer BarsДокумент8 страницEvaluation of Corrosion-Resistant Basalt-Fiber-Reinforced Polymer Barsunix0123Оценок пока нет
- Performance of Precast and Prestressed Concrete in Mexico EarthquakeДокумент25 страницPerformance of Precast and Prestressed Concrete in Mexico Earthquakeunix0123Оценок пока нет
- Tumwater High School Classroom-Stadium ComplexДокумент7 страницTumwater High School Classroom-Stadium Complexunix0123Оценок пока нет
- Hollow-Core Slabs With Cast-In-Place Concrete Toppings: A Study of Interfacial Shear StrengthДокумент18 страницHollow-Core Slabs With Cast-In-Place Concrete Toppings: A Study of Interfacial Shear StrengthGalang Ilham Yaumil AkhirОценок пока нет
- Construction and Monitoring of A Single-Span BridgeДокумент18 страницConstruction and Monitoring of A Single-Span Bridgeunix0123Оценок пока нет
- An Architectural Vision Realized Through PrefabricationДокумент15 страницAn Architectural Vision Realized Through Prefabricationunix0123Оценок пока нет
- Estimating Prestress Loss in Pretensioned High-Strength Concrete Members PDFДокумент28 страницEstimating Prestress Loss in Pretensioned High-Strength Concrete Members PDFunix0123Оценок пока нет
- Volume Change Response of Precast Concrete BuildingsДокумент20 страницVolume Change Response of Precast Concrete BuildingsConstant1nОценок пока нет
- Introduction To StairsДокумент13 страницIntroduction To StairsShilpa BhargavaОценок пока нет
- 14.gi Conduit BecДокумент4 страницы14.gi Conduit BeckailasamvvОценок пока нет
- Brich HansenДокумент5 страницBrich HansenHUGIОценок пока нет
- The Construction of An Oil RigДокумент4 страницыThe Construction of An Oil RigRhiannon BallardОценок пока нет
- Current Eaton Panelboards: Renewal Parts RP01400001EДокумент36 страницCurrent Eaton Panelboards: Renewal Parts RP01400001EEnrique Hdez. E.Оценок пока нет
- Piling BQДокумент4 страницыPiling BQLeeZhengxian100% (1)
- Duconmix RBS 100 TDSДокумент2 страницыDuconmix RBS 100 TDSmasudОценок пока нет
- Strong Suit of Midas Civil For Malaysian Bridge Engineers: MIDAS Technical Support SystemДокумент2 страницыStrong Suit of Midas Civil For Malaysian Bridge Engineers: MIDAS Technical Support SystemjunjiangОценок пока нет
- Zhao - Lee - Post Weld Heat Treatment For High Strength Steel Welded ConnectionsДокумент11 страницZhao - Lee - Post Weld Heat Treatment For High Strength Steel Welded Connectionsbob8c5Оценок пока нет
- Microsoft Word - Plumbing & Fire Fighting Design & Construction - IPC & NFPA - Online Training CourseДокумент4 страницыMicrosoft Word - Plumbing & Fire Fighting Design & Construction - IPC & NFPA - Online Training CourseShaik Bepari JakeerОценок пока нет
- Victor Horta-2Документ18 страницVictor Horta-2PREETHI M AОценок пока нет
- 8 HouseДокумент1 страница8 HousePraneet NagdevОценок пока нет
- Water Hammer in Gravity LinesДокумент12 страницWater Hammer in Gravity LinesMuhammad Ehtsham0% (1)
- 03-Modeling of Composite Tubes Using ANSYSДокумент27 страниц03-Modeling of Composite Tubes Using ANSYSanon-229297100% (1)
- Marshal Stability TestДокумент1 страницаMarshal Stability TestAenan BashirОценок пока нет
- On-Bottom Stability AnalysisДокумент3 страницыOn-Bottom Stability AnalysisBolarinwaОценок пока нет
- Masta SDG SeriesДокумент26 страницMasta SDG SeriesSandip GhoshОценок пока нет
- Weight&Lifting - To CheckДокумент54 страницыWeight&Lifting - To Checknamasral0% (1)
- Bond Strand 2000 eДокумент8 страницBond Strand 2000 eDGWОценок пока нет
- Structural Analysis - IДокумент5 страницStructural Analysis - IKrishnam RajuОценок пока нет
- Caracteristicas Maquina Selladora CrafcoДокумент2 страницыCaracteristicas Maquina Selladora Crafcopapajoel82Оценок пока нет
- M MCK 04Документ101 страницаM MCK 04Franco MokОценок пока нет
- SPAN Part H - Particular Construction...Документ8 страницSPAN Part H - Particular Construction...ang.xicongОценок пока нет
- RFP PDFДокумент85 страницRFP PDFSanjoy SanyalОценок пока нет
- Quantity Surveying and Contract Management NotesДокумент83 страницыQuantity Surveying and Contract Management NotesMohammad AliОценок пока нет
- PumpsДокумент26 страницPumpsEyad MasoudОценок пока нет
- Ingenieria-Cema 300-Screw Conveyor StandardДокумент33 страницыIngenieria-Cema 300-Screw Conveyor StandardVICTORОценок пока нет
- Bronzeystrainer - Kvs 200 TДокумент1 страницаBronzeystrainer - Kvs 200 TTiến Lý NhậtОценок пока нет
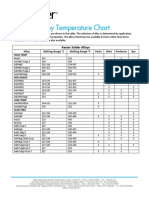
- Alloy Temperature ChartДокумент2 страницыAlloy Temperature ChartDaymer AularОценок пока нет
- Epolam2500 GB PDFДокумент2 страницыEpolam2500 GB PDFMcFlyОценок пока нет